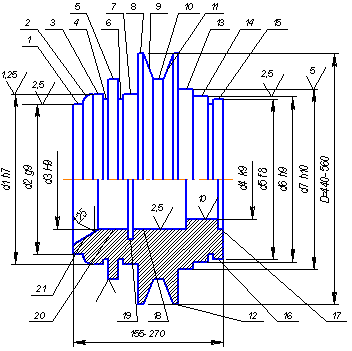
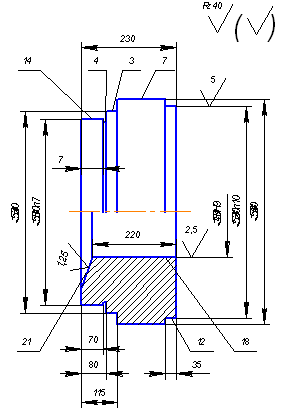
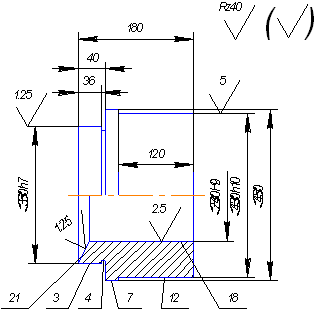
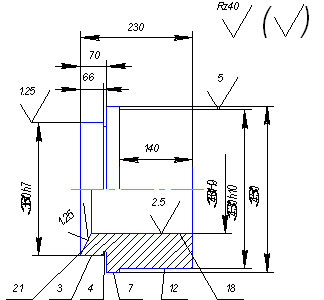
Описание назначения детали
Нарезать 4 резьбы М10-Н7
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Время с вязанное с переходами
Считаем штучное время
Считаем штучное время
Технические характеристики оборудований
Вертикально – сверлильный станок модели 2А125
Круглошлифовальный станок модели 3Б151
Промышленный робот модели М20.Ц48.01
Требования безопасности при работе на токарных станках
Требования безопасности при работе на шлифовальных станках
Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет фондов заработанной платы основных рабочих
Расчет фондов заработанной платы вспомогательных рабочих
Определение потребности в основных материалах
Расчет стоимости нормативно - чистовой продукции
Навигация
Расчет общей численности работающих на участке
Разработка автоматизированного участка изготовления детали "Фланец"
136578
знаков
22
таблицы
11
изображений
13.3.2 Расчет общей численности работающих на участке
Общая численность работающих участка складываются из численности основных, вспомогательных рабочих, а также руководителей, специалистов и служащих.
13.3.2.1 Расчет численности основных рабочих на каждой операции
определяются по формуле:
Рсп = ![]() ∙ h ∙ Kсп,
∙ h ∙ Kсп,
где Onpi - принятое количество оборудования на данной операции;
Cф- количество станков, которые может обслуживать рабочий;
h - сменность работы оборудования;
Ксп - коэффициент, учитывающий потери рабочего времени по уважительным причинам (отпуска, болезни, выполнения, гособязанностей): Ксп=1,1;
Рсп - списочное количество рабочих;
Сф=  ,
,
где tм - машинное время обработки;
Машинное время – это время затрачиваемое на обработку детали без непосредственного участия рабочего
Машинное время – это время, в течение которого производится снятие стружки т. е. происходит изменение формы, размеров и внешнего вида детали.
В машинное время входит время, затрачиваемое на врезание и перебег (подход и выход) режущего инструмента, на обратные ходы (у строгальных и долбёжных), на проход инструмента при пробных стружках, поэтому при учёте машинного времени рассчитанная длина обработки применяется с учётом всех этих припусков.
tшт - штучное время;
Штучное время – это сумма машинного времени, затрачиваемого на обработку детали, вспомогательного времени, необходимого для установки и снятия детали, для подхода и отхода инструмента, времени на обслуживание оборудования, время затрачиваемое на физические нужды рабочего
(tшт= tм+ tвс+ tобс+ tф)
tpyч - ручное время обработки;
tpyч = tшт – tм
tРУЧ 1 = 10,43 – 1,8 = 8,63 мин.
tРУЧ 2 = 11,81 – 2,66 = 9,15 мин.
tРУЧ 3 = 0,59 – 0,20 = 0,39 мин.
tРУЧ 4 = 1,19 – 0,70 = 0,49 мин.
tРУЧ 5 = 0,96 – 0,30 = 0,66 мин.
tРУЧ 6 = 2,11 – 0,90 = 1,21 мин.
tРУЧ 7 = 1,29 – 0,12 = 1,17 мин.
tРУЧ 8 = 1,43 – 0,03 = 1,40 мин.
tРУЧ 9 = 1,3 – 0,036 = 1,264 мин.
Подсчитываем количество станков, которые может обслуживать рабочий.



Расчёт численности основных рабочих на каждой операции
Рсп1 = ![]() ∙ 2 ∙ 1,1 = 7,3
∙ 2 ∙ 1,1 = 7,3
Рсп2 = ![]() ∙ 2 ∙ 1,1 = 7,1
∙ 2 ∙ 1,1 = 7,1
Рсп3 = ![]() ∙ 2 ∙ 1,1 = 1,5
∙ 2 ∙ 1,1 = 1,5
Рсп4 = ![]() ∙ 2 ∙ 1,1 = 0,9
∙ 2 ∙ 1,1 = 0,9
Рсп5 = ![]() ∙ 2 ∙ 1,1 = 1,6
∙ 2 ∙ 1,1 = 1,6
Рсп6 = ![]() ∙ 2 ∙ 1,1 = 1,3
∙ 2 ∙ 1,1 = 1,3
Рсп7 = ![]() ∙ 2 ∙ 1,1 = 2,0
∙ 2 ∙ 1,1 = 2,0
Рсп8 = ![]() ∙ 2 ∙ 1,1 = 2,2
∙ 2 ∙ 1,1 = 2,2
Рсп9 = ![]() ∙ 2 ∙ 1,1 = 2,2
∙ 2 ∙ 1,1 = 2,2
Все расчеты сводим в таблицу 3.
Таблица 3
Численность и разряд основных рабочих
| № | Наименование операции | Опр. | Сф | Количество рабочих | Разряд рабочих | Профессия | |
| Рсп.р. | Рсп.пр. | ||||||
| 1 | Токарная | 4 | 1,2 | 7,3 | 8 | 5 | Токарь |
| 2 | Токарная | 4 | 1,3 | 7,1 | 8 | 5 | Токарь |
| 3 | Сверлильная | 1 | 1,5 | 1,5 | 2 | 4 | Сверловщик |
| 4 | Сверлильная | 1 | 2,4 | 0,9 | 1 | 4 | Сверловщик |
| 5 | Фрезерная | 1 | 1,4 | 1,6 | 2 | 4 | Фрезеровщик |
| 6 | Резьбофрезерная | 1 | 1,7 | 1,3 | 2 | 4 | Фрезеровщик |
| 7 | Вн. шлифовальная | 1 | 1,1 | 2,0 | 2 | 5 | Шлифовщик |
| 8 | Кр. шлифовальная | 1 | 1,0 | 2,2 | 3 | 5 | Шлифовщик |
| 9 | Заточная | 1 | 1,0 | 2,2 | 3 | 5 | Заточник |
| Итого | 15 | 12,6 | 26,1 | 31 | |||
На основании расчётов определяется средний тарифный коэффициент рабочих, таблица 4.
Таблица 4
Тарифный коэффициент рабочих
| Наименование профессий | Количество рабочих | В том числе по разряду | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1,0 | 1,05 | 1,10 | 1,20 | 1,30 | 1,40 | ||
| Токарь | 8 | 8 | |||||
| Токарь | 8 | 8 | |||||
| Сверловщик | 2 | 2 | |||||
| Сверловщик | 1 | 1 | |||||
| Фрезеровщик | 2 | 2 | |||||
| Фрезеровщик | 2 | 2 | |||||
| Шлифовщик | 2 | 2 | |||||
| Шлифовщик | 3 | 3 | |||||
| Заточник | 3 | 3 | |||||
| Итого: | 31 | 7 | 24 | ||||
Расчёт основных рабочих производства. К ним относятся:
- токарь
- фрезеровщик
- сверловщик
- шлифовщик и т.д.
Rср.осн. раб.=  ,
,
где Ri– количество работников
Pi– разряд рабочих
Робщ – общее число рабочих
Rср. осн. раб = ![]()
Кср.осн.раб.=  ,
,
где Кi– тарифный коэффициент
Кср. осн. раб = ![]()
Похожие работы

... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...

... В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 - C2) * А2, где C1 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...

... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев