Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
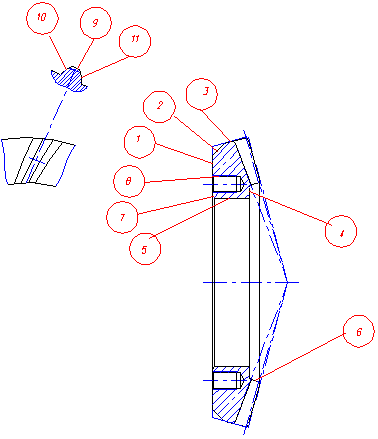
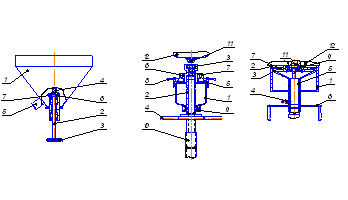
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Разработка компоновочного плана цеха
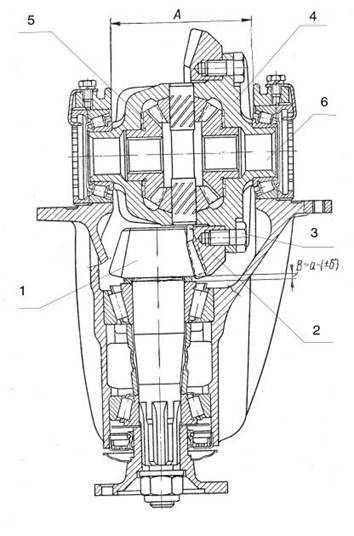
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
 6.10. Разработка компоновочного плана цеха.
6.10. Разработка компоновочного плана цеха.По результатам расчетов, с учетом рекомендаций литературы, выполняем компоновочный план цеха. Наиболее распространенной конструкцией здания цехов механосборочного производства является здание прямоугольной формы с полом на бетонном основании с системой колонн. Колонны соединены стропильными и подстропильными фермами, на которые сверху укладываются перекрытия. Для машиностроения приблизительно 85% зданий являются одноэтажными, как более экономичные и не имеющие ограничения по размещению тяжелого оборудования.
Основными параметрами производственных зданий являются:
L - ширина пролета (расстояния между продольными осями колонн, образующими пролет);
t - шаг колонн (расстояние между поперечными осями колонн);
h - высота пролета.
При реализации требований к типизации и унификации производственных зданий разработаны производственные помещения габаритами 36x48 м, сеткой колонн 18х12 м. И общей площадью 1728 м2.
Поскольку в данном цехе имеются грузовые краны грузоподъемностью 10/1,5 т, то высоту пролета принимаем 8,4 м.
6.11. Автоматизированное рабочее место (АРМ).
Современные масштабы и темпы внедрения средств автоматизации управления в народном хозяйстве с особой остротой ставит задачу проведения комплексных исследований, связанных со всесторонним изучением и обобщением возникающих при этом проблем как практического, так и теоретического характера.
В последние годы возникает концепция распределенных систем управления народным хозяйством, где предусматривается локальная обработка информации. Для реализации идеи распределенного управления необходимо создание для каждого уровня управления и каждой предметной области автоматизированных рабочих мест (АРМ) на базе профессиональных персональных ЭВМ.
Анализируя сущность АРМ, специалисты определяют их чаще всего как профессионально-ориентированные малые вычислительные системы, расположенные непосредственно на рабочих местах специалистов и предназначенные для автоматизации их работ.
Для каждого объекта управления нужно предусмотреть автоматизированные рабочие места, соответствующие их функциональному назначению. Однако принципы создания АРМ должны быть общими: системность, гибкость, устойчивость, эффективность.
Согласно принципу системности АРМ следует рассматривать как системы, структура которых определяется функциональным назначением.
Принцип гибкости означает приспособляемость системы к возможным перестройкам благодаря модульности построения всех подсистем и стандартизации их элементов.
Принцип устойчивости заключается в том, что система АРМ должна выполнять основные функции независимо от воздействия на нее внутренних и возможных внешних факторов. Это значит, что неполадки в отдельных ее частях должны быть легко устранимы, а работоспособность системы - быстро восстановима.
Эффективность АРМ следует рассматривать как интегральный показатель уровня реализации приведенных выше принципов, отнесенного к затратам по созданию и эксплуатации системы.
Функционирование АРМ может дать численный эффект только при условии правильного распределения функций и нагрузки между человеком и машинными средствами обработки информации, ядром которых является ЭВМ. Лишь тогда АРМ станет средством повышения не только производительности труда и эффективности управления, но и социальной комфортности специалистов.
Накопленный опыт подсказывает, что АРМ должен отвечать следующим требованиям:
• своевременное удовлетворение информационной и вычислительной потребности специалиста.
• минимальное время ответа на запросы пользователя.
• адаптация к уровню подготовки пользователя и его профессиональным запросам.
• простота освоения приемов работы на АРМ и легкость общения, надежность и простота обслуживания.
• терпимость по отношению к пользователю.
• возможность быстрого обучения пользователя.
• возможность работы в составе вычислительной сети.
Обобщенная схема АРМ представлена на рис. 6.11.1.
Схема автоматизированного рабочего места.

рис. 6.11.1.
Немаловажную роль в процессе проектирования отводится комфортным условиям труда. Схема представлена на рисунке 6.11.2.
Схема расположения инструментов АРМ и оператора

рис. 6.11.2.
7. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
7.1. Организация производственного процесса по производству детали «картер»
7.1.1. Исходные данные.
Таблица 7.1.
Технологический маршрут обработки детали «картер»
| №№ п/п | Наименование операции | Время на данной операции, мин | |
| tшт | tп.з. | ||
| Заготовительная | - | - | |
| 1 | Фрезерование основных поверхностей | 2,5 | 3,2 |
| 2 | Сверление основных отверстий | 2,86 | 6,3 |
| 3 | Фрезерование остальных поверхностей чистовое | 12,68 | 5,9 |
| 4 | Растачивание отверстий начерно | 14,45 | 12,5 |
| 5 | Растачивание отверстий начисто | 16,56 | 12,5 |
| 6 | Раскатная | 10,55 | 8,4 |
| 7 | Сверление крепежных отверстия | 9,25 | 7,2 |
| 8 | Фрезерование поверхности под крышку | 2,5 | 4,4 |
| 9 | Сверление отверстия под крышку | 2,06 | 4,8 |
| 10 | Нарезание резьбы | 5,95 | 6,1 |
| 11 | Промывка | 2,64 | 7,1 |
| 12 | Контрольная | 2,78 | 4,8 |
| Всего: | 84.78 | ||
Похожие работы
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
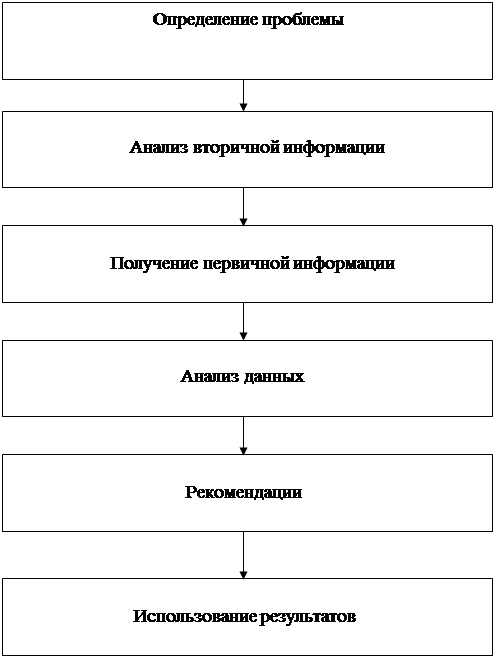

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев