Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
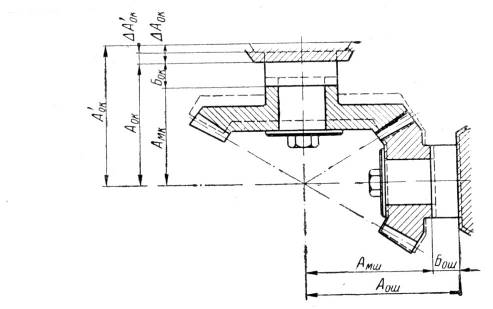
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
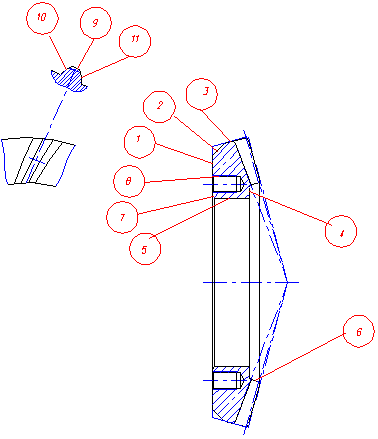
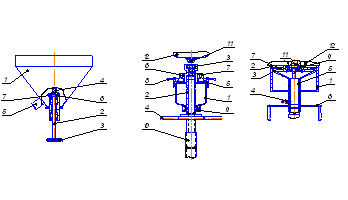
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Определение затрат времени
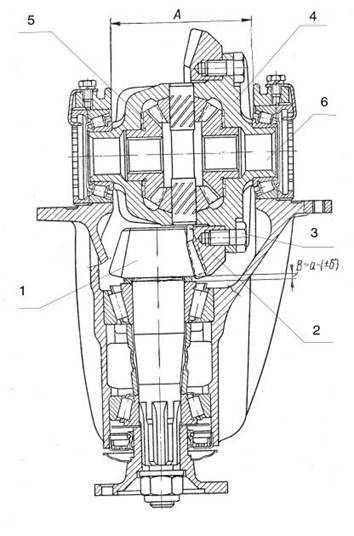
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
 6.3. Определение затрат времени
6.3. Определение затрат времениПри проектировании механосборочных цехов затраты времени могут определяться по одному из следующих методов:
- по технологическому процессу;
- методом сравнения;
- по данным базового завода или ранее выполненных проектов;
- по технико-экономическим показателям;
- по типовым нормам.
Воспользуемся данными по технологическому процессу.
Рассчитываем станкоемкость детали:
Тс = Тш.к, (6.3.1)
где Тш.к. - сумма штучно-калькуляционного времени по каждой операции.
Тогда Тс = 58,21 мин.
Для станкоемкости в целом по изделию:
Тс.и. = 510 мин, переводим в часы Тс.и. = 8,5 часа.
Трудоемкость изделия при ручной сборке: Тр.и. = 1,6 часа.
При конвейерной сборке: Тк.и. = 0,8 часа.
6.4. Расчет количества оборудования и сборочных рабочих мест
Количество станков.
![]() , (6.4.1)
, (6.4.1)
где Тс - станкоемкость (8,5 часа);
П - программа (8986 шт);
Ки.ср. - средний коэффициент использования (0,85 для среднесерийного производства);
Фэ - эффективный годовой фонд времени (3983,2 часов).
По расчету получаем:
![]() 23 станка
23 станка
Количество сборочных рабочих мест.
Узловой сборки:
где Фэ.р. = 4106,4 часов - для сборочных рабочих мест без оборудования;
ср = 1, коэффициент плотности сборочных работ;
Ки.ср. - средний коэффициент использования рабочего места (0,85 для среднесерийного производства).
![]() , (6.4.2)
, (6.4.2)
![]() = 4,2 5 рабочих мест.
= 4,2 5 рабочих мест.
Число сборочных рабочих мест на конвейере:
![]() , (6.4.3)
, (6.4.3)
где Фэ.к. = 3983,2 часов - эффективный фонд времени на конвейерной сборке.
![]() = 2,2 3 рабочих места.
= 2,2 3 рабочих места.
