ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА РЭА И ЗАДАЧИ
Структура производства РЭА, особенности
Система стандартизации
Если предприятие существует сравнительно давно, входит или
Задачи службы стандартизации на предприятии
Контроль хода технологического процесса и качества
Системы обеспечения качества продукции
Сертификация продукции с сертификацией системы
качества на
Структура и характеристики технологических систем
Стадии и этапы разработки РЭА
Исходные данные для разработки технологии
Основные принципы автоматизации производства
ЭВМ в режиме советчика. В таких системах кроме сбора и обра-
Понятие автоматизированного технологического
Иерархическая структура автоматизированной
Многоцелевое технологическое оборудование с микропроцессорным
Применение роботов на вспомогательных и транспортных
Алгоритмы управления роботами
Классификация систем управления
Трудно или даже невозможно дать строгое
формальное описание
Технико-экономическая эффективность как целевая
Системы оптимизации параметров технологических процессов. В
Ние системы
Устойчивость линейных САР. Если какое-либо решение линейного
Понятие и типы моделей сложных систем
Идентификация технологических процессов
Надежность технологических систем. Надежность
Вычисление условных характеристик потока отказов;
Иногда трудно осуществлять наблюдение за работой некоторых
Связь показателей надежности и качества
Методы оценки надежности технологических систем
На высшем уровне решаются задачи координации взаимодействия
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕНЫХ
При однобайтовой адресации и 961 при двухбайтовой
Основные понятия теории вероятности
Если нет возможности произвести замену оборудования, а сущест-
Навигация
Системы оптимизации параметров технологических процессов. В
Технология и автоматизация производства РЭА
369637
знаков
0
таблиц
0
изображений
2. Системы оптимизации параметров технологических процессов. В
тех случаях, когда наилучший режим не может быть задан заранее, т.к.
его выбор зависит от ряда факторов, информация о которых появляется в
ходе процесса, решается задача оптимизации технологического режима.
Например, технологический режим обработки материалов зависит от хими-
ческого состава сырьевых материалов, который может колебаться и стано-
вится известным только в процессе производства. При этом она формули-
руется следующим образом: надо найти такое значение X(t)=X 5* 0(t), кото-
рое обеспечивает maxQ=Q[X 4k 0(t),X 5* 0(t)] (24). Технологический режим X 5* 0(t)
является оптимальным по критерию (24), Х 4к 0(t) - контролируемые перемен-
ные качества входа. Возможная схема системы, реализующей описанное уп-
равление, приведена на рис. 8.
3. Системы оптимизации порядка выполнения технологических опера-
ций. В дискретных системах технологический режим определяется порядком
и длительностью выполнения технологических операций. Выбор порядка и
длительности, т.е. программы управления, заключается в определении
времени начала и окончания операций на определенном станке с учетом
заданной технологии обработки деталей, производительности станков,
длительности их переналадки и ряда других факторов. Критерием опти-
мальности является время технологического цикла, которое требуется ми-
нимизировать. Для оптимального выбора программы требуется решить зада-
чу комбинаторного типа, размерность которой зависит от разнообразия
обрабатываемых деталей и числа обрабатывающих станков. Очевидно, что
даже для небольшого участка число вариантов программы оказывается
столь большим, что исключает возможность использования простых вычис-
лительных алгоритмов для отыскания оптимального решения. Практическая
значимость задач этого типа обусловила развитие большого количества
методов их решения, совокупность которых составляет теорию расписания
или календарного планирования, часто эти задачи решаются методами тео-
рии графов. Дискретное производство в отличие от непрерывного характе-
ризуется большей стабильностью технологического режима, что позволяет
рассчитывать его заранее, а в процессе управления осуществлять лишь
оперативное регулирование. Поэтому выбор программы управления в диск-
ретных системах выделен в самостоятельную функцию управления - плани-
рование работы технологических подразделений (участок, линия, цех).
Этот класс задач наиболее характерен для систем управления ГПС (ГАЛ,
ГАЦ).
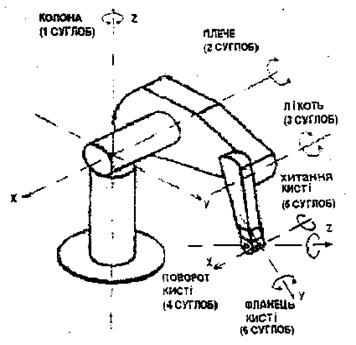
4. Системы управления манипулированием. Операции манипулирования
выполняются роботами-манипуляторами. Одной из главных задач управления
манипулированием является определение траекторий движения манипулято-
ра. В первом разделе п. 1.13 были подробно рассмотрены вопросы управ-
ления роботами.
2.6. Основные показатели и состав систем
автоматического управления.
Основу большинства локальных систем управления технологическим
- 52 -
оборудованием, роботами составляет регулятор. Эта система (САР) пред-
назначена для поддержания технологического параметра (например, темпе-
ратуры, концентрации, уровня жидкости в ванне и т.д.) в заданных пре-
делах или для изменения его по какому-либо закону с заданной точностью
и производительностью. Основные показатели качества работы САР - это
устойчивость, статистическая и динамическая точность, быстродействие и
добротность (коэффициент усиления), мощность.
Устойчивость характеризует способность системы приходить в равно-
весное состояние при появлении командного сигнала или его изменений.
Неустойчивая система к работе непригодна, т.к. возникающие в ней внут-
ренние напряжения разрушают кинематические связи между элементами. В
зависимости от применяемого метода анализа и синтеза количественно она
определяется через разные показатели: коэффициент затухания, перерегу-
лирование, показатель колебательности и др.
Точность САР определяется как наибольшая статистическая величина
отклонения фактического состояния регулируемого параметра от заданно-
го. Различают статическую и динамическую точность. Статическая точ-
ность определяется как отклонение фактического значения регулируемого
параметра от заданного в установившемся режиме, а динамическая - в пе-
реходном режиме работы САР.
Быстродействие определяет способность системы реагировать на из-
менение входного сигнала, переходя из одного устойчивого состояния в
другое. В разных методах анализа и синтеза быстродействие характеризу-
ется: временем затухания переходного процесса, собственной частотой
колебаний, резонансной частотой, полосой пропускания и др.
Эти показатели качества работы САР определяют при анализе работы
в установившемся и переходном режимах работы физической или математи-
ческой модели САР.
В состав САР входят: устройство обратной связи УОС (измери-
тель-преобразователь), устройство сравнения УСр и исполнительный меха-
низм ИУ (в том числе силовой привод), составляющие собственно регуля-
тор Р, и объект управления (рабочий орган станка или агрегата) ОУ. Из-
меритель-преобразователь регулируемого параметра определяет фактичес-
кое значение регулируемого параметра (например, скорость движения сто-
ла станка), преобразует в удобный сигнал и посылает его на один из
входов устройства сравнения, осуществляя обратную связь. На другой его
вход подается командный сигнал от задающего устройства. В устройстве
сравнения происходит сопоставление этих сигналов (а в большинстве слу-
чае еще усиление и преобразование) и вырабатывается управляющий сигнал
(сигнал рассогласования) для исполнительного механизма (силового при-
вода). Последний отрабатывает его, воздействуя на объект управления.
Привод работает до тех пор, пока величина рассогласования не будет
меньше его чувствительности.
──────────────────────────────────────────────────────────────────────
┌────────┐ ┌────────┐ ┌─────┐
─────>│ ├─────>│ ИУ ├─────>│ ОУ │
┌───>│ УСр │ └────────┘ └──┬──┘
│ └────────┘ │
│ ┌────────┐ │
└────────────────────┤ УОС │<────────┘
└────────┘
Рис. 10. Обобщенная схема системы автоматического регулирования.
──────────────────────────────────────────────────────────────────────
В основу классификации САР можно положить несколько признаков:
- технологическое назначение (стабилизирующее, программное, сле-
дящее);
- регулирующее воздействие (непрерывные, импульсные, релейные);
- сложность преобразования (прямого и непрямого действия);
- 53 -
- вид обратной связи (жесткая, изодромная и комбинированная);
- закон регулирования (пропорциональный П, интегральный И, диффе-
ренциальный Д, комбинированный);
- вид статической характеристики (статические и астатические);
- число обратных связей или число регулируемых параметров (одно-
и много-контурные САР);
- вид энергии, используемой в силовом приводе (электрические,
пневматические, гидравлические, механические и комбинированные);
- вид регулируемого параметра (скорость, положение, уровень, тем-
пература, давление или вакуум, расход, напряжение, сила тока и др.).
Стабилизирующие САР предназначены для поддержания регулируемого
параметра в заданных пределах в условиях изменяющихся внешних воздейс-
твий на систему; программные САР - для изменения регулируемого пара-
метра по заранее известному закону; следящие САР - для изменения регу-
лируемого параметра по заранее неизвестному закону (отслеживания изме-
нения командного воздействия).
К системам прямого действия относят САР, в регуляторе которых от-
сутствуют специальные усилительные устройства, а изменение регулируе-
мого параметра (например, перестановка рабочего органа станка) осу-
ществляется за счет энергии самого датчика (информационные функции
совмещены с силовыми, что резко снижает чувствительность и точность
САР).
Возрастание требований по точности регулирования, требуемому уси-
лию воздействия на объект управления, требуемая мощность, привели к
созданию САР непрямого действия. В регуляторах таких САР применяют
усилительные устройства, а информационные и силовые функции разделены.
Неодинаковы по точностным характеристикам статические и астати-
ческие САР. В статических САР изменение режима работы (смена равновес-
ного состояния) происходит со статической ошибкой, а в астатических
эта ошибка равна нулю.
Важным признаком классификации является вид обратной связи (ОС).
Различают САР с жесткой и изодромной ОС. Жесткая ОС (положительная или
отрицательная) действует в САР постоянно как в установившемся, так и в
переходном режимах, причем отрицательная ОС при отклонении объекта уп-
равления (или параметра) от равновесного (заданного) состояния вызыва-
ет нейтрализацию этого отклонения (сигнал рассогласования вычитается
из основного сигнала), а положительная - способствует переводу объекта
в другое равновесное состояние (сигнал рассогласования складывается с
основным). Изодромная ОС (гибкая, исчезающая) действует лишь в течение
переходного процесса. Применение ОС вообще, и изодромной в частности,
способствует повышению качества регулирования.
Обратная связь обеспечивает контроль регулируемого (управляемого)
параметра ТП автоматически в масштабе реального времени.
Измеренное с помощью датчика ОС фактическое значение регулируемо-
го параметра сравнивается с заданным (командным). Полученный в резуль-
тате сигнал рассогласования усиливается и является управляющим для си-
лового привода. В системах без ОС нет гарантии, что заданный на входе
сигнал, соответствующий требуемому изменению регулируемого параметра,
будет обработан силовым приводом из-за действия на систему неконтроли-
руемых факторов.
Обратная связь в соответствии с законом регулирования оказывает
существенное влияние на свойства САР, улучшая их.
Любая система описывается нелинейными уравнениями, однако часто
их можно и нужно линеаризовать, т.е. перейти к более простой модели.
Линеаризации бывают обычные, гармонические, статистические и др. Обыч-
ными будем называть линеаризации, основанные на разложении нелинейной
функции в ряд Тейлора в окрестности некоторой точки и отбрасывании не-
линейных слагаемых.
- 54 -
Математическую модель любой САР называют звеном. Любое стационар-
ное линейное непрерывное звено с двумя входами описывается уравнением
вида: A 4o 0Y 5(n) 0+A 41 0Y 5(n-1) 0+...+A 4n 0Y=
=B 4o 0U 5(m) 0+B 41 0U 5(m-1) 0+...+B 4m 0U+C 4o 0F 5(l) 0+C 41 0F 5(l-1) 0+...+C 4l 0F (25),
где Y 5(i) 0,U 5(i) 0,F 5(i) 0 - i-е производные по времени.
Для линейных систем справедлив принцип суперпозиции: реакция сис-
темы на несколько одновременно приложенных воздействий равна сумме ре-
акции системы на каждое воздействие в отдельности.
Для уравнения (25) это означает, что если Y(t) - реакция системы,
то при одних и тех же начальных условиях Y(t) =Y 4u 0(t)+Y 4f 0(t) (26).
Благодаря принципу суперпозиции исследование систем с несколькими
входами всегда можно свести к исследованию систем с одним входом. Сис-
тема описывается уравнением вида
A 4o 0Y 5(n) 0+A 41 0Y 5(n-1) 0+...+A 4n 0Y=B 4o 0U 5(m) 0+B 41 0U 5(m-1) 0+...+B 4m 0U (27).
Используя символическую форму записи для операции дифференцирова-
ния - оператор р (оператор дифференцирования), то, по определению
py=dy/dt (28), p 5i 0y=d 5i 0y/dt 5i 0 (29) и, используя р, уравнение (27) можно
представить в виде: A 4o 0P 5n 0Y+A 41 0P 5n-1 0Y+...+A 4n 0Y=B 4o 0P 5m 0U+B 41 0P 5m-1 0U+...+B 4m 0U (30),
или, вынося за скобки Y, U (оператор р можно рассматривать как алгеб-
раический сомножитель, не обладающий свойством коммутативности), полу-
чим уравнение вида Q(p)Y=R(p)U (31), где дифференциальный оператор
Q(p) при выходной величине называют собственным оператором, а диффе-
ренциальный оператор R(p) при входной величине - оператором воздейс-
твия, такая запись удобна при определении передаточных функций.
Передаточной функцией в операторной форме W(p) называется отноше-
ние оператора воздействия к собственному оператору. Согласно определе-
нию, передаточная функция системы (27) имеет вид W(p)=R(p)/Q(p) (32).
Используя W(p), получим уравнение Y=W(p)*U (33).
Если система имеет m входов и m выходов, то для ее описания тре-
буется m передаточных функций. В частности, уравнение (25) в символи-
ческой форме имеет вид Y(t)=W 4u 0(p)U(t)+W 4f 0(p)F(t) (34).
Для системы управления с обратной связью передаточная функция
имеет вид W 4p 0=W 41 0(p)/(1+ W 41 0(p)W 42 0(p)) (35), где W 41 0(p) - передаточная
функция объекта, W 42 0(p) - передаточная функция ОС.
Вид ОС определяет реализуемый в САР закон регулирования. Под за-
коном (алгоритмом) регулирования понимают функциональную зависимость
выходной величины Y регулятора от его входной величины U.
В серийно выпускаемых промышленных П-, ПД-, ПИ-, ПИД-регуляторах
применяют соответственно следующие типовые законы регулирования:
Y=K 4o 0U (36) - пропорциональный закон (П);
Y=(K 4o 0+K 41 0p)U (37) - пропорционально-дифференциальный по 1-й произ-
водной (ПД);
Y=(K 4o 0+K 41 0p+K 42 0P 52 0)U (38) - то же по 1-й и 2-й производным (ПД);
Y=(K 4o 0+B 41 0/p)U (39) - пропорционально-интегральный (ПИ);
Y=(B 41 0/p)U (40) - интегральный (И);
Y=(K 4o 0+K 41 0p+B 41 0/p)U (41) - пропорционально-интегродифференциальный
(ПИД).
Критерии качества - совокупность показателей, позволяющих оценить
качество работы САР. Их можно разделить на две группы: интегральные
критерии (функционалы, численные значения которых служат мерой качест-
ва) и критерии, основанные на задании определенного расположения полю-
сов системы (применяются исключительно для оценки качества линейных
систем). Оценка качества по обобщенному интегральному критерию
T
J= 73 0F(x)dt (42), где F(x) - функция переменных, характеризующих состоя-
Похожие работы
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... выполнения норм времени, принимаем равным 1. Результаты расчета показателей поточной линии сборки приведены в таблице 1.2. Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт. Таблица 1.2 – Результаты расчета показателей поточной линии сборки Операция Оборудование Производит

... 0mil 0.0deg (0.0mil,0.0mil) Flash"* Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя. 2 МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Моделирование – это метод исследования сложных систем, основанный на том, что рассматриваемая система заменяется на модель и проводится исследование модели с целью получения информации об ...

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев