Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
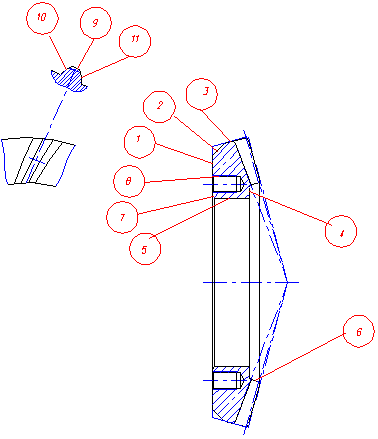
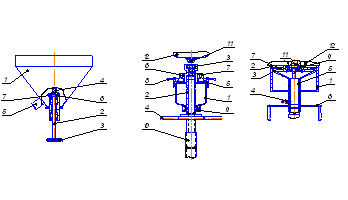
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Анализ схем базирования
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
3.7. Анализ схем базирования
Базой называют поверхность, заменяющую ее совокупность поверхностей, ось, точку детали или сборочной единицы, по отношению к которым ориентируются другие детали изделия или поверхности детали, обрабатываемые или собираемые на данной операции. По характеру своего назначения (при конструировании, изготовлении деталей, измерении и сборке механизмов и машин) базы подразделяются на конструкторские, технологические и измерительные.
Группу конструкторских баз составляют основные и вспомогательные базы, учет которых при конструировании (выборе форм поверхностей, их относительного положения, простановки размеров, разработке норм точности и т. п.) имеет существенное значение. Основная база определяет положение самой детали или сборочной единицы в изделии, а вспомогательная база - положение присоединяемой детали или сборочной единицы относительно данной детали. Как правило, положение детали относительно других деталей определяют комплектом из двух или трех баз.

Технологической базой называют поверхность, определяющую положение детали или сборочной единицы в процессе их изготовления.
Измерительной базой называют поверхность, определяющую относительное положение детали или сборочной единицы и средств измерения.
Наибольшей точности обработки детали можно достигнуть в том случае, когда весь процесс обработки ведется от одной базы с одной установкой, так как ввиду возможных смещений при каждой новой установке вносится ошибка во взаимное расположение осей поверхностей. Так как в большинстве случаев невозможно полностью обработать деталь на одном станке и приходится вести обработку на других станках, то в целях достижения наибольшей точности необходимо все дальнейшие установки детали на данном или другом станке производить по возможности на одной и той же базе.
Принцип постоянства базы состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу.
Если по характеру обработки это невозможно и необходимо принять за базу другую поверхность, то в качестве новой базы надо выбирать такую обработанную поверхность, которая определяется точными размерами по отношению к поверхностям, наиболее влияющим на работу детали в собранной машине.
Надо всегда помнить, что каждый переход от одной базы к другой увеличивает накопление погрешностей установок (погрешностей положения обрабатываемой детали относительно станка, приспособления, инструмента).
Далее, при выборе баз различного назначения надо стремиться тоже использовать одну и ту же поверхность в качестве различных баз, так как это тоже способствует повышению точности обработки.
В этом отношении целесообразно в качестве измерительной базы использовать технологическую базу, если это возможно; еще более высокой точности обработки можно достигнуть, если сборочная база является одновременно технологической и измерительной. В этом и заключается принцип совмещения баз.
Анализируя техническое задание, эскиз детали под выполняемую операцию, выбираем теоретическую схему базирования и возможные схемы практической реализации.
Для призматических корпусных деталей существует три схемы базирования:
1. по трем взаимно перпендикулярным плоскостям;
2. по плоскости и двум отверстиям в ней;
3. по двум взаимно перпендикулярным плоскостям и отверстию в одной из них.
Выбираем схему базирования по трем взаимно перпендикулярным плоскостям. При обработке картера за технологическую базу на операции 020 (фрезерная) принимаем опорные поверхности с размером 252±0,2 и два посадочных отверстия 16+0,05 для обработки размера 140-0,46 и 90-0,54.
Схема базирования детали "картер" на операции 020
(фрезерование торцов заготовки в размер 140-0,46)
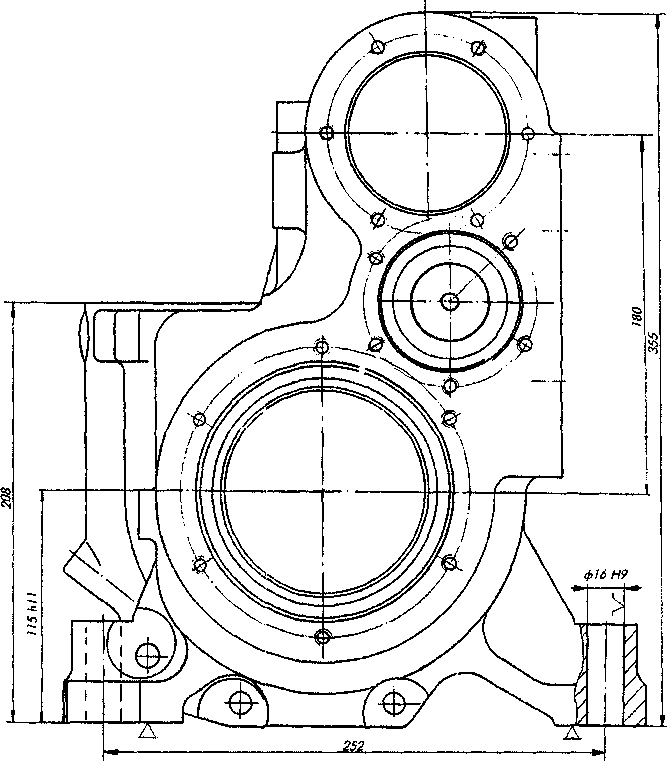
Рис. 3.7.1.
Погрешность установки заготовки Ey возникает при установке в приспособление и складывается из погрешности Eб базирования и погрешности закрепления Eз.
![]() , мм (3.7.1)
, мм (3.7.1)
Так как технологическая и измерительная базы не совпадают то Eб будет равно допуску на размер 115h11, т.е. Eб = = 0,22 мм.
Так как сила зажима направлена параллельно выдерживаемого размера на который рассчитываем погрешность, то Eб ≠ 0. По литературе [1]
Eз = CQncos, (3.7.2)
где С = 0,2 - коэффициент, характеризующий условия контакта, материал и твердость базовой поверхности заготовок;
Q = 1030 Н - сила, действующая на опору;
- угол между направлением выдерживаемого размера и направлением приложения силы.
Eз = 0,21030.151 = 0,40 мм
Погрешность установки будет равна Eу = 0,44 мм.
3.8 Разработка технологического маршрута изготовления «картера»
3.8.1 Анализ базового технологического процесса
При построении технологических процессов изготовления деталей типа "корпус", к которым относятся рассматриваемый в дипломном проекте "картер" реализуется принцип "от простого к сложному". Последующая технологическая операция имеет точность на 1-2 квалитета выше, а шероховатость на 1-2 класса ниже, чем предыдущая. Первыми двумя операциями механической обработки всякой корпусной детали должны быть по литературе [ ]:
Похожие работы
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
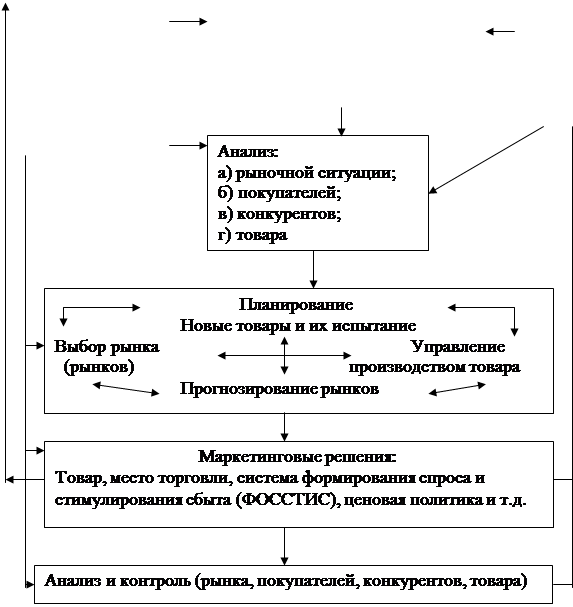
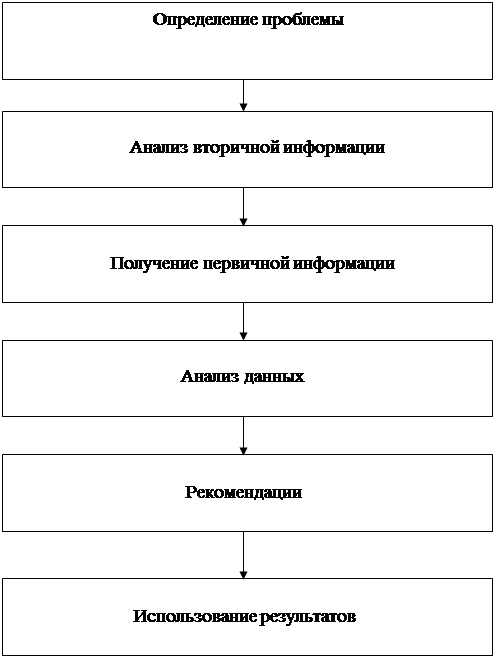

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев