Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
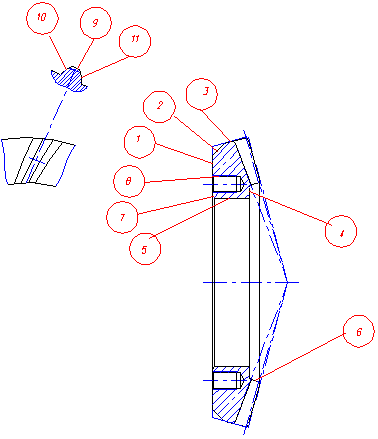
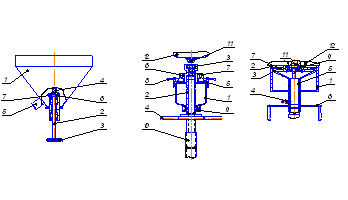
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Классификация и кодирование
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
3.3. Классификация и кодирование.
 Единая система технологической подготовки производства (ЕСТПП) устанавливает единые для всех отраслей машиностроения и приборостроения порядок и организацию ведения технологической подготовки производства. Наряду с применением типовых технологических процессов, стандартной технологической оснастки и оборудования, унифицированных средств механизации и автоматизации производственных процессов. ЕСТПП предусматривает решение большого комплекса инженерно-технических и технико-экономических задач, решаемых средствами вычислительной техники, в том числе:
Единая система технологической подготовки производства (ЕСТПП) устанавливает единые для всех отраслей машиностроения и приборостроения порядок и организацию ведения технологической подготовки производства. Наряду с применением типовых технологических процессов, стандартной технологической оснастки и оборудования, унифицированных средств механизации и автоматизации производственных процессов. ЕСТПП предусматривает решение большого комплекса инженерно-технических и технико-экономических задач, решаемых средствами вычислительной техники, в том числе:
- анализ состава изделия;
- технологический анализ производства;
- планирование и управление ТПП;
- проектирование технологических процессов;
- технологическое планирование площадей и оборудования;
- разработку технологических нормативов.
Осуществление этих задач, а следовательно, нормальное функционирование ЕСТПП невозможно без рационально построенной системы информационного обеспечения, позволяющей организовать связь и взаимосвязь всех элементов системы.
В настоящее время разработаны конструкторский и технологический классификаторы, которые являются носителями информационного обеспечения ЭВМ. На базе этих классификаторов осуществляется анализ конструкции детали и ее технологических признаков. На основе анализа осуществляется кодирование конструкторско-технологических признаков. Кодирование необходимо для создания на предприятии информационно-поисковой системы (ИПС) на базе ЭВМ. Информационно-поисковая система позволяет из многотысячной номенклатуры деталей предприятия выбрать детали с необходимыми конструкторско-технологическими признаками.
Подбор деталей с одинаковыми конструкторско-технологическими признаками позволяет применить групповые технологические процессы в условиях серийного и единичного производства
Для группирования деталей по их конструкторско-технологическому подобию используется конструкторско-технологический код детали, который имеет следующую структуру
| ХХХХХX.XXX | ХХХХХХ.ХХХХХХХХ |
![]()
![]()
| Обозначение детали по конструкторскому документу | Технологический |
рис.3.3.2
Таким образом, создание полного конструкторско-технологического кода детали состоит из двух этапов:
1-й этап – классификация и кодирование конструкторских признаков детали;
2-й этап классификация и кодирование технологических признаков детали.
В качестве исходный данных для обоих этапов используются рабочие чертежи деталей, выполненные в соответствиями с требованиями ЕСКД.
таблица 3.3.2
Формирование кода конструктивных признаков детали «Картер»
| № п/п | Ступень классификации | Код | Конструктивные признаки лежащие в основе классификации | Источник информации |
| 1 | Класс | 50 | Детали общемашиностроительного применения – не тела вращения | [21] |
| 2 | Подкласс | 1 | Корпусы механизмов, приводных устройств, гидро- и пневмосистем, коробчатые детали, имеющие одно или несколько отверстий | [21] |
| 3 | Группа | 4 | Корпусы неразъёмные с установочной поверхностью, с комбинированной наружной поверхностью (призматической и криволинейной) | [21] |
| 4 | Подгруппа | 5 | Корпусы с плоской установочной поверхностью, с фиксирующими элементами, некруглыми, с параллельными установочной поверхности базовыми отверстиями | [21] |
| 5 | Вид | 8 | Несколькими параллельными, глухими и сквозными | [21] |
Конструкторский код детали «Картер»
| МГАПИ | 501458.001 |
таблица 3.3.1
Формирование постоянной части технологического кода детали
| № п/п | Признаки технологической классификации | Код | Источник информации |
| 1 | Вид исходной заготовки: отливка | 14 | Технологический классификатор; табл. 6, стр. 3 |
| 2 | Квалитет точности наружной поверхности: h11; внутренней поверхности: H6 | 2 3 | Технологический классификатор; табл. 7, стр. 4 |
| 3 | Шероховатость наружной поверхности: Ra=1,6мкм | 3 | Технологический классификатор; табл. 8, стр. 4 |
| 4 | Характеристика элементов зубчатого зацепления: без элементов зубчатого зацепления | 0 | Технологический классификатор; табл. 9, стр. 4 |
| 5 | Характеристика термообработки: без термообработки | 0 | Технологический классификатор; табл. 10, стр. 5 |
| 6 | Весовая характеристика детали: масса детали 6 кг | B | Технологический классификатор; табл. 11, стр. 5 |
Технологический код детали «картер»:
786404.1423300B
Полный конструкторско-технологический код детали «картер»:
МГАПИ 501458.001.786404.1423300B
3.4. Анализ технологичности конструкции
Рациональные конструкции машин, обеспечивающие необходимые эксплуатационные требования не могут быть созданы без учета трудоемкости и материалоемкости их изготовления.
Соответствие конструкции машин требованиям трудоемкости и материалоемкости определяют технологичность конструкции.
При объективной оценке технологичности конструкции машин, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции.
При объективной оценке технологичности конструкции машин, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции. К ним относится:
1. оптимальная форма детали, обеспечивающая изготовление заготовки с наименьшим припуском и наименьшим количеством обрабатываемых поверхностей;
2. наименьший вес машины
3. наименьшее количество материала, применяемого в конструкции машин
4. взаимозаменяемость деталей и узлов с оптимальным значением полей допуска
5. нормализация (стандартизация) и унификация деталей, узлов и их отдельных конструкторских элементов.
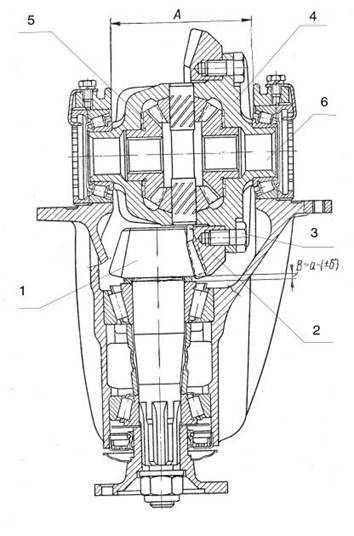
Корпус представляет собой полую коробку с взаимно-параллельными и перпендикулярными плоскостями, что позволяет применить типовой технологический процесс изготовления, так как обрабатываемые плоскости расположены параллельно, то возможно использовать многоинструментальный обрабатывающий центр с высокопроизводительными режимами резания и необходимой точностью.
Жесткость конструкции корпуса, толщина стенок позволяют обеспечить надежное базирование и закрепление при обработке и контроле,
Конструкция детали не имеет резких перепадов внутренних и наружных диаметров, неперпендикулярность осей отверстий относительно установочных поверхностей не более 0,02 мм, смещение осей отверстий от номинального расположения не более 0,02 мм.
Основные требования по технологичности конструкции деталей машиностроения излагается в литературе [5, 6].
Конструкции детали должны состоять из стандартных и унифицированных конструктивных элементов (КЭД) или быть стандартной в целом.
Детали должны изготавливаться из стандартных или унифицированных заготовок.
Размеры детали должны иметь оптимальную точность. Шероховатость поверхностей должна быть оптимальной.
Физико-химические и механические свойства материала детали, её жесткость, форма, размеры должны соответствовать требованиям технологии изготовления (включая процессы отделочно-упрочняющей обработки, нанесения антикоррозийных покрытий и т.п.), а также хранения и транспортировки.
Базовая поверхность детали должна иметь оптимальные показатели точность и шероховатости поверхности, которые обеспечивают требуемую точность установки, обработки и контроля.
Заготовки для изготовления деталей должны быть получены рациональным способом с учетом материала, заданного объема выпуска и типа производства.
Метод изготовления деталей должен обеспечивать возможность одновременного изготовления нескольких деталей.
Сопряжение поверхностей деталей различных квалитетов точности и шероховатости поверхности должны соответствовать применяемым методам и средствам обработки.
Конструкция детали должны обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
Отработку технологичности детали «картер» на технологичность проведем в соответствии с Методическими указаниями МГАПИ [4].
Таблица 3.4.1
Анализ технологичности конструкции детали "картер" геометрической форме и конфигурации поверхностей
| № п/п | Требования технологичности | Характеристика технологичности |
| 1 | Деталь должна изготавливаться из стандартных или унифицированных заготовок | Конструкция детали технологична |
| 2 | Свойства материала детали должны удовлетворять существующую технологию изготовления, хранения, транспортировки | Конструкция детали технологична |
| 3 | Конструкция детали должна обеспечить возможность применения типовых, групповых или стандартных технологических процессов | Конструкция детали технологична |
| 4 | Конструкция детали должна обеспечивать возможность одновременной обработки нескольких деталей | Конструкция детали технологична |
| Дополнительные требования технологичности для деталей типа "корпус" | ||
| 5 | Обеспечение одновременной многошпиндельной обработки отверстий с учетом их межосевого расстояния | Конструкция детали технологична |
| 6 | Возможность обработки плоских поверхностей и отверстий на проход инструмента | Конструкция детали технологична |
| 7 | Отсутствие глухих отверстий и других поверхностей, обрабатываемых с внутренней стороны корпусной детали | Конструкция детали не технологична |
| 8 | Отсутствие плоских поверхностей и осей отверстий, расположенных не под прямым углом | Конструкция детали не технологична |
| 9 | Отсутствие отверстий с резьбой малого или очень большого диаметра | Конструкция детали технологична |
продолжение таблицы 3.4.1
| Дополнительные требования технологичности для деталей, обрабатываемых на станках с ЧПУ | ||
| 10 | Форма конструктивных элементов деталей (КЭД) - фасок, канавок, выточек и т.д. должна обеспечивать удобный подвод инструментов | Конструкция детали технологична |
| 11 | Всемерная унификация КЭД для сокращения времени на подготовку УП и снижению количества применяемых инструментов | Конструкция детали технологична |
| 12 | Конструкция детали должна быть удобной для позицирования и координирования на станке с ЧПУ | Конструкция детали технологична |
| 13 | В связи с возможным применением роботов (манипуляторов) деталь должна иметь поверхности, удобные для захвата | Конструкция детали технологична |
Вывод: по геометрической форме и конфигурации поверхности деталь "картер" имеет конструкцию, которую в целом можно признать технологичной (удовлетворяется порядка 85% основных требований по технологичности конструкции).
Таблица 3.4.2
Анализ технологичности конструкции детали "картер" по наличию стандартных или унифицированных конструктивных элементов (КЭД)
| № п/п | Наименование КЭД | Общее количество КЭД | Количество стандартных КЭД | Степень стандар-тизации, % | Приме-чания |
| 1 | Размеры наружных цилиндрических поверхностей | 2 | 0 | 0% | Нет |
| 2 | Размеры внутренних цилиндрических поверхностей | 18 | 16 | 89% | Нет |
| 3 | Плоские поверхности (ГОСТ 6636-69 СТ СЭВ 5 14 -77) | 14 | 13 | 93% | Нет |
| 4 | Радиусы закруглений (ГОСТ 10948-74) | 19 | 19 | 100% | Нет |
| 5 | Фаски (ГОСТ 10948-74 | 10 | 10 | 100% | Нет |
| 6 | Метрические резьбы | 3 | 3 | 100% | Нет |
| Итого | 66 | 61 | 92% | ||
Вывод: по наличию стандартных и унифицированных КЭД (92%) конструкцию детали "картер" можно в целом признать технологичной.
Таблица 3.4.3
Анализ технологичности конструкции детали "картер"
по точностным требованиям (СТ СЭВ 144-75, 145-75)
| № п/п | Наименование КЭД | Общее количество КЭД | Количество КЭД, обрабатываемых по следующим квалитетам точности | |||||||||||
| Высокая точность обработки (квалитеты) | Средняя точность обработки (квалитеты) | Свободные размеры (квалитеты) | ||||||||||||
| 6 | 7 | 8 | 9 | % | 10 | 11 | 12 | % | 13 | 14 | % | |||
| 1 | Наружные цилиндрические поверхности | 2 | - | - | - | - | - | - | - | - | - | - | 2 | 100 |
| 2 | Внутренние цилиндрические поверхности | 18 | 1 | 4 | 1 | - | 33 | - | - | - | - | - | 12 | 67 |
| 3 | Плоские поверхности | 14 | - | - | - | - | - | - | - | - | - | - | 14 | 100 |
| 4 | Радиусы закруглений | 19 | - | - | - | - | - | - | - | - | - | - | 19 | 100 |
| 5 | Фаски | 10 | - | - | - | - | - | - | - | - | - | - | 10 | 100 |
| 6 | Метрические резьбы | 3 | 3 | - | - | - | 100 | - | - | - | - | - | - | - |
| Итого | 66 | 4 | 4 | 1 | - | 14 | - | - | - | - | - | 57 | 86 | |
Вывод: по точностным требованиям конструкцию детали "картер" можно признать технологичной, т.к. 86% поверхностей детали обрабатываются по средней точности обработки или по свободным размерам
Таблица 3.4.4
Анализ технологичности конструкции детали "картер"
по шероховатости поверхностей (ГОСТ 2789-73)
| № п/п | Наименование КЭД | Общее кол-во КЭД | Количество КЭД, имеющих следующую шероховатость поверхностей Ra (Rz), мкм | ||||
| 80-40 | 40-20 | 2,5-1,25 | 1,25-0,63 | 0,63-0,32 | |||
| 1 | Наружные цилиндрические поверхности | 2 | 2 (100%) | - | - | - | - |
| 2 | Внутренние цилиндрические поверхности | 18 | 9 (50%) | - | - | 7 (39%) | 2 (11%) |
| 3 | Плоские поверхности | 14 | - | 11 (78%) | 3 (22%) | - | - |
| 4 | Фаски | 10 | - | 10 (100%) | - | - | - |
| 5 | Радиусы и закругления | 19 | - | 19 (100%) | - | - | - |
| 6 | Метрические резьбы | 3 | - | - | - | - | 3 (100%) |
| Итого | 66 | 11 (17%) | 40 (61%) | 3 (4%) | 7 (11%) | 5 (7%) | |
Вывод: по шероховатости поверхностей конструкцию детали "картер" можно в целом признать технологичной - 81% всех поверхностей имеют среднюю шероховатость.
Общий вывод: конструкцию детали "картер" можно в целом признать технологичной, т.к. практически удовлетворяются 86% требований технологичности конструкции.
Похожие работы
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

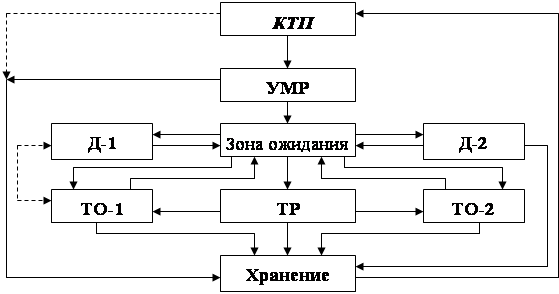
... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
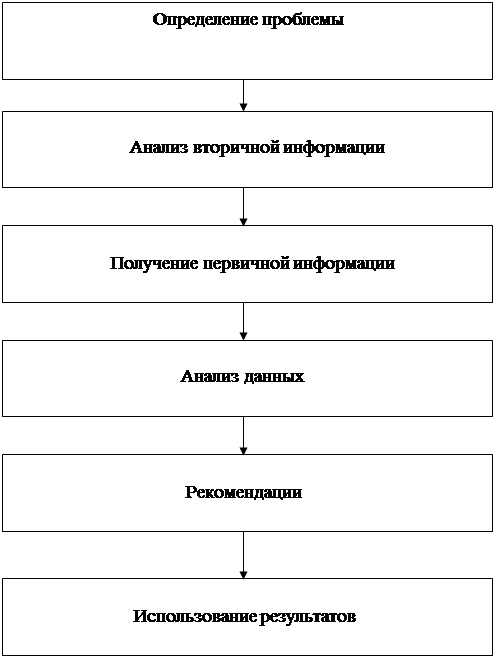

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев