Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
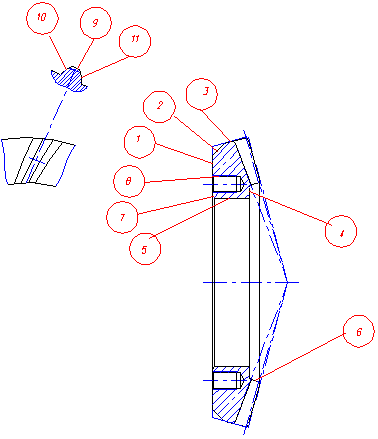
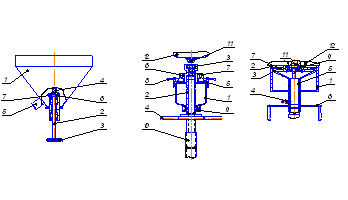
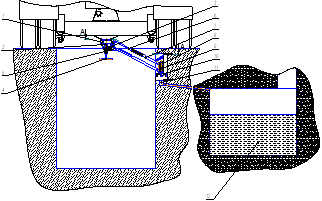
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Применение универсальных измерительных центров в промышленности
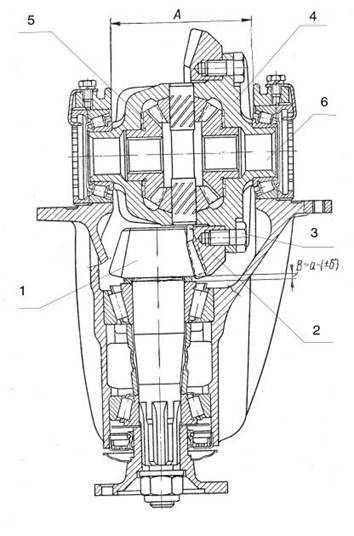
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
 8.4.
Применение
универсальных
измерительных
центров в
промышленности
8.4.
Применение
универсальных
измерительных
центров в
промышленностиКоординатные измерительные приборы и универсальные измерительные центры применяются сегодня на самых различных участках промышленного производства. Как крупные предприятия, гак и мелкие фирмы или организации используют уникальные возможности универсальных измерительных центров для обеспечения высокого качества продукции.
Основанная на применении станков с ЧПУ современная технология позволяет работать со все более жесткими допусками. Такая технология предъявляет и более высокие требования к обеспечению качества. Универсальные измерительные центры различных эксплуатационных показателей должны стать средствами контроля, органично вписывающимися в технологический процесс. Здесь требуется обеспечить решение комплексных задач измерений как формы, так и положения. В дипломном проекте рассмотрено применение универсального измерительного центра серии UMC, UMC850. К особенностям данного измерительного центра относятся:
Стационарный стол изделия
- позволяет производить загрузку тяжелыми деталями, не оказывая влияния на точность направляющих;
- позволяет производить простое, надежное закрепление деталей, при котором силы ускорения не вызывают сползания;
- позволяет производить закрепление и освобождение деталей во время измерения;
- имеет незначительную массу и компактную конструкцию;
- при измерении небольших деталей предоставляется короткое неизменное расстояние для наблюдения удобной позиции сидя.
Передвижной портал
- позволяет иметь оптимальный доступ со всех сторон;
-
позволяет иметь
различную длину
стола по оси
У в качестве
недорогого
расширения
объема измерения,
например, при
закреплении
серийной партии
деталей.
В качестве направляющих элементов применяются исключительно воздушные подшипники фирмы "ОПТОН", обладающие особой жесткостью и виброустойчивостью. Их расход воздуха составляет всего 4 л/мин. Расположение воздушных подшипников и качество направляющих из твердого камня гарантируют наименьшие возможные отклонения направляющих по всем осям.
Линейные измерительные системы - фокусины фирмы "ОПТОН", применяемые для машин серии UMC поставляются с разрешающей способностью 0,5 или 0.2 мк. При сканировании контуров для измерения форм и профиля точная разрешающая способность повышает точность информации в результатах измерения.
Эффективное демпфирование колебаний гарантируется при помощи пневматических демпфирующих элементов, расположенных между нижней частью станины и столом изделия.
Измеряющая 3-х координатная щуповая головка позволяет производить статически прием значений измерений в нулевой точке индуктивной измерительной системы щуповой головки, непрерывный сбор значений измерений в режиме сканирования и самоцентрирующее ощупывание пазов, впадин между зубьями, отверстий, витков резьбы и т.п. Отдельное приложение измерительного усилия и гидравлическое демпфирование позволяют настраивать на нулевую точку щуповой головки до полной остановки приема значений измерений, воспроизводимость составляет при этом + 15 мк по каждой оси. В режиме сканирования плоские пружины допускают пути измерения щуповой головки ±0,2 мм. Отклонение щуповой головки преобразуется в цифровую форму с разрешающей способностью 0,1 мк.
Конструкционные
признаки
Измерительные центры серии UMC имеют экономичную и хорошо доступную конструкцию. Стабильная станина с демпфированием колебаний при помощи пневматических демпфирующих элементов, регулирующих уровень, покоится на основании. Она несет портал с поперечными салазками и пинолью Z.
Все направляющие элементы, такие как основная станина, поперечная балка и пиноль, состоят из отборного гранита тончайшей структуры чрезвычайно правильной формы с высокой жесткостью на изгиб, На их точно доведенные поверхности опираются салазки машины с помощью неизнашиваемых воздушных подшипников без трения с большими направляющими базами. За счет этого достигается прямолинейность движения салазок, перпендикулярные перемещения которых по отношению друг к другу могут быть точно отъюстированы.
Благодаря специальной технике воздушные подшипники фирмы "ОПТОН" особенно жестки и виброустойчивы.
Салазки машины приводятся в движение с помощью двигателей с дисковым ротором. Оптимально подогнанная электроника плавно регулирует скорость перемещения во всем диапазоне скорости. В случае столкновения движущиеся моменты ограничиваются максимально допустимой силой тяги.
Передача силы производится с помощью приводных элементов без зазора и поперечного усилия.
Незначительная погрешность и высокая скорость измерения, высокая предельно допускаемая нагрузка стола, не оказывающая влияния на направляющие» а также хороший доступ к детали со всех сторон - вот комплекс преимуществ измерительного центра UMC.
Для сведения к минимуму простоев производственного оборудования необходима быстрая реакция. Сокращение продолжительности измерений и обеспечение достаточно высокой их точности способны повысить надежность станочного оборудования и качество продукции. Добиться этого позволяют современные координатные измерительные приборы.
Таблица 8.4.1
Технические
характеристики
UMC850
| Диапазон измерений (мм): | Х=850 Y-1200 Z=600 |
| Погрешность линейного измерения U95 (при 20 °С) измеренное расстояние между 2-мя точками, включая ощупывание (L = длина измерения в мм) | (1,9+L/300) мк |
| Отклонение перпендикулярности любых осей относительно прямой выравнивания | ≤1’’ |
| Рабочая площадь стола (мм2) | 1000х2020 |
| Свободная высота над порталом (мм) | 750 |
| Максимальная свободная высота под щуповой головкой (мм); | 710 |
| Допустимая масса детали (кг) | 1500 |
| Масса измерительной машины (кг) | 3800 |
| Масса шкафа управления (кг) | 110 |
| Установочная площадь для измерительной машины (мм2) | 1560x2120 |
| Установочная площадь для шкафа управления (мм2) | 600x600 |
Для выполнения требований сегодняшнего производства необходимо применение универсальных координатных измерительных приборов с числовым программным управлением через ЭВМ. Такие приборы с полностью автоматизированным управлением используются для многих заготовок различных типо-размеров.
К
достоинствам
следует отнести
простоту обслуживания
и отсутствие
необходимости
в навыках
программирования.
Большое значение
имеют достоверное
протоколирование,
когда погрешность
по величине
и направление
выдается в
цифровом и
графическом
виде. Только
на основании
такого протокола
на производстве
можно принять
соответствующие
экстремальные
меры.
Описанные здесь измерительные приборы с ЧПУ, работающие в трех координатах, используются для обеспечения качества продукции почти во всех измерительных лабораториях. Ускоренное развитие производственной структуры выдвигает необходимость дальнейшей автоматизации координатных измерительных приборов.
Для сокращения подготовительно-заключительного времени требуется установка и последовательная проверка на координатном измерительном приборе нескольких одинаковых заготовок. Решить такую задачу можно с помощью универсального программного оборудования. Необходимо также автоматизировать процесс замены измерительного щупа, пробок. Обеспечивается это с помощью управляемого ЭВМ механизма смены щупа.
Современное производство нуждается в координатной измерительной технике. Необходимо создавать и внедрять новые виды технологии, поэтапно внедряя надежные в работе компоненты. Это откроет возможность для успешной и экономически эффективной интеграции автоматизированных координатных измерительных средств и современного производства.
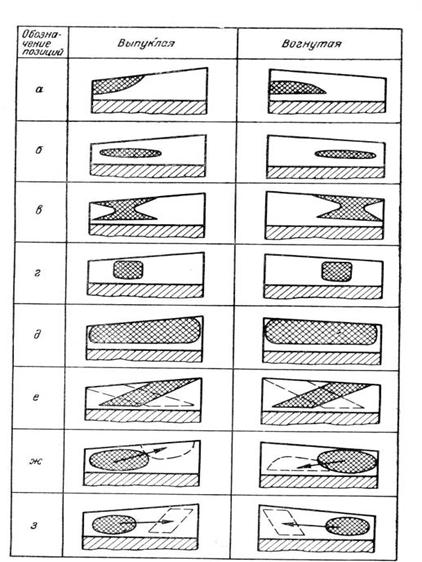
Выводы.
В данном
разделе проведено
определение
погрешности
обработки
методом математической
статистики.
Определен запас
точности и
уровень настройки
инструмента
при обработке.
Выяснено, что
технологический
процесс является
точным, но запасом
точности не
обладает; а
уровень настройки
неудовлетворительный
и его следует
производить
по центру корпуса
Вероятность
получения брака
по верхнему
пределу допуска
составляет
около 4%,
а по нижнему
брака нет. В
данном разделе
проанализировано
применение
автоматических
координатных
измерительных
приборов с ЧПУ.
СПИСОК
ИСПОЛЬЗОВАННЫХ
ИСТОЧНИКОВ
1. Стандарт СТП МГАГИ. Проекты (работы) дипломные и курсовые. - М: МИП, 1988.-32 с.
2. Султан-заде Н.М., Жуков КП, Зуев В.Ф. Методические указания по оформлению курсовых и дипломных проектов. – М.: МГАПИ, 2001. -117с.
3. Султан-заде Н.М. Конспект лекций. Основы проектирования автоматизированных технологических процессов. - М.: МГАПИ, 1999. -94с.
4. Орлов E.H., Султан-заде Н.М., Албагачиев А.Ю. Методические указания для выполнения курсового проекта по дисциплине Технология машиностроения. - М.: МГАПИ, 1997 - 84 с.
5. Основы технологии машиностроения. В.М. Кован, В.С. Корсаков и
др. - М.: Машиностроение, 1977. - 416 с.
6. Маталин А.А. Технология машиностроения. - Л.: Машиностроение. 1985. - 496с.
7. Обработка металлов резанием: Справочник технолога. А.А.Панов и др. - М.: Машиностроение, 1988. – 736 с.
8. Справочник технолога машиностроителя. В 2-х томах. Под ред. А.Г. Косиловой и Р.К. Мецерякова. - М.: Машиностроение, 1985.
9. Власьевнина Л.К., Яценко Л.Г. Проектирование и производство заготовок в машиностроении. Части 1 и 2. – М.: МГАПИ, 2000.
10. Барановский Ю. В. Режимы резания металлов. Справочник. - М.: Машиностроение, 1972. – 407 с., ил.
11. Демьянюк Ф.С, Технологические основы поточно-автоматизированного производства. – М.: Высшая школа, 1968. – 700 с., ил.
12. Безопасность жизнедеятельности. Безопасность технологических процессов и производства. П.П. Кукин, В.Л. Лапин, Е.А. Подгорных и др. - М.: Высшая школа, 1999, - 318 с.
13.
Обеспечение
безопасности
жизнедеятельности
в машиностроении.
В.Г. Еремин, В.В.
Сафронов, А.Г.
Схиртладзе
и др. - М.: Машиностроение,
2000. – 392 с.
14. Схартладзе А.Г. Технологическая оснастка в машиностроении. Альбом конструкций. В 2-х частях. - М.: МГТУ Станкин, 1998.
15. Корсаков B.C. Основы конструирования приспособлений - М.: Машиностроение, 1983, 278 с., ил.
16. Станочные приспособления. В 2 томах. Под ред. В.Н. Вардашкина.- М.: Машиностроение, 1984
17. Балабанов А.Н. Технологичность конструкции машин. - М.: Машиностроение, 1987. - 256 с.
18. Машиностроительные материалы. Под ред. В.М. Раскатова. - М.: Машиностроение, 1980. - 511 с.
19. Осипов Ю.И., Ершов А.А. Проектирование механосборочных участков. - М.: МГАПИ, 2000. - 51 с.
20. Режимы резания и нормирование операций на станках с ЧПУ. Под ред. В.П. Клочкова и Н.М. Султан-заде. - М.: МГАПИ, 1998. -112с.
21. Иллюстрированный определитель деталей общемашиностроительного применения. РТМ. - М: Стандарты, 1977. - 238 с.
22. Ершов А.А. Повышение качества и эффективность отделочной обработки деталей энергетического машиностроения. - М.: ЦНИИТЭИтяжмаш, 1991. - 60 с.
23. Горохов. В.А. Оснастка для поверхностного пластического деформирования в автоматизированном производстве. - Минск: Белниинти, 1992. – 109 с.
24. Намаконов Б.В. Экологическая концепция производства. Тяжелое машиностроение. - 2000. - № 2. - с. 2
25. Вознюк
Г.В. Экологически
безопасные
формовочные
смеси на основе
щелочного
алюмосиликатного
связующего.
Проблемы и пути
реализации
научно-технического
потенциала
военно-промышленного
комплекса. –
Киев: ИСМ НАН
Украины, 2000. –
с.28.
26. Бутаков Б.И. Чистовое и упрочняющее раскатывание роликами глубоких отверстий/Проблемы и пути реализации научно- технического потенциала военно-промышленного комплекса. - Киев, ИСМ Украины, 2000. - с. 20
27. Никифоров А.В., Федоров Д.В., Ленинцев Д. Н, Пружинные инструменты для обработки деталей/Тяжелое машиностроение. - 1998. - № 4. - с. 41
28. Никифоров А.В., Сахаров В. В. Технологические возможности и перспективы чистовой и упрочняющей обработки упругим инструментом. - М.: ВНИИТЭМР, 1991. - 56 с. Ил.
29. Горохов В. А. Оснастка для поверхностного пластического деформирования в автоматизированном производстве. - Минск: БЕЛНИИНТИ, 1992. – 108 с. ил.
ПРИЛОЖЕНИЯ
ОТЗЫВ
на дипломный проект студента
Вечернего факультета МГАПИ
Бакачёва А.И., шифр 96009
специальнось 1201
Тема проекта: "Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали "Картер".
Тематика дипломного проектирования является актуальной и соответствует основным направлениям развития машиностроения на современном этапе. В соответствии с Методическими указаниями МГАПИ в пояснительной записке дан анализ исходных данных, рассмотрены конструктивно-технологические особенности объекта производства, проведен анализ технологичности конструкции узла и базовой корпусной детали из алюминиевого сплава. Проведено проектирование исходной заготовки и расчет припусков. Описана технология сборки, проведен расчет размерной цепи.
При оценке базового технологического процесса предложено модернизировать ряд операций механической обработки резанием. Одновременно предлагается использовать в качестве упрочняющей обработки основных отверстий процесс ППД. Показаны особенности процесса ППД, основные технологические характеристики. Рассмотрены различные варианты использования технологической оснастки для пластического деформирования. Дан расчет технологических параметров цеха.
В проекте имеется конструкторский раздел, в котором приведено описание и необходимые расчеты по используемым приспособлениям. Раздел "Безопасность жизнедеятельности" проекта включает анализ опасных и вредных факторов производства, разработку мероприятий по их устранению. Дана оценка современных экологических требований.
Организационно-экономический раздел проекта посвящен оценке разработанных дипломником конструктивных и технологических решений, на основании чего определены основные технико-экономические показатели проекта. Построен график безубыточности.
Приложение к записке проекта содержит необходимую технологическую документацию. Графическая часть дипломного проекта выполнена хорошо. За период дипломного проектирования дипломник обнаружил необходимые знания в области общетехнических и специальных дисциплин. Может самостоятельно ставить и решать технические и технологические задачи. Бакачёв А.И. имеет среднетехническое образование по родственной специальности.
На основании изложенного считаю, что дипломный проект заслуживает оценки ОТЛИЧНО, а Бакачёв А.И. – присвоения квалификации ИНЖЕНЕРА.
Руководитель проекта
к.т.н., доцент кафедры МТ1 А.В. Никифоров.
...................... 2002 года
Похожие работы
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
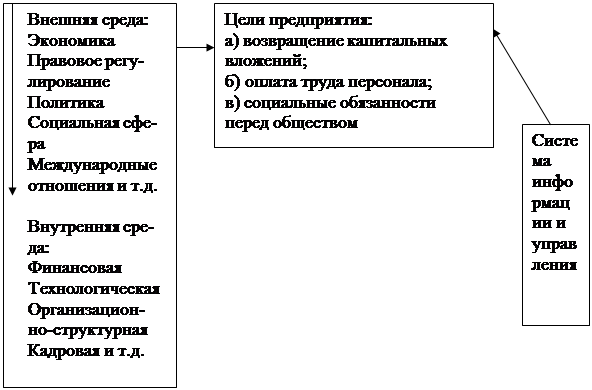
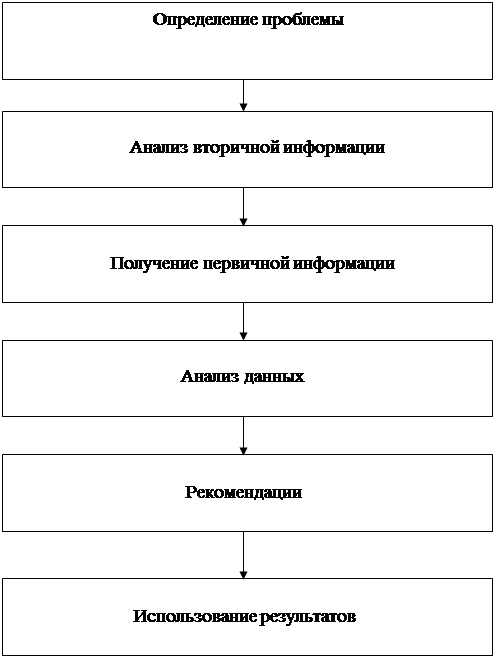

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев