Навигация
Разработка технологического процесса изготовления шестерни ведомой заднего моста
104201
знак
24
таблицы
8
изображений
Реферат
Введение
1. Анализ исходных данных 1.1 Назначение и конструкция детали
Целью дипломного проекта является разработка технологического процесса изготовления шестерни ведомой заднего моста автомобиля в условиях серийного производства.
На основе научных исследований рассмотрены вопросы зубообработки и контроля гипоидной передачи. Разработан полный технологический процесс изготовления шестерни ведомой заднего моста.
Эффективность внедрения нового метода обработки подтверждена экономическим расчетом.
Введение
Машиностроение является важнейшей отраслью промышленности. Её продукция – машины различного назначения – поставляются всем отраслям народного хозяйства. Рост промышленности и народного хозяйства, а так же темпы перевооружения их новой технологией и техникой в значительной степени зависят от уровня развития машиностроения.
Перед технологами – машиностроителями стоят задачи дальнейшего развития и повышения выпуска машин, их качества, снижения трудоёмкости, себестоимости и металлоемкости их изготовления, внедрение поточных методов работы, механизации и автоматизации производства, а также сокращение сроков подготовки производства новых объектов.
Массовый выпуск машин стал возможен в связи с развитием гибких высокопроизводительных методов производства с использованием станков с ЧПУ, позволяющих наладить в очень короткие сроки наладить серийный выпуск, а дальнейшее повышение точности, мощности, КПД, износостойкости и других показателей работы машин было достигнуто в результате разработке новых технологических методов и процессов. Именно поэтому очень важно, что бы на предприятиях серийного производства технологические процессы были более совершенными. Отсюда вытекает цель дипломного проекта: разработка нового техпроцесса производства шестерни ведомой заднего моста автомобиля ВАЗ 2106 и приведение его к оптимальному варианту. При этом необходимо стремиться к решению следующих основных задач, которые являются частными комплексами общемашиностроительных задач настоящего времени.
1. Спроектировать заготовку с максимальным коэффициентом использования материала и с минимальной себестоимостью.
2. Разработать технологический процесс обработки ступицы с использованием новейших достижений науки и техники и отвечающий требованиям технологичности (экономичности, точности, качества и т.д.).
3. Составить оптимальную схему обработки.
4. Спроектировать конструкцию инструмента и оснастки, отвечающую современным требованиям.
При решении этих задач необходимо, прежде всего, руководствоваться целесообразностью вводимых изменений с экономической точки зрения.
1. Анализ исходных данных 1.1 Назначение и конструкция детали
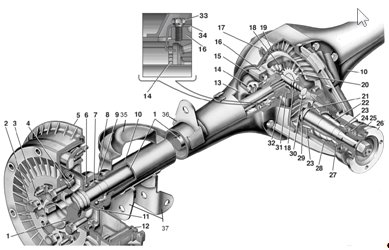
Деталь – шестерня ведомая заднего моста является одной из важнейших деталей заднего моста автомобиля ВАЗ 2106. Она предназначена для передачи крутящего момента с ведущей шестерни, через редуктор заднего моста 2 (см. рис. 1–1) на полуоси 15 (через систему сателлитов 17 на конические полуосевые шестерни дифференциала 16) и, в дальнейшем на колеса автомобиля. Деталь расположена в картере редуктора главной передачи и базируется в нем на корпусе дифференциала. Деталь получена из стали 19ХГН по ТУ14–1–2252–84. Химический состав и механические свойства представлены в табл. 1.1 и 1.2. соответственно.
Таблица 1.1. Химический состав стали 19ХГН ТУ14–1–2252–84, %
| C | Si | Mn | Cr | Ni |
| 0,15–0,25 | 0,17–0,37 | 0,5–0,8 | 0,4–0,6 | 0,4–0,7 |
Таблица 1.2. Механические свойства стали 19ХГН
| Предел текучести, sТ, МПа. | Временное сопротивление разрыву, sВ, МПа. | Относительное удлинение, d5, %. | Ударная вязкость, aH, кДж/м2 |
| 1375 | 960 | 9 | 586 |
Так как на деталь действуют большие крутящие моменты, то выбор материала вполне обоснован.
На рис. 1.1. показана шестерня ведомая заднего моста в сборе.
Основными контрольными размерами и показателями детали являются:
- диаметры под базировку на корпусе дифференциала;
- базовый торец;
- отверстия для крепления шестерни;
- размеры и параметры кругового, конического зуба.
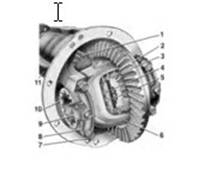
Механизм главной передачи с дифференциалом заднего моста размещен в чугунном литом картере 1 (рис. 1.1). Шестерня ведомая 2 крепится 8 болтами 3 к корпусу дифференциала 4.
Шестерни главной передачи – конические, гипоидные. Ведущая шестерня 1 опущена ниже оси ведомой 2 на величину гипоидного смещения равного 31,75 мм.
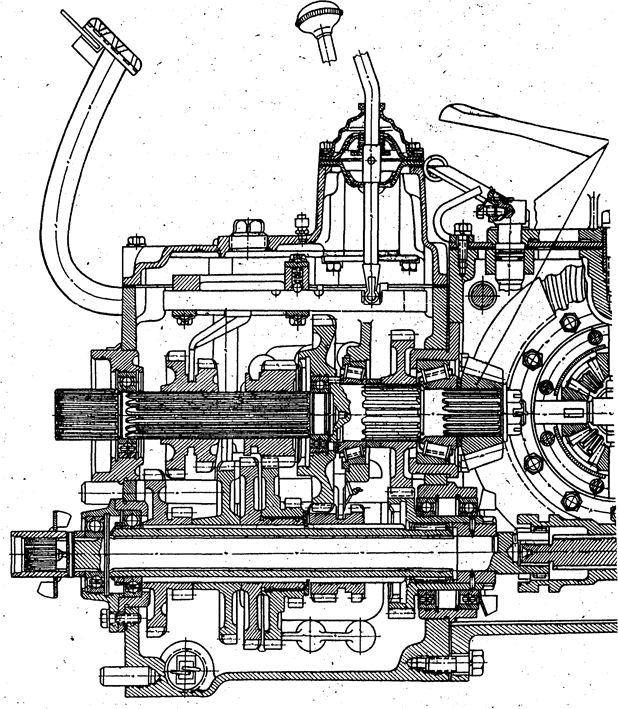
Она изготовлена как одно целое с ее валом и установлена в расточке картера на двух конических роликоподшипниках, между внутренними обоймами которых установлена стальная деформируемая распорная втулка.
Правильность положения ведущей шестерни относительно ведомой устанавливается подбором необходимой толщины стальной прокладки (рис. 1–1), устанавливаемой между торцом шестерни и внутренней обоймой заднего подшипника. Заводом выпускаются прокладки семнадцати размеров с интервалом через 0,05 мм. Таким образом, их толщина изменяется в пределах от 2,55 до 3,35 мм.
Указанные регулировки следует выполнять в условиях ремонтных мастерских, оснащенных специальными инструментами, приспособлениями и набором деталей необходимых размеров.
Крутящий момент передается от карданного вала через фланец на ведущую шестерню 1, далее через гипоидную передачу на ведомую 2. С ведомой шестерни через систему сателлитов 5 вращение передается на полуоси 6 и далее на колеса автомобиля.
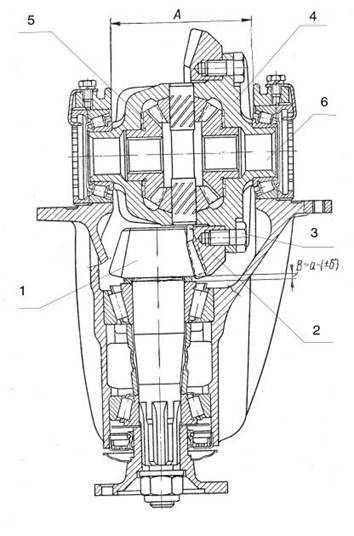
Рис. 1.1. Главная передача заднего моста в сборе
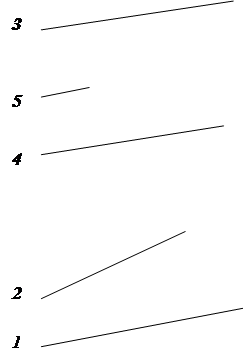
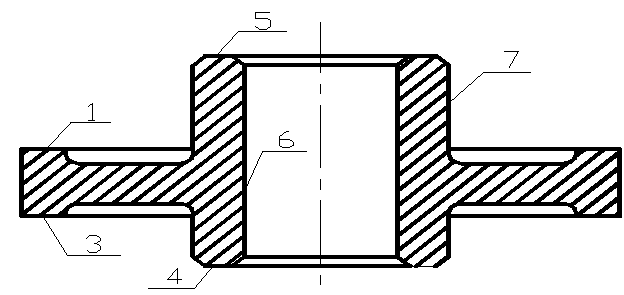
1.2 Классификация поверхностей деталиПроклассифицируем поверхности детали. Рассмотрим поверхности шестерни ведомой заднего моста. На рис. 1.2. укажем наиболее важные поверхности данной детали. Исполнительными поверхностями детали будут пов. 10, 11, 8, так как именно они служат для передачи крутящего момента. Основными поверхностями будут пов. 5, 1, при помощи которых шестерня базируется на коробке дифференциала, и они же являются ОКБ. В таблице 1.3. представлена классификация поверхностей шестерни ведомой заднего моста.
Таблица 1.3. Классификация поверхностей детали
| Вид поверхности | Номер поверхности |
| Основная | 5, 1 |
| Вспомогательная | 4 |
| Исполнительная | 10, 11, 8 |
| Свободная | Все остальные |
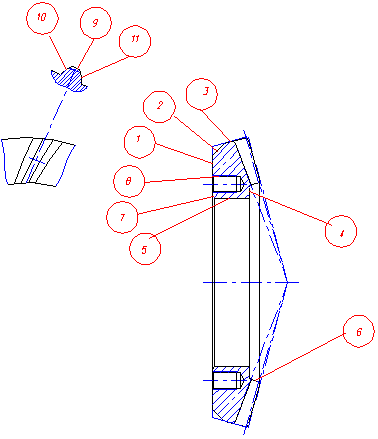
Рис. 1.2. Классификация поверхностей детали – шестерня ведомая заднего моста
1.3 Анализ технологичности конструкции деталиЗаготовка для детали изготавливается в базовом варианте техпроцесса поковкой, поэтому конфигурация не вызывает значительных трудностей при ее получении. Получение заготовки другими методами получения затруднено особенностями материала.
С точки зрения механической обработки деталь имеет несколько поверхностей требующих специальных методов обработки имеющих высокую трудоемкость. Так выполнение резьбовых отверстий очень трудоемко, так как операция очень трудоемкая. Выполнение гипоидных зубьев также требует специального оборудования. Операция очень трудоемкая и переналадка станков составляет несколько часов.
Так как радиусы режущего инструмента (сменных многогранных пластин) составляют следующие стандартные значения R0.2, R0.4, R0.8, R1.2, то значения радиусов на чертеже детали необходимо сопоставить с данными радиусами. Особенность данной детали это селективная сборка с ведущей шестерней.
Чертеж детали с конструкторской и технологической точек зрения выполнен на нормальном уровне: проставлены основные отклонения форм и размеров. На чертеже детали практически все размеры указаны. Чертеж детали представлен на листе 00.М15 графической части проекта.
В самом первом приближении можно определить технологичность детали с помощью коэффициентов:
– коэффициент точности
 ;
;

где, ТCP – среднее значение точности;
Ti – квалитет i-ой поверхности;
n![]() – число поверхностей с текущим квалитетом;
– число поверхностей с текущим квалитетом;
ТCP=10,8;
Кточ=0,91;
– коэффициент шероховатости
![]()
где, ШСР – средняя шероховатость, Ra;
Шi – текущая шероховатость поверхности;
ni – число поверхностей с данной шероховатостью;
ШСР=5,604
Кш=0,82.
1.4 Определение типа производстваТип производства зависит от двух факторов, а именно: заданной программы выпуска и трудоемкости изготовления изделия. Нередко трудоемкость выражают (при определении типа производства) через массу изделия.
На основании заданной программы рассчитывается такт выпуска, а трудоемкость определяется средним штучным временем Тшт.ср по операциям действующего на производстве или аналогичного техпроцесса. Отношение этих величин принято называть коэффициентом серийности КC.
где, tв – такт выпуска;
Тшт.ср=16 мин;
где, ФЭФ = 4032 ч – эффективный годовой фонд рабочего времени при 2-х сменной работе;
N = 15000 дет/год – объем выпуска деталей;
tв=16,128 мин
Тогда коэффициент серийности:
Кс=1,008
Коэффициент серийности:
для массового производства КС<1;
для серийного производства 1< КС <10.
Из значений КС видим, что тип производства – серийный.
1.5 Анализ базового варианта технологического процессаПоскольку материал шестерня ведомая заднего моста – сталь 19ХГН, то заготовку можно получить только методами обработки металлов давлением. Заготовку также можно получать из проката ввиду мелкосерийного производства. Из всех видов ОМД наиболее предпочтительными в условиях серийного производства являются горячая штамповка на горизонтально-ковочных машинах (выбор метода получения заготовки рассмотрен в следующем разделе).
В условиях серийного производства необходимо придерживаться следующего: максимальная концентрация операций на одном оборудовании, использование унифицированного инструмента и оснастки.
Базирование выполнено правильно, соответствует принципам постоянства и единства баз.
Похожие работы
... . После произведенных операций, опускаю домкрат и снимаю задний мост. Установка заднего моста производится в порядке, обратном снятию. 3. Разработка технологического процесса разборки заднего моста автомобиля ВАЗ – 2107 3.1 Снятие тормозного барабана · ключом на «12» отворачиваю два направляющих штифта 1 (рис. 3.1); · вставляю направляющие штифты в технологические отверстия; · ...
... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... Шлифование производиться на специальных круглошлифовальных станках. Выбираем круглошлифовальный станок: КШС 3В151 Заключение В результате работы был разработан технологический процесс восстановления полуоси заднего моста автомобиля ГАЗ-53, проведён расчёт технико-экономический анализ выбранного способа восстановления, т.е. выбранный способ с точки зрения экономичности, сложности ...
... наличием соответствующих по наименованию и цене запасных частей, используемых при ремонте автомобилей. Целью данного курсового проекта является разработка технологического процесса восстановления детали, рычага блокировки дифференциала промежуточного правого (рычаг) номер детали по каталогу 214-1804106. При этом в проекте решаются следующие задачи: - выбор эффективного способа ...
0 комментариев