Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
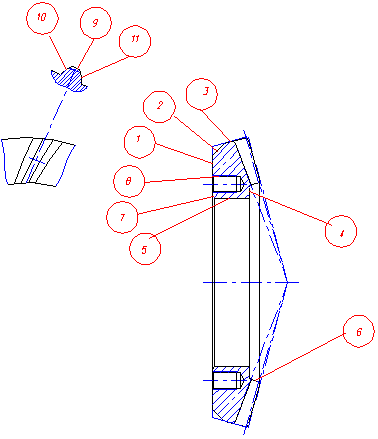
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Державка; 2. алмазные наконечники; 3. упругое кольцо; 4. штифты; 5. деталь
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
 1.
державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
1.
державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
В
мелкосерийном
производстве
тяжелого
машиностроения
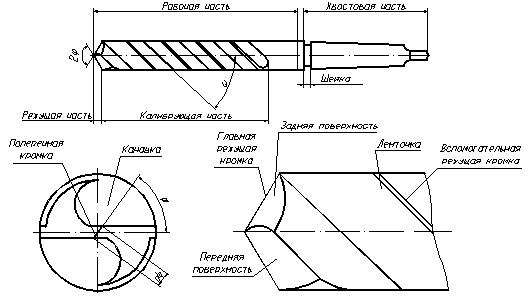
глубокие
отверстия в
деталях из
легированных
сталей марок
9X4, 9X2, 9Х2Г,
9Х2МФ, ЗОХМ1А,
38ХМЗА, 34ХН1М, 34ХНЗМ
получают на
станках
глубокого
сверления
сплошным сверлением
диаметром до
90 мм, свыше 90 мм
- кольцевым
сверлением.
С целью выпрямления
оси отверстия
производят
предчистовое
растачивание
однорезцовыми
головками,
а чистовое
растачивание
выполняют
плавающими
твердосплавными
пластинами.
С целью снижения
шероховатости
поверхности
и ее упрочнения
отверстия
раскатывают
двухроликовыми
раскатками.
Однако при
необходимости
повышения
степени деформации
в процессе
раскатывания
на обрабатываемой
поверхности
возникает
волнистость,
шаг которой
превышает
подачу обкатывания
в несколько
раз. [ ]
Волнистость можно устранить стабилизацией усилия в контакте роликов с деталью с помощью снижения трения в обкатных узлах. Для раскатывания глубоких отверстий диаметром 115 и 125 мм создано устройство, в котором обкатные узлы и пружинный механизм их нагружения установлены на опорах качения, что привело к полному устранению волнистости на обкатанной поверхности. Это позволило со вместить упрочняющее и чистовое раскатывание и обеспечить сохранение прямолинейности отверстия.
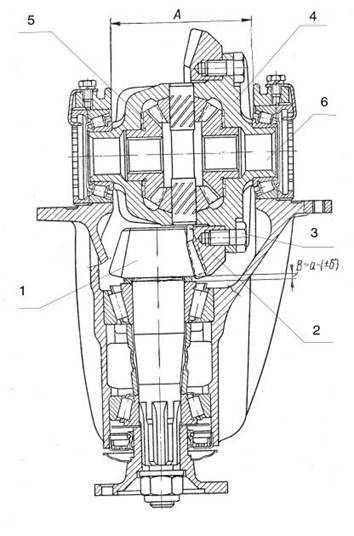
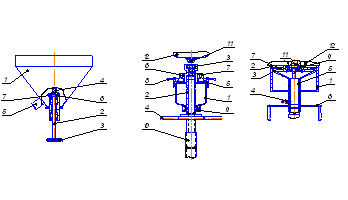
На рис. 8.2.4. показаны конструкции устройств для ППД отверстий, когда в качестве деформирующего элемента применяют естественные или синтетические алмазы. Эти инструменты производит АО ТЗАИ (г. Томилино, Московской области). Следует отметить, что применение этих инструментов по ряду причин (в том числе высокой стоимости) ограничено.

рис.
8.2.4. Упругая пружинная
державка
для
обработки
внутренних
цилиндрических
поверхностей
(1
- деталь, 2 - алмазный
наконечник,
3 - винт крепленая
наконечника,
4
- корпус державки,
5 - винт регулирования
силы выглаживания,
6 - пружина,
7 - рычаг,
8-линейка, 9-шарнир).
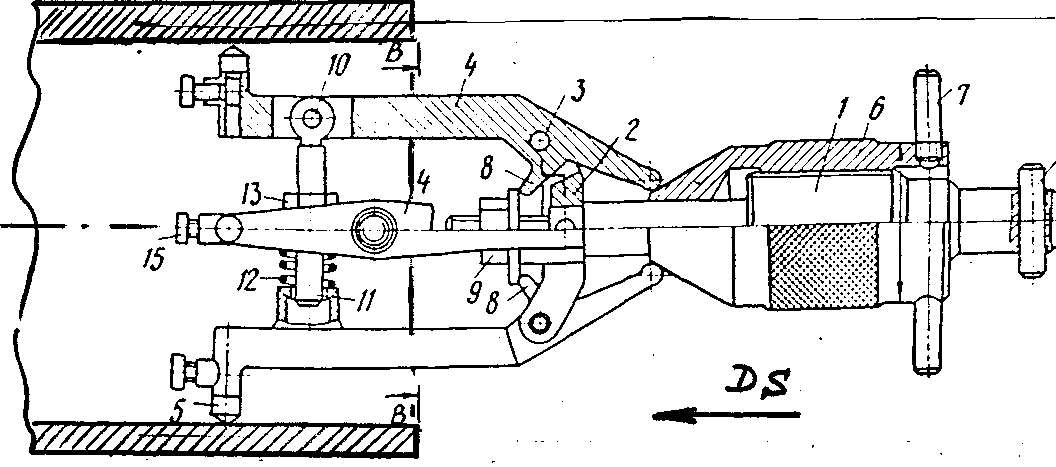
Рис.
8.2.5.
Многоинденторное
устройство
для алмазного
выглаживания
внутренних
цилиндрических
поверхностей
деталей по
патенту №929418
(Ru)
(1
- вал. 2 - крестовина,
3 - шарнир, 4 - двуплечий
рычаг,
5 - алмазные
наконечники,
6 - регулировочная
коническая
гайка,
7 - вороток,
8 - уступ, 9 - гайка,
10 - шарнир,
11 - ось, 12 - пружина,
13
– гайка, регулирующая
силу выглаживания,
14
- штифт, 15 - винт
креплении
алмазного
наконечника)

Рис.
8.2.6.
Двухинденторкое
устройство
для алмазного
выглаживания
внутренних
цилиндрических
поверхностей
(1
- обрабатываемая
деталь, 2 - корпус
устройства,
3 - индентор, 4 -
втулка,
5 - пружина,
б - гайка
для регулировки
силы выглаживания).
Конструкции
алмазных инструментов
для ППД
поверхности
деталей машин
со сферической
и цилиндрической
рабочей частью
[ ]
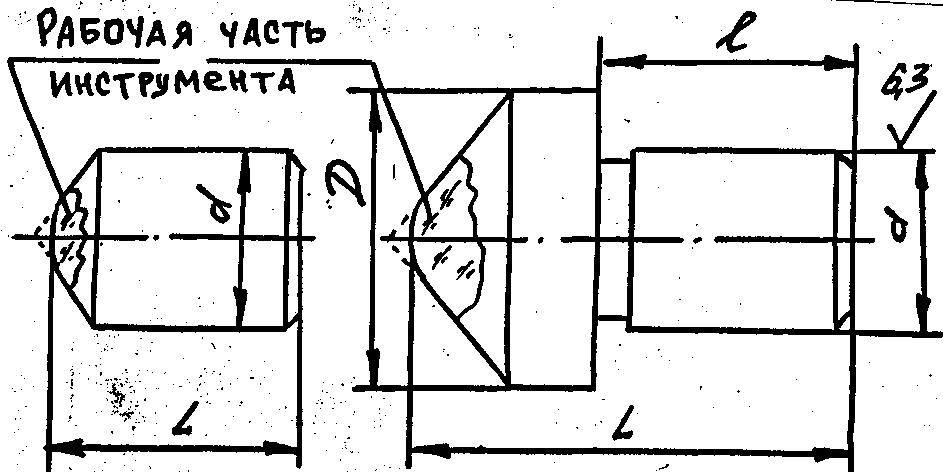
Рис. 8.2.7. Типовая конструкция алмазного инструмента для выглаживания
Рабочие цилиндрические |
|
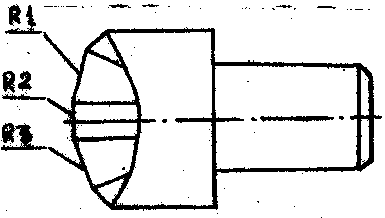
Рис. 8.2.8. Выглаживающий
наконечник
с
комбинацией
цилиндрических
рабочих поверхностей
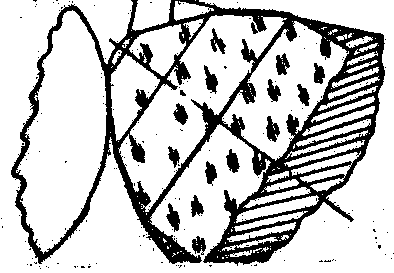
Рис. 8.2.9. Общий
вид наконечника
для выглаживания
поглаживания
по
авторскому
свидетельству
795909
8.3. Обработка отверстий ППД пружинными инструментами.
Представляет
значительный
практический
интерес инструментальная
оснастка для
поверхностного
пластического
деформирования
деталей с
использованием
пружин качестве
деформирующих
элементов. В
этом, случае
использование
пружин обеспечивав
следующие
преимущества:
• удешевление конструкции оснастки;
• упрощение переналадки для обработки новых деталей и др.
Для практического использования при обработке отверстий предложены пружинные устройства двух основных видов: с осевым и круговым расположением пружин (рис. 8.3.1 и рис. 8.3.2). Все предлагаемые конструкции являются оригинальными (патенты РФ 150407, 1666290, 2006361).
Известно, что для чистовой и упрочняющей обработки методами ППД преимущественно используются инструменты из СТМ - естественные или синтетически алмазы, твердые сплавы и т. п. Однако об эффективности использования пружинных деформирующих элементов известно сравнительно давно (изобретение по а.с. СССР 21868 и др.).
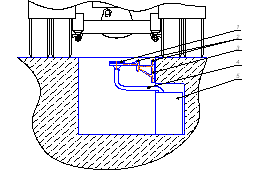
Для поверхностного пластического деформирования отверстия проектной детали применяем пружинное устройство с осевым расположением деформирующих пружин (№ 1013239, кл. В 24 В 39/02, патент 1504072), изображенное на рис. [ ].
Изобретение относится к технологии машиностроения, в частности к отделочной упрочняющей обработке деталей машин, а именно к конструкции пружинного инструмент для упрочняющей обработки.
Цель изобретения - повышение производительности за счет увеличения длины пяти контакта пружинного инструмента с деталью и интенсификация процесса ППД.
Данное устройство предназначено для ППД отверстий корпусов или внутренней цилиндрической поверхности деталей.
Устройство
имеет оправку
1 с резьбовой
частью 2 и конусом
Морзе 3 для его
крепления,
например, в
пиноли задней
бабки токарно-винторезного
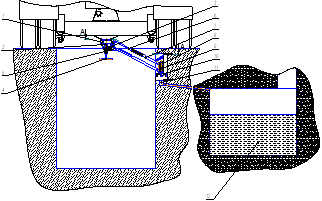
станка. На оправке
размещены
конические
фланцы 4 и 5 с
отверстиями
под радиальные
6 и упорные 7
подшипники
которые закрепляются
на фланцах
посредством
винта 8. На радиальные
подшипники
с упором в упорную
шайбу 9 надеты
деформирующие
элементы -
цилиндрические
пружины 10 таким
образом, что
в месте контакта
их с подшипниками
угол между осью
пружин и осью
оправки составляет
= 10…15°. Количество
деформирующих
пружин для
обеспечение
высокой эффективности
обработки
равномерного
солового воздействия
на обрабатываемый
материал, должно
быть не менее
двух. Контргайки
11 и 12 фиксируют
определенное
положение
фланца 5 на оправке
1. Наружной
поверхностью
деформирующие
элементы - пружины
10 контактируют
с обрабатываемой
поверхностью
детали 13. Для
повышения
интенсивности
силового воздействия
на деталь внутри
пружин имеются
свободно перемещаемые
грузы 14 равной
массы. При вращении
устройства
эти грузы, за
счет действия
центробежных
сил, перемещаются
в радиальном
направлении,
воздействуют
на внутреннюю
поверхность
пружин и обеспечивают
дополнительное
силовое воздействие
на деталь.
Регулировочная
гайка 15 с воротком
16 осуществляет
необходимый
натяг пружин
10, т. е. изменение
силового воздействия
(в т.ч. и непосредственно
в процессе
обработки).
Фланцы размещены
на шпонках 17.
Работа устройства может осуществляться по следующим основным вариантам:
1. вариант сверлильной обработки - обрабатываемая деталь неподвижна, а устройство вращается и имеет осевую рабочую подачу;
2. вариант токарной обработки - деталь помещается в трех-кулачковый патрон и имеет вращение, а устройство имеет рабочую осевую подачу. В этом случае незакрепленные грузы не применяют;
3.
вращаются и
деталь и устройство,
причем последнее
имеет также
рабочую осевую
подачу. В нашем
случае работа
устройства
осуществляется
по первому
варианту.
В устройстве применяются пружины из материала ХВГ, диаметром проволоки 3,5 мм (твердость HRCэ 60), их рабочая поверхность полируется до шероховатости Ra = 0,05 мкм.
Выводы:
1. Для отделочно-упрочняющей обработки поверхностей вращения, плоскостей можно эффективно использовать пружинные инструменты данной конструкции, которые отличаются от аналогичных инструментов тем, что, с целью повышения производительности за счет увеличения длины пятна контакта инструмента с деталью, они снабжены по меньшей мере одной дополнительной пружиной, причем торцы фланцев выполнены коническими, а узел крепления пружины выполнен в виде винта с расположенной на нем упорной шайбой и размещен на фланцах под углом 10-15° к оси оправки, при этом радиальный и упорный подшипники расположены в узле крепления на винте по разные стороны шайбы.
2. Данное пружинное устройство отличается, также тем, что, с целью интенсификации процесса, оно снабжено грузами с массой 10-20 % от массы пружины, свободно расположенными внутри пружины.
3. Пружинные устройства при обработке деталей могут обеспечить результаты, сопоставимые с показателями работы оснастки традиционной конструкции, имеющей в качестве деформирующих элементов твердые ролики, шарики или СТМ.
Конструкции пружинных инструментов для ППД отверстий, разработанные в МГАПИ, показаны на рис. 8.3.1 и рис. 8.3.2.
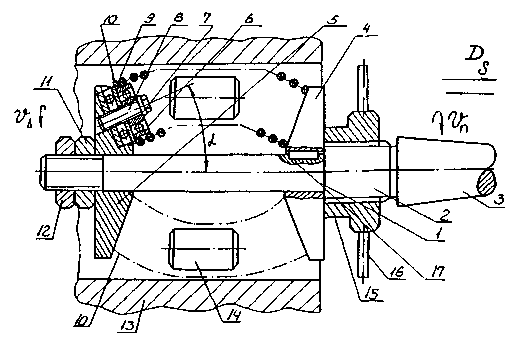
Рис.
8.3.1. Пружинное
устройство
для ППД отверстий
по
патенту RU
1504072.
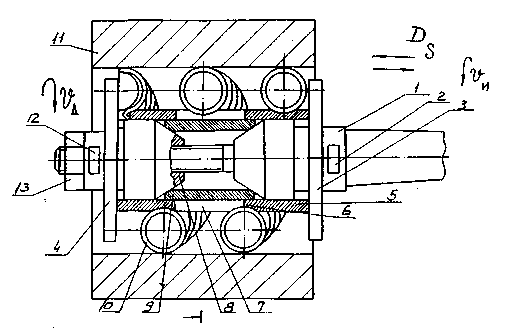
Рис 8.3.2. Пружинное
устройство
для ППД отверстий
по
патенту RU
1666290.
Похожие работы
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

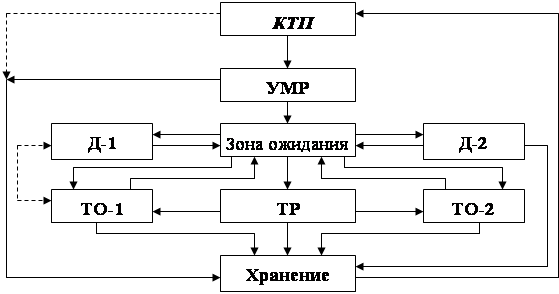
... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
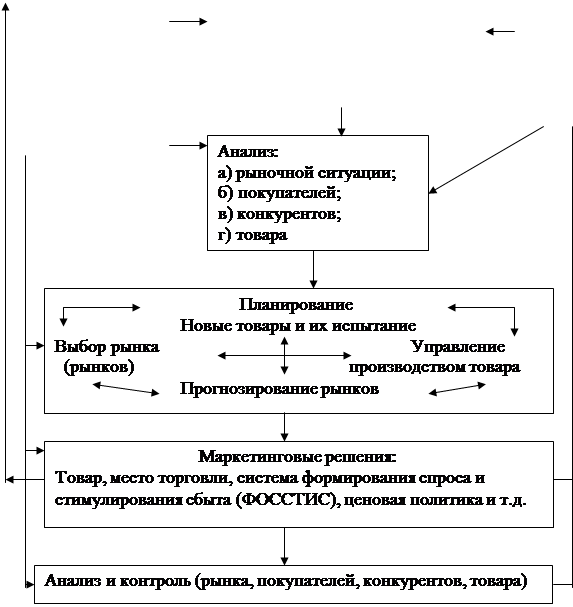
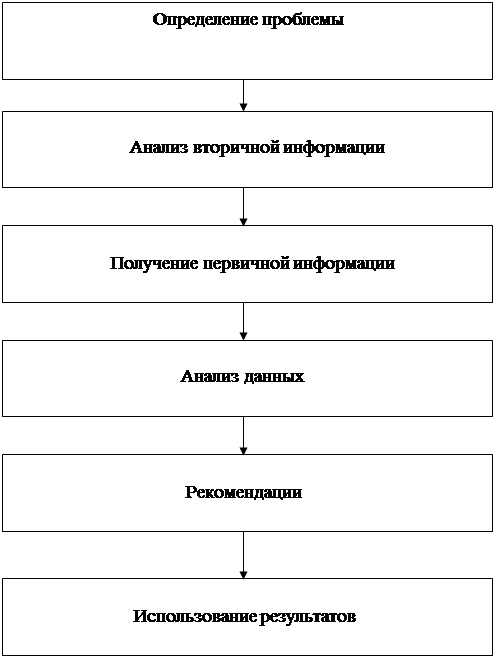

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев