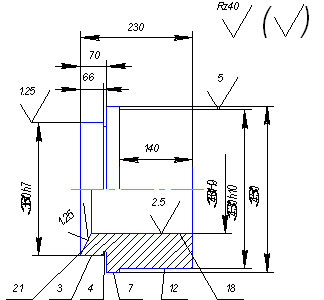
Описание назначения детали
Нарезать 4 резьбы М10-Н7
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Время с вязанное с переходами
Считаем штучное время
Считаем штучное время
Технические характеристики оборудований
Вертикально – сверлильный станок модели 2А125
Круглошлифовальный станок модели 3Б151
Промышленный робот модели М20.Ц48.01
Требования безопасности при работе на токарных станках
Требования безопасности при работе на шлифовальных станках
Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет фондов заработанной платы основных рабочих
Расчет фондов заработанной платы вспомогательных рабочих
Определение потребности в основных материалах
Расчет стоимости нормативно - чистовой продукции
Навигация
Промышленный робот модели М20.Ц48.01
Разработка автоматизированного участка изготовления детали "Фланец"
136578
знаков
22
таблицы
11
изображений
9.9 Промышленный робот модели М20.Ц48.01
| Техническая характеристика | Робот модели м20.Ц48.01. |
| Грузоподъемность, кг | 10х2 |
| Число степеней подвижности | 9 |
| Наибольший ход каретки, мм: по вертикали по горизонтали | 630 3500 |
| Наибольшее угловое перемещение, град: угол поворота (качания) руки угол поворота кисти (шпинделя) руки угол поворотаохвата, град | 30 90; 180 90 |
| Максимальная скорость линейных перемещений, м/с: каретки рук | 1,2 0,5 |
| Максимальные скорости угловых перемещений, град/с: поворота кисти (шпинделя) руки качания рука поворотасхвата | 90 90 90 |
| Точность позиционирования каретки, мм | ±1 |
| Масса (с устройством управление), кг | 1450 |
10 Виды и задачи автоматизации оперативного контроля индуктивной пробки
В качестве измерительной оснастки для контроля внутренних и наружных диаметров применяем контактные индуктивные и пневматические пробки и скобы.
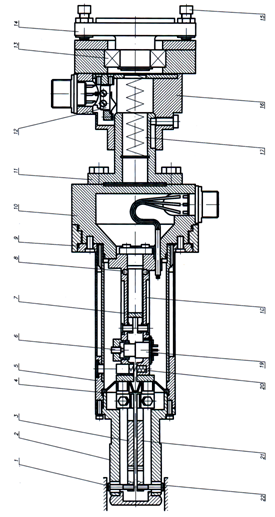
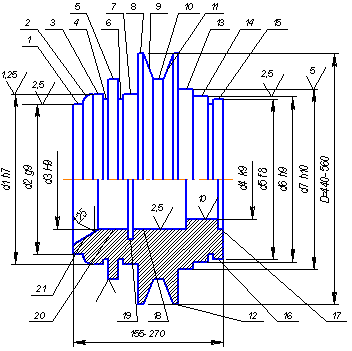
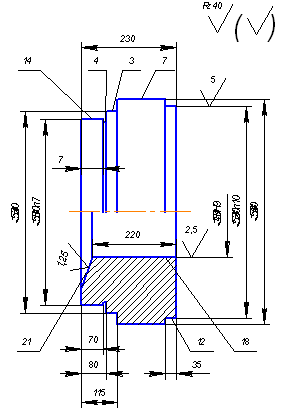
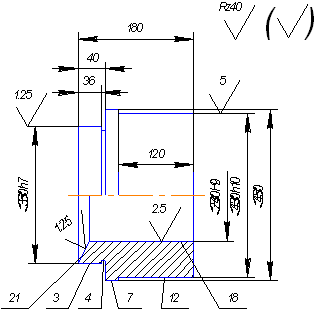
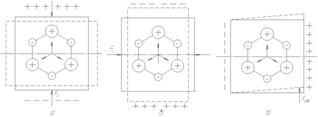
На жестком основании 10 на плоскопружинных шарнирах 8 установлены два измерительных рычага 7 и 18 с державками 3 и 21 и резьбовыми наконечниками 1 и 22. На одном из рычагов 7 закреплен якорь 6, а на втором – магнитопровод 19 дифференциальногоиндуктивногопреобразователя.Контактное усилие создается пружиной 20, расположенной между рычагами 7 и 18. Измерительный механизм закрыт кожухом 5, герметизированными резиновыми кольцами 9 и чехлом 4. Державки 3 и 21 с измерительными наконечниками 1 и 22 закрыты защитным сменным стаканом 2, на торце которого вблизи измерительных наконечников расположены по окружности четыре твердосплавных опоры, центрирующие пробку в контролируемом отверстии. Измерительные наконечники 1 и 22 оснащены искусственными алмазами. Наконечники 1 и 22 фиксируются в державках 3 и 21 в большинстве случаев самоконтрящим механизмом. На торце стакана 2 имеются сопла, которым подводится сжатый воздух для очистки контролируемой поверхности.Пробка снабжена механизмом блокировки в случае ее заклинивания и механизмом центрирования. Механизм блокировки состоит из направляющей 11, к которой крепится пробка, и корпуса 16. Между корпусом 16 и направляющей 11 установлена сильная пружина 17. При заклинивании пробки в необработанном или перекошенном отверстии направляющая 11 перемещается относительно корпуса 16, сжимая пружину 17, и замыкает переключатель 12. Выдается команда на аварийный отвод пробки. Блокировочный механизм можно выполнять не на пробке, а на подводящем устройстве. Однако в этом случае усилие, действующее на пробку при заклинивании, больше и может привести к ее повреждению.
В корпусе 16 на сферическом шарикоподшипнике 13 установлен фланец 14 с четырьмя ограничительными винтами 15. Этот механизм дает возможность пробке самоустанавливаться по измеряемому отверстию, поворачиваясь относительно жестко закрепленного на подводящем устройстве фланца 14.
Существует много конструктивных разновидностей пробок, зависящих от размера контролируемого отверстия, конфигурации детали и др. Так, в некоторых случаях одной пробкой одновременно контролируют несколько сечений одного или нескольких отверстий. В этом случае в одном корпусе располагают несколько пар измерительных рычагов и столько же индуктивных преобразователей. В пробках применяют дифференциальные и недифференциальные индуктивные преобразователи.
В подналадчиках измерительная оснастка устанавливается на подводящем устройстве либо в строго определенном положении, либо на "плавающих" центрирующих устройствах. В первом случае измеряемая поверхность и измерительная оснастка должны быть очень точно ориентированы относительно друг друга. Так, измерительная пробка должна входить в измеряемое отверстие с зазором без заклинивания и заедания. Во втором случае измерительная оснастка имеет некоторую подвижность относительно измеряемой поверхности и автоматически устанавливается (центрируется по этой поверхности).11 Разработка мероприятий по охране труда
Похожие работы

... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...

... В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 - C2) * А2, где C1 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...

... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев