Навигация
Анализ технологии изготовления модуля сопряжения цифрового мультиметра с компьютером
10356
знаков
2
таблицы
1
изображение
АНАЛИЗ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ МОДУЛЯ СОПРЯЖЕНИЯ ЦИФРОВОГО МУЛЬТИМЕТРА С КОМПЬЮТЕРОМ
1 Технологическая характеристика модуля сопряжения как объекта автоматизированной сборки и монтажа
Модуль сопряжения цифрового мультиметра с компьютером удовлетворяет следующим требованиям:
- радиоэлектронный модуль является функционально законченным и его изготовление, а также электрический контроль, можно организовать на специализированном участке;
- все электрорадиоэлементы со штырьковыми выводами располагаются на печатной плате только с одной стороны для обеспечения возможности применения групповой пайки окунанием платы;
- число вариантов формовки выводов электрорадиоэлементов ограниченно: для элементов с цилиндрическими корпусами и осевыми выводами применяется П-образная формовка и установка на печатной плате без зазора, для конденсаторов и транзисторов применяется I-образная формовка, для элементов в корпусах DIP типа формовка не производится;
- конструкция модуля исключает применение прокладок между элементами и печатной платой, экранов и изоляционных трубок на корпусах и выводах элементов;
- конструкция модуля исключает применение дополнительных креплений элементов на печатную плату.
2 Технологическая характеристика модуля сопряжения как объекта автоматизированной сборки и монтажа
Типовой технологический процесс разрабатывается для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками. К типовому представителю группы изделий относятся изделие, обработка которого требует наибольшего количества основных и вспомогательных операций, характерных для изделий, входящих в эту группу. Типовой технологический процесс может применяться как рабочий технологический процесс или как информационная основа при разработке рабочего технологического процесса. Он уменьшает объём технологической документации без ущерба содержащейся в ней информации, создаёт возможность разработки групповых приспособлений и средств автоматизации, исключает грубых ошибок в нормировании материальных и трудовых затрат.
При разработке рабочего технологического процесса использован типовой технологический процесс, который состоит из следующей последовательности действий:
а) входной контроль электрорадиоэлементов;
б) лужение печатной платы;
в) промывка;
г) подготовка электрорадиоэлементов к монтажу;
д) установка элементов на плату;
е) флюсование;
ж) пайка узла;
з) контроль пайки;
и) ручная допайка;
к) промывка;
л) доустановка элементов на плату;
м) ручная допайка;
н) контроль функционирования.
|
|
|
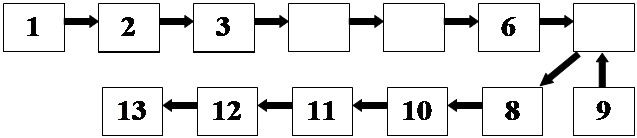
1 - входной контроль электрорадиоэлементов; 2 – лужение печатной платы; 3 – промывка; 4 – подготовка элементов к монтажу; 5 – установка элементов на плату; 6- флюсование; 7 - пайка узла; 8 – контроль пайки; 9 – ручная допайка; 10 – промывка; 11 – доустановка элементов на плату; 12 – ручная допайка; 13 – контроль функционирования.
Рисунок 1.1 – Схема типового технологического процесса
3 Расчет показателей технологичности конструкции
Отраслевой стандарт ОСТ 4 ГО.091.219 предусматривает выбор состава базовых показателей. В число выбираемых должны включаться показатели, оказывающие наибольшее влияние на технологичность конструкции блоков.
Основным показателем, служащим для оценки технологичности конструкции, является комплексный показатель технологичности ![]() , определяемый с помощью базовых показателей по формуле (1.1)
, определяемый с помощью базовых показателей по формуле (1.1)
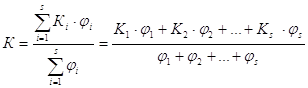 , (1.1)
, (1.1)
где: ![]() - значение базового показателя;
- значение базового показателя;
![]() - функция, нормирующая весовую значимость показателя;
- функция, нормирующая весовую значимость показателя;
![]() - порядковый номер показателя;
- порядковый номер показателя;
![]() - общее количество относительных частных показателей.
- общее количество относительных частных показателей.
В качестве базовых показателей технологичности выбираем показатели, приведенные в таблице 1.1.
Таблица 1.1 – Базовые показатели технологичности
| Порядковый номер в ранжировочной последовательности | Коэффициент | Обозначение |
|
| 1 | Использования микросхем и микросборок в блоке |
| 1,000 |
| 2 | Автоматизации и механизации монтажа |
| 1,000 |
| 3 | Механизации подготовки ЭРЭ |
| 0,750 |
| 4 | Механизации контроля и настройки |
| 0,500 |
| 5 | Повторяемости ЭРЭ |
| 0,310 |
| 6 | Применяемости ЭРЭ |
| 0,187 |
| 7 | Прогрессивности формообразования деталей |
| 0,110 |
Для расчета комплексного показателя технологичности необходимо определить базовые показатели приведенные в таблице 5.1.
Коэффициент использования микросхем и микросборок вычисляется по формуле (1.2):
![]() , (1.2)
, (1.2)
где: ![]() - общее количество микросхем и микросборок в изделии, шт;
- общее количество микросхем и микросборок в изделии, шт;
![]() - общее количество электрорадиоэлементов, шт.
- общее количество электрорадиоэлементов, шт.
Подставив значения в формулу (1.2) получаем:
![]()
Коэффициент автоматизации и механизации монтажа рассчитывается по формуле (1.3):
![]() , (1.3)
, (1.3)
где: ![]() - количество монтажных соединений, которые могут осуществляться автоматизированным или механизированным способом;
- количество монтажных соединений, которые могут осуществляться автоматизированным или механизированным способом;
![]() - общее количество монтажных соединений.
- общее количество монтажных соединений.
Рассчитаем коэффициент автоматизации и механизации монтажа:
![]() .
.
Коэффициент механизации подготовки электрорадиоэлементов вычисляем по формуле (5.4):
![]() , (1.4)
, (1.4)
где: ![]() - количество электрорадиоэлементов, шт., подготовка которых к монтажу может осуществляться механизированным или автоматизированным способом.
- количество электрорадиоэлементов, шт., подготовка которых к монтажу может осуществляться механизированным или автоматизированным способом.
Подставив значения в формулу (1.4) получаем:
![]() .
.
Коэффициент механизации контроля и настройки вычисляем по формуле(1.5):
![]() , (1.5)
, (1.5)
где: ![]() - количество операций контроля и настройки, которые можно осуществлять механизированным или автоматизированным способом;
- количество операций контроля и настройки, которые можно осуществлять механизированным или автоматизированным способом;
![]() - общее количество операций контроля и настройки.
- общее количество операций контроля и настройки.
Вычислим коэффициент механизации контроля и настройки по формуле(1.5):
![]() .
.
Коэффициент повторяемости электрорадиоэлементов рассчитываем по формуле (1.6):
![]() , (1.6)
, (1.6)
где: ![]() - общее количество электрорадиоэлементов, шт;
- общее количество электрорадиоэлементов, шт;
![]() - общее количество типоразмеров электрорадиоэлементов в изделии.
- общее количество типоразмеров электрорадиоэлементов в изделии.
Подставив значения в формулу (5.6) получаем:
![]() .
.
Коэффициент применяемости электрорадиоэлементов рассчитываем по формуле (1.7):
![]() ,
(1.7)
,
(1.7)
где: ![]() - количество типоразмеров оригинальных электрорадиоэлементов в изделии.
- количество типоразмеров оригинальных электрорадиоэлементов в изделии.
Подставляя значения в формулу (1.7) получаем:
![]() .
.
Коэффициент прогрессивности формообразования деталей вычисляется по формуле (1.8):
![]() ,
(1.8)
,
(1.8)
где: ![]() - количество деталей, шт., заготовки которых или сами детали получены прогрессивными методами (штамповкой, прессованием, литьем, пайкой, сваркой, склеиванием и др);
- количество деталей, шт., заготовки которых или сами детали получены прогрессивными методами (штамповкой, прессованием, литьем, пайкой, сваркой, склеиванием и др);
![]() - общее количество деталей в изделии, шт.
- общее количество деталей в изделии, шт.
После подстановки значений в формулу (5.8) получаем:
![]() .
.
Подставляя значения рассчитанных базовых показателей технологичности в формулу (1.1) получаем:
![]()
Уровень технологичности конструкции блока определяется как отношение достигнутого показателя технологичности к значению базового по формуле (1.9):
![]() , (1.9)
, (1.9)
где: КБ – базовый показатель технологичности.
![]() .
.
В соответствии с ОСТ 4 ГО.091.219 полученный нормативный комплексный показатель технологичности подходит для установочной серии.
Похожие работы
... ? 8. Какими программами можно воспользоваться для устранения проблем и ошибок, обнаруженных программой Sandra? Раздел 3. Автономная и комплексная проверка функционирования и диагностика СВТ, АПС и АПК Некоторые из достаточно интеллектуальных средств вычислительной техники, такие как принтеры, плоттеры, могут иметь режимы автономного тестировании. Так, автономный тест принтера запускается без ...


... . Однако из-за огромной разницы в цене и необязательности для среднего автосервиса наличия возможностей дилерского прибора, мультимарочные сканеры надежно заняли свою нишу на рынке диагностического оборудования. Универсальные мультимарочные сканеры. Сканеры, поставляемые на рынок универсальных ремонтных предприятий, как правило, обеспечивают считывание и стирание кодов ошибок, вывод цифровых ...
... датчика, наличием нерассматриваемых источников тепла, особенностями конфигурации компонентов относительно потока воздуха от вентиляторов и др.). Это еще раз доказывает актуальность проведения экспериментальных исследований в изучении тепловых режимов устройств ЭВМ и, следовательно, создание для этих целей специализированного устройства (модуля). 7 РАЗРАБОТКА ТЕХНОЛОГИИ СБОРКИ МОДУЛЯ АЦП 7.1 ...
... с полезным сигналом помехам.. Итак, ЦИП наиболее полно удовлетворяют основным требованиям предъявляемым в настоящее время к измерительной аппаратуре, — высокая точность и быстродействие, автоматизация процессов измерения и обработки информации. Обобщенная структурная схема ЦИП показана на рис.25 Рис.25. Обобщенная структурная схема ЦИП В цифровом приборе измеряемая величина х ...
0 комментариев