6.5. Рабочие основного производства
Количество рабочих-станочников основного производства определим по станкоемкости:
![]() , (6.5.1)
, (6.5.1)
где Фд.р. = 1847,9 часов - действительный фонд времени рабочего с учетом потерь;
Км = коэффициент многостаночного обслуживания (для среднесерийного производства принимаем 1,4).
![]() = 29,5 30 человек.
= 29,5 30 человек.
Число рабочих сборщиков:
![]() , (6.5.2)
, (6.5.2)
где Тсб - трудоемкость узловой сборки.
![]() = 11,7 12 человек.
= 11,7 12 человек.
6.6. Расчет общей численности работающих в цехе
Расчет общей численности персонала цеха проведем укрупненно по нормативам. Результаты оформим в виде таблицы.
Таблица 6.1
Ведомость персонала механосборочного цеха.
| № п/п | Категории работников | Обоснование расчета | Результат, чел |
| 1. | Рабочие станочники (всего) в том числе в первую смену | Рст 50% от Рст | 30 15 |
| 2. | Рабочие сборщики (всего) в том числе в первую смену | Рсб 50% от Рсб | 12 6 |
| 3. | Всего производственных рабочих | Рпр = Рст+Рсб | 42 |
| 4. | Вспомогательные рабочие (всего) В том числе в первую смену | 30% от Рпр 60% от Рвсп | 13 8 |
| 5. | ИТР механической обработки | Ритр.м= 20% от Собщ | 5 |
| 6. | ИТР сборки | Pитр.м = 10% от Рсб | 2 |
| 7. | Всего ИТР в том числе в первую смену | Ритр.м. = Ритр.м.+Ритр.сб 70% от Ритр | 7 5 |
| 8. | Служащие в том числе в первую смену | Сл = 1,5% от Рпр 70% от Сл | 1 1 |
| 9. | Младший обслуживающий персонал (МОП) в том числе в первую смену | МОП = 2,5% (Рпр+Рвсп) 60% от МОП | 2 1 |
| Итого: | Рпр+Рвсп+Ритр+Сл+МОП В том числе в 1-ую смену | 65 36 | |
Похожие работы
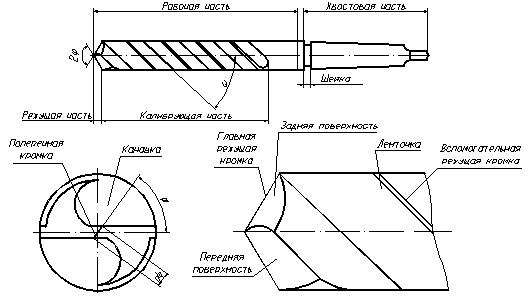
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

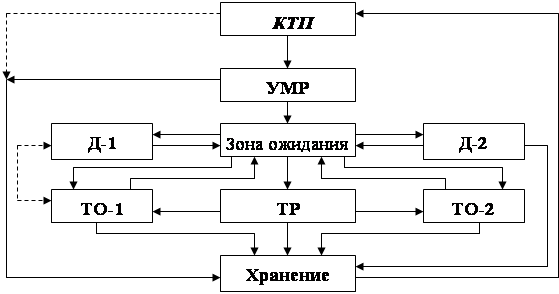
... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
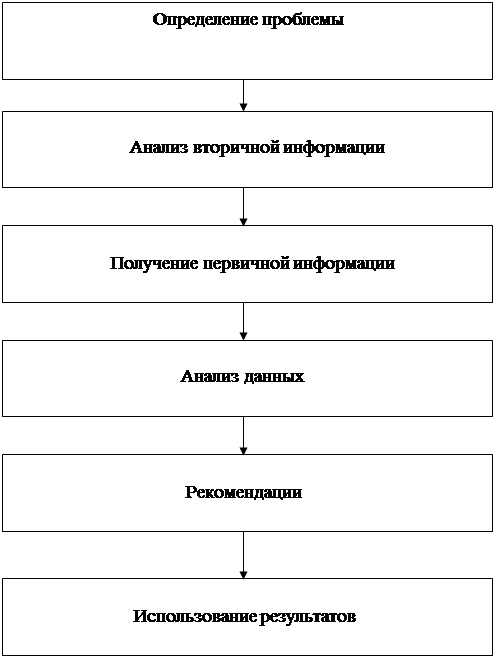

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев