Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
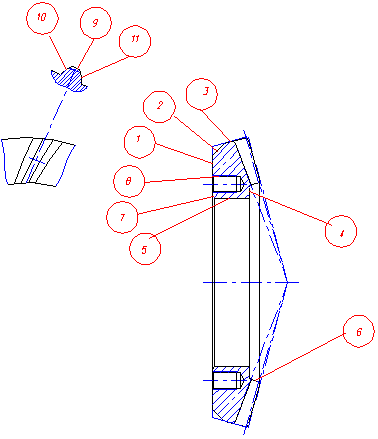
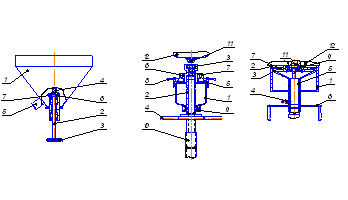
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
ИССЛЕДОВАТЕЛЬСКИЙ РАЗДЕЛ
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
 8.
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
8.
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
8.1. Исследование методов отделочной и упрочняющей обработки деталей машин
В технологии машиностроения механическая обработка корпусных деталей составляет до 30-40 % от общего объема механической обработки всех элементов изделия. Одновременно, корпусные детали во многих случаях являются базовыми при сборке изделий (например, корпус редуктора, корпус коробки передач и др.). [ ]
Упрочняющая обработка деталей машин, в т. ч. и корпусных делится на следующие основные методы [ ].
| Методы упрочнения | ||||||||
| Силовое и тепловое воздействие | Нанесение покрытий | |||||||
| Комбинированное воздействие | ||||||||
| ППД | Наплавки и напыление | |||||||
| Термическая обработка | Химико-термическая обработка | |||||||
| Электролитические | ||||||||
| Покрытия полимерами | ||||||||
рис. 8.1.1.
Для повышения
работоспособности
корпусных
деталей и,
следовательно,
работоспособности
изделия в целом
разработаны
и реализуются
различные
технологические
методы
чистовой и
упрочняющей
обработки
поверхностным
пластическим
деформированием
(ППД).
Основными положительными особенностями ППД являются:
• высокая эффективность способов ППД, как средства повышения одной из важнейших эксплуатационных характеристик - усталостной прочности. Срок службы многих деталей за счет применения ППД повышается в несколько раз. Одновременно с этим существенно повышается износостойкость деталей стабилизируются показатели шероховатости и прочность неподвижных посадок;
• универсальность способов ППД. Поверхностной чистовой и упрочняющей обработке можно подвергать детали практически из любых конструкционных материалов, любой твердости, детали любых размеров и конфигураций;
• технологичность способов ППД, возможность его применения в различных типах производства, как при изготовлении новых деталей, так и в ремонтной технологии. В большинстве случаев внедрение процессов ППД не требует применения дорогостоящего специального оборудования. Конструкция применяемых приспособлений и оснастки не сложны, надежны в работе, имеют невысокую стоимость. Большинство методов ППД обладает малой трудоемкостью и себестоимостью;
• возможность замены методами ППД традиционных методов абразивной обработки (шлифование, полирование). Как известно, последние методы сопровождаются появлением прижогов, структурной неоднородности, формирование в поверхностном слое неблагоприятных остаточных напряжений, шаржирование поверхности деталей
осколками абразивных зерен.
Теоретически
механизм ППД
может объяснить
теория дислокации.
Пластическая
деформация
есть выражение
сдвигов, происходящих
в кристаллической
решетке материала
под действием
нагрузки. Решетка
искажается,
в результате
происходящих
сдвигов на
месте бывших
зерен металла
образуются
продукты их
разрушения
- вытянутые
вдоль приложения
силы
(нагрузки) обломки
зерен материала
и блоки. Растет
плотность
дислокаций,
меняется не
только взаимное
расположение
атомов в кристаллической
решетке,
но многие узлы
оказываются
незаполненными
атомами. Таким
образом, на
ряду с ростом
количества
дислокаций,
растет и количество
вакансий. Все
это в комплексе
и ведет к упрочнению
металла
при холодной
пластической
деформации.
При ППД детали имеются две основные причины упрочнения:
1. Улучшение физико-механических свойств материала за счет различных структурных превращений (измельчение зерен и др.).
2. Формирование в поверхностном слое благоприятных для эксплуатации остаточных напряжений сжатия, возникающих вследствие развития явлений сдвига в кристаллической решетке.
Одновременно с вышеуказанными факторами при ППД формируется определенный микрорельеф рабочих поверхностей деталей - снижается высота микровыступов, они становятся более плавными, увеличивается площадь фактического контактирования деталей, что обуславливает улучшение эксплуатационных свойств.
Все многообразие методов ППД классифицируется в соответствии с ГОСТ 18296-72. Условно их можно подразделить на две основные группы: статические методы и динамические методы.
Статические методы ППД основаны на постоянном взаимодействии деформируемого материала с инструментом, рабочим телом или средой в процессе обработки. Инструментом может быть специальный резец, алмазный наконечник, роликовый, шариковый или дисковый раскатник и т. п.
Динамические метода ППД характеризуются прерывистым взаимодействием деформируемого материала и инструмента, рабочего тела, среды. В качестве инструмента используют бойки, ролики, металлические щетки. Рабочими телами при обработки служат костяная или абразивная крошка, металлические или стеклянные шарики, стальная или чугунная дробь..
Обкатка
роликами и
шариками позволяет
получить наклепанный
слой глубиной
3 мм и более,
твердость по
сравнению с
исходной повышается
на 20…40 %, предел
выносливости
гладких образцов
- на 20…30 %, а при
эксплуатации
в агрессивной
среде - до 4 раз.
Процесс обкатки
характеризуется
формированием
остаточных
напряжений
сжатия, после,
обработки
шероховатость
поверхности
достигает Ra
= 0,16 мкм.
Подача при обкатке назначается с учетом обеспечения равномерного пластического деформирования всей поверхности, скорость при накатывании не оказывает существенного влияния на результаты и регламентируется преимущественно размерами и конфигурацией обрабатываемой детали. В большинстве случаев обкатка производится за один проход. Ролики для обкатки изготавливаются из сталей X12М, ХВГ, 5ХНМ, У10, У12, ШХ15, их рабочие поверхности должны иметь твердость не менее НRСэ 58. Обкатка деталей может производиться на токарных, шлифовальных, специальных накатных станках с установкой детали в центрах или патроне. При упрочнении деталей обкаткой в зону обработки может подаваться масло или сульфопрезол, смесь машинного масла 40% и веретенного масла 60%. Машинное время при раскатывании составляет 2…3 мин, что обеспечивает повышение, производительности труда по сравнению с хонингованием до 10 раз. В результате раскатывания деталей роликами, их износостойкость возрастает в 2…5 раз.
Взаимосвязь
показателей
качества поверхности
и эксплуатационных
свойств детали.
| Поверхностный слой детали | |||||||||||||||||||||||||||
| Неровности поверхности | Физико-химическое состояние поверхности | ||||||||||||||||||||||||||
| Шерохо-ватость | Волнис-тость | Дефекты поверхности | Струк-тура | Фазовый состав | Химич. состав | ||||||||||||||||||||||
| Физико-химические свойства поверхностного слоя деталей | |||||||||||||||||||||||||||
| Эксплуатационные свойства поверхностного слоя деталей | |||||||||||||||||||||||||||
| Механические 1. прочность 2. Твердость 3. Пластичность 4. Пористость 5. Износостойкость 6. Сопротивление эрозии | Химические 1. Сопротивление коррозии 2. Адсорбция 3. Катализ | Прочие (физ.) 1. Тепловые 2. Электрические 3. Магнитные 4. Оптические | |||||||||||||||||||||||||
рис. 8.1.2.
8.2.
Применение
устройств ППД
отверстий при
обработке
«корпусов»
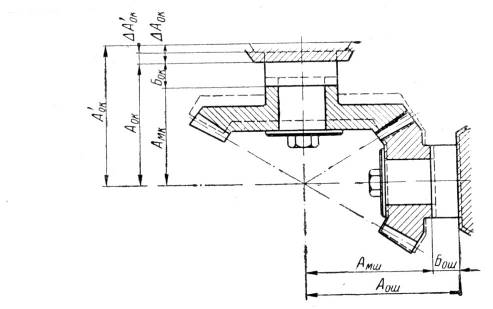
Одним из главных узлов, обеспечивающих работоспособность изделий является сопряжение "корпус-подшипник-вал", схема которого представлена на рис. 8.2.1. Известно, что в результате чистовой обработки деталей резанием (например, шлифованием) обработанная поверхность имеет островершинный характер. В процессе этапа приработки микро выступы шероховатости деформируются до 60-75 % по высоте, в результате чего ухудшаются показатели контактной жесткости прессового соединения "деталь-подшипник".
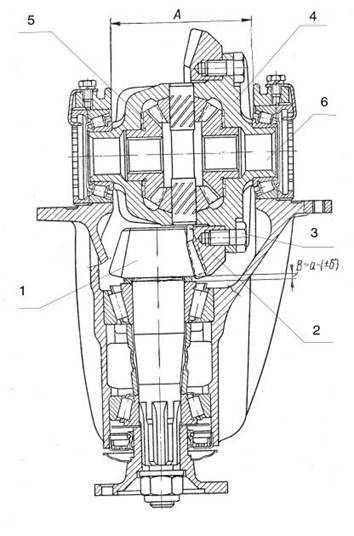
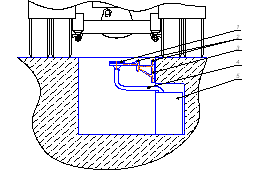
Для чистовой и упрочняющей обработки отверстий под подшипник в корпусных деталях с одновременным обеспечением плосковершинного характера профиля поверхности применяют роликовые и шариковые раскатники. Конструкция шарикового обкатника для отверстий 50...150 мм показана на рис. 8.2.2. Для обкатки используют горизонтально-расточные станки, на столе которых можно закрепить корпусную деталь. Конструкции роликовых и шариковых раскатников для ППД отверстий корпусов в настоящее время нормализованы (ГОСТ 17573-72). Мелкими партиями они выпускаются промышленностью.
Необходимо особо подчеркнуть, что для обработки корпусов из цветных металлов (например, алюминия), чугуна способ ППД отверстий является практически единственным для повышения работоспособности узла. Такие традиционные мероприятия, как нанесение поверхностных твердых износостойких покрытий, термическая или химико-термическая обработка и т. п. часто вообще неприемлемы.
При обеспечении положительных результатов известные роликовые и шариковые раскатники не лишены определенных недостатков. Часто они сложны по конструкции, трудоемки в изготовлении, ограничены по типоразмерам обрабатываемых поверхностей. Тем не менее, многие известные фирмы в настоящее время включают обкатники и раскатники в штатное обеспечение оборудования с ЧПУ (SANDVIK Coromant и др.).
Двух
роликовый
раскатник
(рис. 8.2.3), с упругими
элементами,
для отделочно-упрочняющей
обработки
детали включает
в себя рычаг
(1), ролики
(2), стакан для
регулирования
усилия (5), распорный
клин (6), опорные
сухари
(7). [ ]
С помощью стакана для регулирования усилия осуществляется необходимое силовое воздействие ролика на обрабатываемую поверхность детали.

Рис.
8.2.1. Упрощенная
схема узла
сопряжения
корпус-подшипник-вал:
а - островершинная поверхность после чистовой обработки резанием;
б - плосковершинная поверхность после чистовой обработки ППД
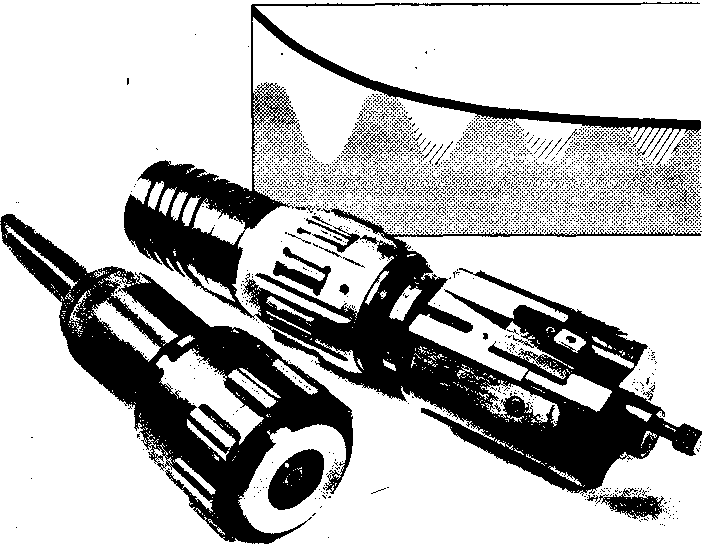
рис. 8.2.2. Роликовые раскатники фирмы «SANDVIC Coromant» для ППД отверстий (исходная шероховатость поверхности Ra = 2,5 мкм, после обработки Ra = 0,2 мкм)

Рис. 8.2.3. Эскиз приспособления.
Раскатывание
глубоких отверстий
выполняют на
токарных станках
или станках
для глубокого
сверления. Для
разгрузки
роликов от силы
тяжести раскаток
и борштанг на
раскатках
монтируют
деревянные,
резиновые
пластмассовые
направляющие.
Производительность процесса обкатывания или раскатывания определяют радиусом профиля Rпр ролика. Ролики с большим радиусом профиля позволяют вести обработку с большей подачей, однако в этом случае для получен высокого качества поверхности необходимо создавать большие рабочие усилия. От значения допустимого рабочего усилия зависят параметры ролика.
Ролики с цилиндрическим пояском позволяют работать с большей подаче. Чем больше ширина цилиндрического пояска, тем больше может быть подача.
Материал изготовления ролика - ШХ15, ГОСТ 4543-73.
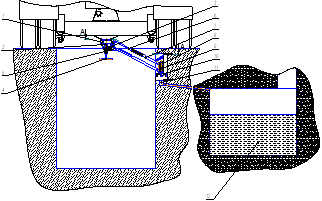
Для обработки внутренней поверхности детали можно использовать приспособление показанное на рисунке 8.2.4, разработанное в МГАПИ [ ].
Результаты чистового и упрочняющего раскатывания роликами отверстий изложены в работе [ ].
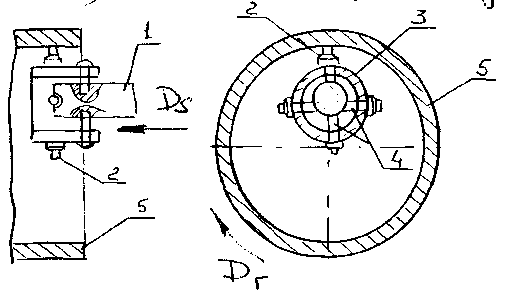
рис. 8.2.4. Приспособление
для обработки
внутренних
поверхностей
(патент
RU
1156864) с планетарным
движением
инструмента
Похожие работы
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
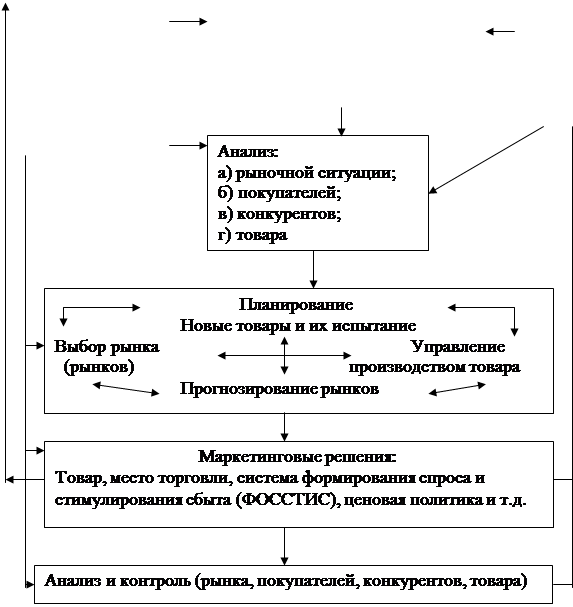
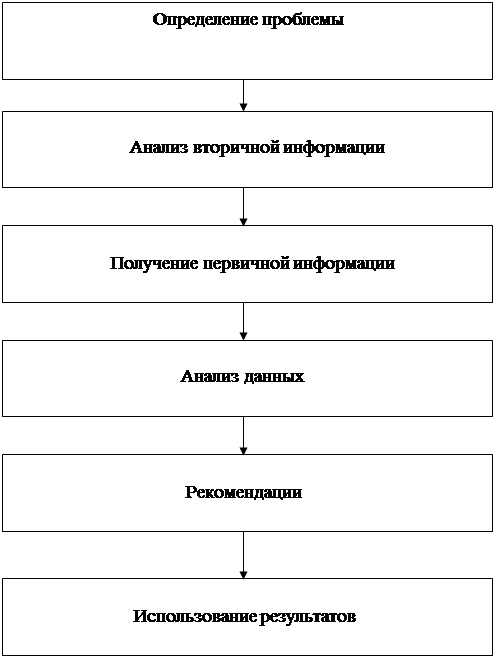

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев