ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА РЭА И ЗАДАЧИ
Структура производства РЭА, особенности
Система стандартизации
Если предприятие существует сравнительно давно, входит или
Задачи службы стандартизации на предприятии
Контроль хода технологического процесса и качества
Системы обеспечения качества продукции
Сертификация продукции с сертификацией системы
качества на
Структура и характеристики технологических систем
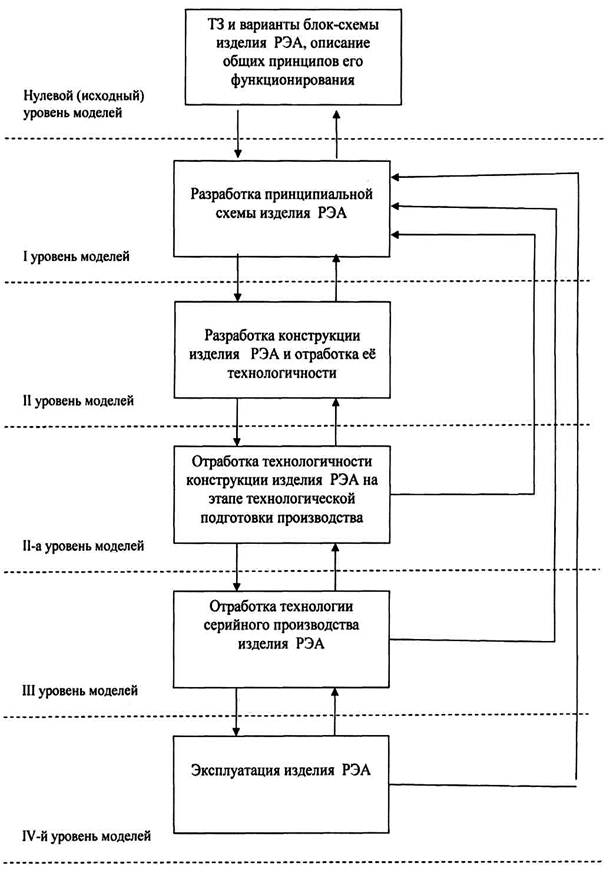
Стадии и этапы разработки РЭА
Исходные данные для разработки технологии
Основные принципы автоматизации производства
ЭВМ в режиме советчика. В таких системах кроме сбора и обра-
Понятие автоматизированного технологического
Иерархическая структура автоматизированной
Многоцелевое технологическое оборудование с микропроцессорным
Применение роботов на вспомогательных и транспортных
Алгоритмы управления роботами
Классификация систем управления
Трудно или даже невозможно дать строгое
формальное описание
Технико-экономическая эффективность как целевая
Системы оптимизации параметров технологических процессов. В
Ние системы
Устойчивость линейных САР. Если какое-либо решение линейного
Понятие и типы моделей сложных систем
Идентификация технологических процессов
Надежность технологических систем. Надежность
Вычисление условных характеристик потока отказов;
Иногда трудно осуществлять наблюдение за работой некоторых
Связь показателей надежности и качества
Методы оценки надежности технологических систем
На высшем уровне решаются задачи координации взаимодействия
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕНЫХ
При однобайтовой адресации и 961 при двухбайтовой
Основные понятия теории вероятности
Если нет возможности произвести замену оборудования, а сущест-
Навигация
Вычисление условных характеристик потока отказов;
Технология и автоматизация производства РЭА
369637
знаков
0
таблиц
0
изображений
1. вычисление условных характеристик потока отказов;
2. вычисление условных распределений наработки между отказами.
Первый путь в настоящее время является общепринятым. Рассматрива-
ются потоки случайных событий, каждое из которых состоит в появлении
отказа объекта. Поток отказов состоит в появлении отказа объекта. По-
ток отказов можно охарактеризовать "ведущей функцией" потока Q(t) -
математическим ожиданием числа отказов на интервале (0,t). Однако, ча-
ще всего в качестве показателя надежности используют параметр потока
отказов w(t),который характеризует среднее число отказов, ожидаемых в
малом интервале наработки, определяемое для рассматриваемого момента t
суммарной наработкой и описываемое выражением:
P 41 0(t,t+dt)
w(t) = a(t) = lim ────────── +o(dt) (68)
dt 76 0o dt
Здесь P 41 0(t,t+dt) - вероятность появления одного отказа на интер-
вале (t,t+dt); o(dt) - бесконечно малая величина более высокого поряд-
ка малости, чем dt (вероятность появления двух и более отказов на ин-
тервале (t,t+dt)).
2.9.3. Показатели надежности объектов, восстанавливаемых
в процессе применения.
Показатели надежности объектов, восстанавливаемых в процессе при-
менения, вычисляются лишь в календарном времени. Такие объекты можно
разделить на две группы. К первой группе относятся объекты, для кото-
рых в течение заданного времени работы допускаются отказы и вызванные
ими кратковременные перерывы в работе. Для объектов этой группы боль-
шое значение имеет свойство готовности - способности находиться в про-
цессе эксплуатации значительную долю времени в работоспособном состоя-
нии. Ко второй группе относятся объекты, отказы которых в течение за-
данного времени недопустимы. Если в этих объектах (системах) имеются
избыточные элементы, то при отказах некоторых из них объект остается
работоспособным и можно проводить ремонт отказавших элементов во время
выполнения задачи. Один и тот же объект может быть отнесен к разным
группам в зависимости от режима его применения.
Для первой группы объектов в процессе эксплуатации чередуются
случайные периоды времени безотказной работы и времени восстановления
(ремонта). Тогда случайное время между очередными восстановлениями T 4oi
равно T 4oi 0=T 4pi 0+T 4вi 0 (69). Если случайные величины Т 4pi 0 и Т 4вi 0 независимы,
то плотность распределения их суммы Т 4оi 0 по известному из теории веро-
ятностей правилу о композиции распределений равна:
- 69 -
4t
f 4o 0(t)= 73 0f(x)g(t-x)dx (70)
5o
где: f(t)- плотность распределения времени безотказной работы;
g(t)- плотность распределения времени восстановления объекта.
Для объектов второй группы могут в качестве показателей надежнос-
ти использоваться также параметр потока отказов, средняя наработка на
отказ и другие характеристики.
Все рассмотренные показатели надежности объектов можно разделить
на три группы:
1. интервальные, относящиеся к заданному интервалу наработки или
времени (t 41 0,t 42 0);
2. мгновенные, соответствующие заданному значению времени или на-
работки t;
3. числовые, не связанные с расположением заданного интервала или
момента времени (наработки).
2.9.4. Оценка показателей надежности объектов по
экспериментальным данным.
Экспериментальные данные о надежности технических объектов могут
быть получены в результате наблюдений за их работой либо в условиях
реальной эксплуатации, либо при специальных испытаниях на безотказную
работу. Данные испытаний обычно не могут полностью заменить эксплуата-
ционные данные. Реальная же эксплуатация представляет собой недостижи-
мый по своим масштабам в лабораторных условиях эксперимент. Однако и
при реальной эксплуатации далеко не всегда удается получить нужную ин-
формацию:
1. Данные реальной эксплуатации часто соответствуют морально ста-
реющим устройствам. Конструкция и технология изготовления современных
технических объектов меняются столь быстро, что нередки случаи, когда
данные об эксплуатации объектов, выпущенных несколько лет назад, имеют
лишь историческое значение. Вместе с тем основной целью любых исследо-
ваний в области надежности является повышение надежности будущих объ-
ектов.
2. Данные реальной эксплуатации обычно являются неполными. Это
объясняется рядом причин: организационными трудностями сбора и обра-
ботки сведений, трудоемкостью применения переносной контрольно-измери-
тельной аппаратуры, недостаточной чувствительностью и точностью этой
аппаратуры и не всегда достаточной квалификацией работников. Из-за ог-
раниченности объема статистических данных во многих случаях трудно по-
лучить достоверные характеристики надежности для различных условий
применения объектов.
Похожие работы
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... выполнения норм времени, принимаем равным 1. Результаты расчета показателей поточной линии сборки приведены в таблице 1.2. Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт. Таблица 1.2 – Результаты расчета показателей поточной линии сборки Операция Оборудование Производит

... 0mil 0.0deg (0.0mil,0.0mil) Flash"* Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя. 2 МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Моделирование – это метод исследования сложных систем, основанный на том, что рассматриваемая система заменяется на модель и проводится исследование модели с целью получения информации об ...
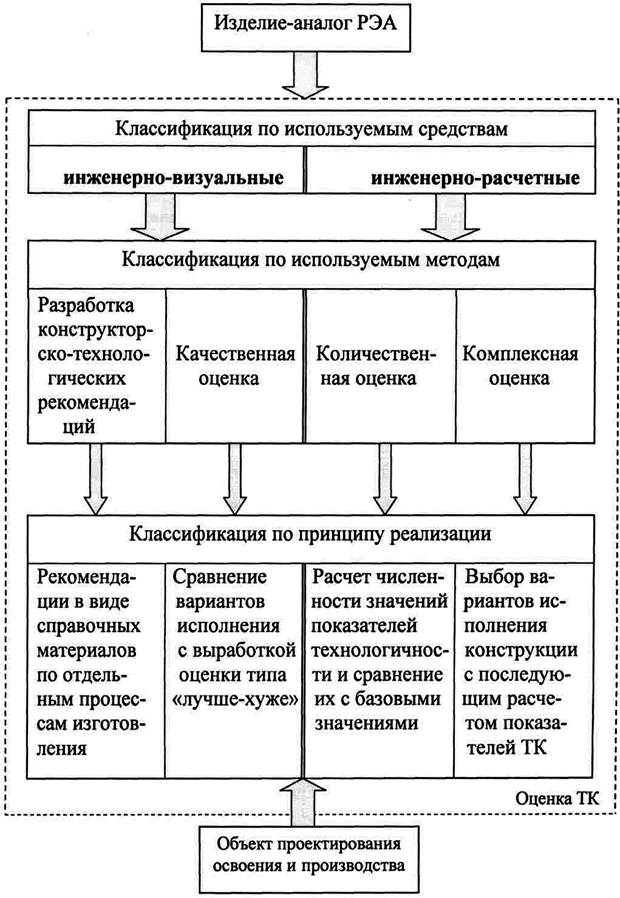

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев