ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА РЭА И ЗАДАЧИ
Структура производства РЭА, особенности
Система стандартизации
Если предприятие существует сравнительно давно, входит или
Задачи службы стандартизации на предприятии
Контроль хода технологического процесса и качества
Системы обеспечения качества продукции
Сертификация продукции с сертификацией системы
качества на
Структура и характеристики технологических систем
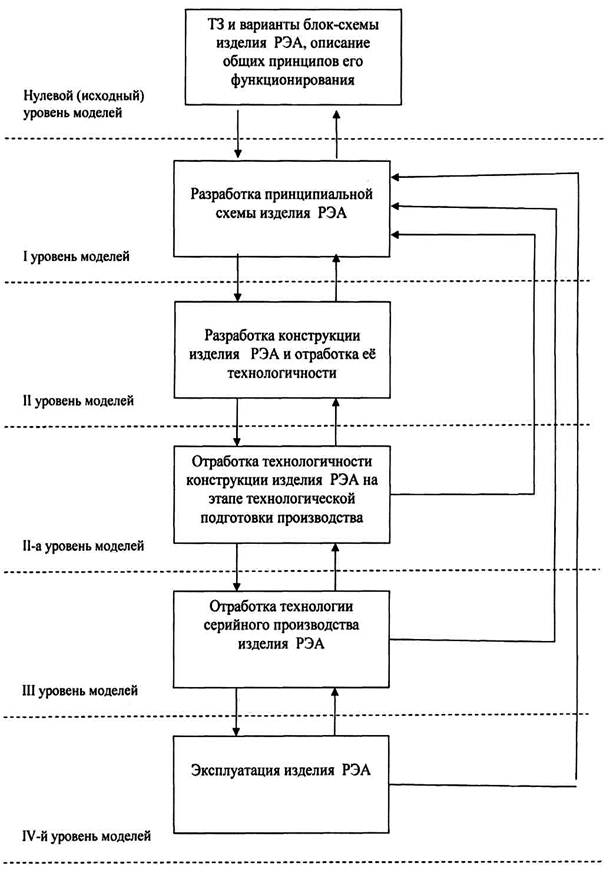
Стадии и этапы разработки РЭА
Исходные данные для разработки технологии
Основные принципы автоматизации производства
ЭВМ в режиме советчика. В таких системах кроме сбора и обра-
Понятие автоматизированного технологического
Иерархическая структура автоматизированной
Многоцелевое технологическое оборудование с микропроцессорным
Применение роботов на вспомогательных и транспортных
Алгоритмы управления роботами
Классификация систем управления
Трудно или даже невозможно дать строгое
формальное описание
Технико-экономическая эффективность как целевая
Системы оптимизации параметров технологических процессов. В
Ние системы
Устойчивость линейных САР. Если какое-либо решение линейного
Понятие и типы моделей сложных систем
Идентификация технологических процессов
Надежность технологических систем. Надежность
Вычисление условных характеристик потока отказов;
Иногда трудно осуществлять наблюдение за работой некоторых
Связь показателей надежности и качества
Методы оценки надежности технологических систем
На высшем уровне решаются задачи координации взаимодействия
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕНЫХ
При однобайтовой адресации и 961 при двухбайтовой
Основные понятия теории вероятности
Если нет возможности произвести замену оборудования, а сущест-
Навигация
Трудно или даже невозможно дать строгое формальное описание
Технология и автоматизация производства РЭА
369637
знаков
0
таблиц
0
изображений
3. Трудно или даже невозможно дать строгое формальное описание
сложной системы управления. Как правило, при моделировании таких сис-
тем основной задачей является поиск разумного упрощения.
По степени определенности системы управления обычно разбивают на
детерминированные и вероятностные (стохастические). Детерминированной
системой называют систему, в которой по ее предыдущему состоянию и не-
которой дополнительной информации можно безошибочно предсказать ее
последующее состояние. В вероятностной системе на основе предыдущего
состояния и дополнительной информации можно предсказать и определить
вероятность каждого из последующих.
Разбиение систем на простые и сложные, детерминированные и веро-
ятностные весьма условно. К числу простых детерминированных систем
- 48 -
можно отнести автопилот. Примером сложной детерминированной системы
является ЭВМ. Простой вероятностной системой можно назвать систему
статистического контроля качества продукции предприятия по одному или
нескольким параметрам, которая предусматривает выборочную проверку за-
данных параметров с определенной периодичностью. Сложной вероятностной
системой является производственное предприятие, крупная строительная
организация и т.д.
2.3. Характеристика систем управления технологическими
процессами.
Взаимосвязанную совокупность оборудования, на котором выполняется
технологический процесс, назовем технологической системой. Представим
технологическую систему в виде многомерного объекта, описываемого тре-
мя группами переменных. Первую группу переменных обозначим вектором
W(t), составляющие которого W 41 0(t),W 42 0(t),...,W 4m 0(t) представляют собой
параметры, характеризующие свойства и количество входных продуктов.
Вторая группа переменных V(t)={V 41 0(t),V 42 0(t),...,V 4n 0(t)} представляет со-
бой параметры, характеризующие свойства и количество выходного продук-
та. Третья группа составлена из параметров, характеризующих условия
протекания технологического процесса Z(t)={Z 41 0(t),Z 42 0(t),...,Z 4l 0(t)}. В
общем случае состояние технологической системы характеризуется всеми
вышеприведенными переменными.
Однако, размерность векторов в реальных условиях весьма велика и
превышает возможности управляющего органа. Кроме того, на практике
часть переменных либо не требуется измерять, т.е. они не существенны с
точки зрения цели управления, либо измерять невозможно из-за техничес-
ких сложностей.
Поэтому только часть составляющих векторов используют для форми-
рования вектора состояния X(t). Переменные вектора состояния условно
разобьем на две группы. В первую группу включим те переменные, которые
можно целенаправленно изменять в процессе управления. Назовем их уп-
равляемыми переменными. В качестве управляемых переменных выбирают те
составляющие, целенаправленное изменение которых технически возможно и
существенно влияет на показатель цели управления. Вторую группу соста-
вим из переменных, которые измеряются и используются при формировании
управляющего воздействия, но не могут целенаправленно изменяться при
управлении данным технологическим процессом. Переменные, которые не
вошли в первые две группы, будем рассматривать как неконтролируемые
возмущающие воздействия. Поэтому технологическую систему можно предс-
тавить схемой, приведенной на рис. 9.
──────────────────────────────────────────────────────────────────────
┌──────────────┐
U(t)──────>│ Ф(.) ├────────>X(t)
F(t)──────>└──────────────┘
Рис. 9. Схема технологической системы.
──────────────────────────────────────────────────────────────────────
Здесь U(t) - вектор управления, F(t) - вектор возмущения, X(t) -
вектор состояния, т.е. технологическую систему можно рассматривать как
преобразователь входных функций. Поэтому X(t)=Ф(U(t),F(t)) (12), где Ф
- оператор преобразования. Это выражение является формальным описанием
технологической системы, т.е. ее моделью.
Определим технологический процесс как целенаправленную смену сос-
тояний X(t)={X 41 0(t),X 42 0(t),...,X 4k 0(t)}, которые назовем параметрами тех-
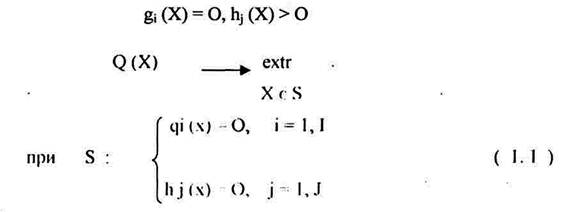
нологического процесса. Задачу управления технологическим процессом
можно сформулировать следующим образом: найти такое состояние техноло-
гического процесса X 5* 0(t) (технологический режим) и такое управляющее
воздействие U 5* 0(t), которые удовлетворяют как цели управления, так и
- 49 -
ограничениям вида (9).
Похожие работы
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... выполнения норм времени, принимаем равным 1. Результаты расчета показателей поточной линии сборки приведены в таблице 1.2. Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт. Таблица 1.2 – Результаты расчета показателей поточной линии сборки Операция Оборудование Производит

... 0mil 0.0deg (0.0mil,0.0mil) Flash"* Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя. 2 МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Моделирование – это метод исследования сложных систем, основанный на том, что рассматриваемая система заменяется на модель и проводится исследование модели с целью получения информации об ...
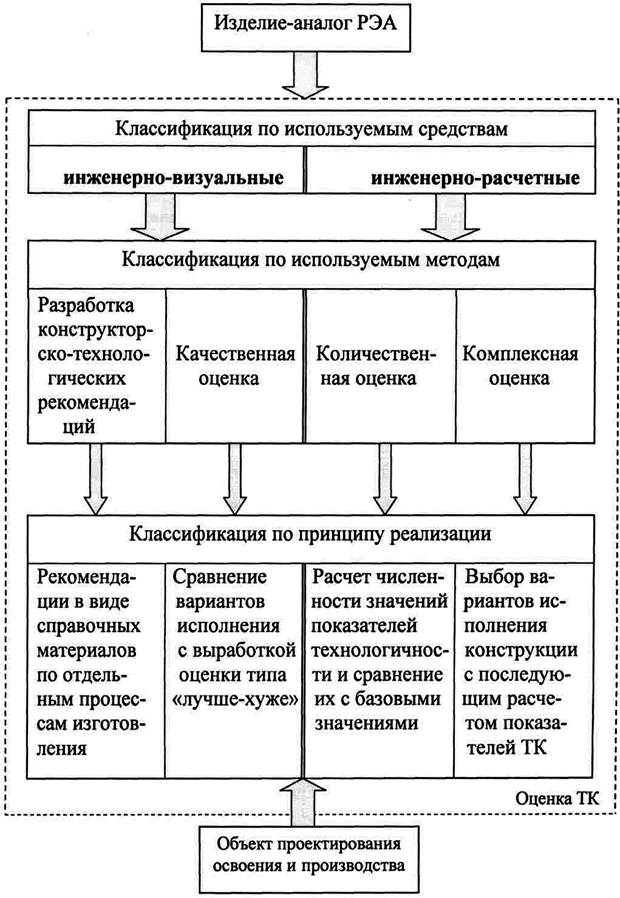

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев