ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА РЭА И ЗАДАЧИ
Структура производства РЭА, особенности
Система стандартизации
Если предприятие существует сравнительно давно, входит или
Задачи службы стандартизации на предприятии
Контроль хода технологического процесса и качества
Системы обеспечения качества продукции
Сертификация продукции с сертификацией системы
качества на
Структура и характеристики технологических систем
Стадии и этапы разработки РЭА
Исходные данные для разработки технологии
Основные принципы автоматизации производства
ЭВМ в режиме советчика. В таких системах кроме сбора и обра-
Понятие автоматизированного технологического
Иерархическая структура автоматизированной
Многоцелевое технологическое оборудование с микропроцессорным
Применение роботов на вспомогательных и транспортных
Алгоритмы управления роботами
Классификация систем управления
Трудно или даже невозможно дать строгое
формальное описание
Технико-экономическая эффективность как целевая
Системы оптимизации параметров технологических процессов. В
Ние системы
Устойчивость линейных САР. Если какое-либо решение линейного
Понятие и типы моделей сложных систем
Идентификация технологических процессов
Надежность технологических систем. Надежность
Вычисление условных характеристик потока отказов;
Иногда трудно осуществлять наблюдение за работой некоторых
Связь показателей надежности и качества
Методы оценки надежности технологических систем
На высшем уровне решаются задачи координации взаимодействия
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕНЫХ
При однобайтовой адресации и 961 при двухбайтовой
Основные понятия теории вероятности
Если нет возможности произвести замену оборудования, а сущест-
Навигация
Применение роботов на вспомогательных и транспортных
Технология и автоматизация производства РЭА
369637
знаков
0
таблиц
0
изображений
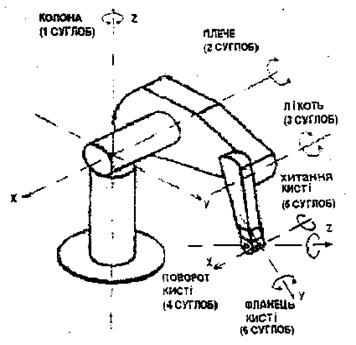
1.12. Применение роботов на вспомогательных и транспортных
производственных операциях. Конструктивные элементы и
характеристики роботов-манипуляторов.
В настоящее время роботы в основном применяются при операциях
транспортирования, сборки, обслуживания обрабатывающего оборудования,
сварки и контроля. С точки зрения вычислительной нагрузки на управляю-
щую ЭВМ производственные операции можно подразделить на два вида:
- информационно простые операции, к ним относятся операции пере-
носа большого числа предметов или тяжелых предметов;
- информационно сложные операции (сборки и контроля).
- 42 -
Основным направлением совершенствования роботов является развитие
применения микро-ЭВМ с 8, 16 и 32-разрядными микропроцессорами, разви-
тыми операционными системами и задачеориентированными языками програм-
мирования высокого уровня. Перспективным направлением является исполь-
зование аналоговых микропроцессоров, т.е. больших интегральных схем,
где в одном кристалле реализованы как цифровые элементы - микропроцес-
сор, так и цифро-аналоговые и аналого-цифровые преобразователи, схемы
управления периферийными устройствами.
Для реализации высоконадежных систем управления роботами все
больше находят применение адаптивные микропроцессоры с БИС, т.к. в
этих устройствах имеются резервные узлы, средства диагностики отказов
и самовосстановления, реализующие адаптивные внутренние связи,
способствующие увеличению надежности роботоориентированных вычисли-
тельных устройств до показателей, отвечающих производственным требова-
ниям.
Приведем основные термины и определения, данные в ГОСТ 25686 и
26228 " Манипуляторы, автооператоры и промышленные роботы. Системы
производственные гибкие. Термины и определения."
Манипулятор - управляемые устройство или машина для выполнения
двигательных функций, аналогичных функциям руки человека при перемеще-
нии объектов в пространстве, оснащенное рабочим органом.
Манипулятор с ручным управлением - манипулятор, управление кото-
рым осуществляет оператор.
Сбалансированный манипулятор - манипулятор с ручным управлением,
содержащий систему уравновешивания устройства рабочего органа.
Автооператор - автоматическая машина, состоящая из исполнительно-
го устройства в виде манипулятора или совокупности манипулятора и уст-
ройства передвижения и неперепрограммируемого устройства управления.
Промышленный робот - автоматическая машина, стационарная или пе-
редвижная, состоящая из исполнительного устройства в виде манипулято-
ра, имеющего несколько степеней подвижности, и перепрограммируемого
устройства программного управления для выполнения в производственном
процессе двигательных и управляющих функций.
Промышленные роботы бывают с цикловым программным управлением и
числовым программным управлением (робот, управляемый устройством ЧПУ с
позиционным и (или) контурным программным управлением).
Адаптивно-промышленный робот - промышленный робот, управляемый
устройством адаптивного управления.
Агрегатный промышленный робот - промышленный робот, в котором по
крайней мере исполнительное устройство изготовлено путем агрегирования
из деталей, узлов и агрегатов, входящих в унифицированный набор для
построения определенных модификаций промышленных роботов.
Агрегатно-модульный промышленный робот - робот, в котором исполь-
зуют исполнительные модули.
Составные части промышленных роботов, автооператоров:
Исполнительное устройство - устройство, выполняющее все его дви-
гательные функции.
Исполнительный модуль промышленного робота - агрегат, входящий в
унифицированный набор, или образуемый из деталей и узлов этого набора,
способный самостоятельно выполнять функцию реализации движений по од-
ной или нескольким степеням подвижности промышленного робота.
Рабочий орган - составная часть исполнительного устройства про-
мышленного робота для непосредственного выполнения технологических
операций и (или) вспомогательных переходов.
Устройство управления - устройство для формирования и выдачи уп-
равляющих воздействий исполнительному устройству в соответствии с уп-
равляющей программой.
Основными характеристиками манипуляторов и промышленных роботов
- 43 -
являются:
- номинальная грузоподъемность - наибольшее значение массы пред-
метов производства и (или) технологической оснастки, включая массу
захватного устройства, при которой гарантируется их удержание и обес-
печение установленных значений эксплуатационных характеристик;
- рабочее пространство - пространство, в котором может находиться
исполнительное устройство при функционировании манипулятора или про-
мышленного робота;
- рабочая зона - пространство, в котором может находиться рабочий
орган при функционировании;
- зона обслуживания - пространство, в котором рабочий орган вы-
полняет свои функции в соответствии с назначением;
- число степеней подвижности - количество возможных направлений
перемещения или поворотов рабочего органа робота;
- скорость перемещения по степени подвижности - максимальная ли-
нейная или угловая скорость движения рабочего органа робота в заданном
направлении;
- погрешность позиционирования рабочего органа - максимальное
отклонение положения рабочего органа от заданного управляющей програм-
мой;
- погрешность отработки траектории рабочего органа - максимальное
отклонение траектории рабочего органа от заданной управляющей програм-
мой.
Похожие работы
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... выполнения норм времени, принимаем равным 1. Результаты расчета показателей поточной линии сборки приведены в таблице 1.2. Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт. Таблица 1.2 – Результаты расчета показателей поточной линии сборки Операция Оборудование Производит

... 0mil 0.0deg (0.0mil,0.0mil) Flash"* Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя. 2 МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Моделирование – это метод исследования сложных систем, основанный на том, что рассматриваемая система заменяется на модель и проводится исследование модели с целью получения информации об ...

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев