Технико-экономическое
обоснование
проекта
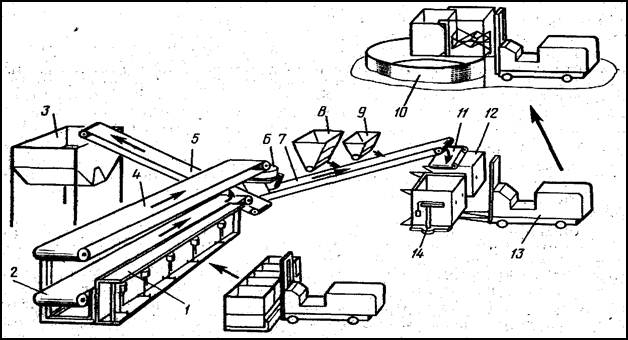
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
Электробезопасность
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
7.4. Электробезопасность.
Широкое применение в промышленности электродвигателей, систем управления, работающих в различных условиях, связана с применением электрической энергии и требует обеспечения электробезопасности, разработки мероприятий и средств, обеспечивающих защиту людей от воздействия электрического тока.
Электрический ток проходя через организм, оказывает термическое, электролитическое, и биологическое воздействие, вызывая местные и общие электротравмы. Основными причинами воздействия тока на человека являются:
- случайное прикосновение или приближение на опасное расстояние к токоведущим частям;
- появление напряжения на металлических частях оборудования в результате повреждения изоляции или ошибочных действий персонала;
- шаговое напряжение в результате замыкания провода на землю.
Существуют следующие основные меры защиты от поражения током, применяемые отдельно или в сочетании друг с другом: недоступность токоведущих частей, защитное заземление, применение специальных электрозащитных средств, зануление, защитное отключение, электрическое разделение сетей разного напряжения, применение малого напряжения, изоляция токоведущих частей, выравнивание потенциалов.
Одно из наиболее часто применяемой мерой защиты от поражения током является защитное заземление.
Заземление - преднамеренное электрическое соединение с землей металлических нетоковедущих частей, которые могут оказаться под напряжением. Разделяют заземлители искусственные, предназначенные для целей заземления, и естественные - находящиеся в земле металлические предметы для иных целей. Для искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3 5 см и стальные уголки размером от 40 х 40 до 60 х 60 мм длиной 3 5 м. Также применяют стальные прутки диаметром 10 20 мм и длиной 10 м. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют сталь сечением не менее 4 х 12 мм и сталь круглого сечения диаметром не менее 6 мм.
В качестве заземляющих проводников применяют полосовую или круглую сталь, прокладку которых производят открыто по конструкции здания на специальных опорах. Заземлительное оборудование присоединяется к магистрали заземления параллельно отдельными проводниками
В электроустановках (ЭУ) напряжением до 1000 В с изолированной нейтралью и в ЭУ постоянного тока с изолированной средней точкой применяют защитное заземление в сочетании с контролем изоляции или защитное отключение.
В этих электроустановках сеть напряжением до 1000 В, связанную с сетью напряжением выше 1000 В через трансформатор, защищают от появления в этой сети высокого напряжения при повреждении изоляции между обмотками низшего и высшего напряжения пробивным предохранителем, который может быть установлен в каждой фазе на стороне низшего напряжения трансформатора.
Защитное отключение применяется в качестве основного или дополнительного способа защиты в случае, если не может быть обеспечена безопасность применением защитного заземления или зануления или их применение вызывает трудности.
Все электродвигатели проектируемого станка имеют защитное заземление.
7. 5. Освещение производственного участка.
Правильно спроектированное и выполненное освещение производственного участка улучшает условия работы, снижает утомляемость, способствует повышению производительности труда и качества выпускаемых полуфабрикатов, безопасности труда и снижению травматизма на участке.
Освещение рабочего участка - важнейший фактор создания нормальных условий труда. В зависимости от источника света производственное освещение может быть двух видов естественное и искусственное.
Естественное освещение подразделяется на боковое, осуществимое через световые проемы в наружных стенах; верхнее, осуществимое через аэрационные и зенитные фонари, проемы в перекрытиях; комбинированное, когда к верхнему освещению добавляется боковое. Искусственное освещение может быть двух систем - общее и комбинированное, когда к общему освещению добавляется местное, концентрирующее световой поток непосредственно на рабочих местах.
Проектируемый станок имеет общее искусственное освещение с равномерным расположением светильников т.е. с одинаковыми расстояниями между ними. Зона ножей и зона несущих валов освещается двумя рядами светильников. Светильники представляют собой две штанги, закрепленные с помощью кронштейнов к станинам. К штангам подвешены светильники типа ПВЛ-2Х40.
7.6. Очистка воздушной среды.
Одно из необходимых условий здорового и высокопроизводительного труда – обеспечить нормальные условия и чистоту воздуха на участке. Требуемое состояние воздуха рабочей зоны может быть обеспечено выполнением определенных мероприятий к основным из которых относятся:
1. Применение технологических процессов и оборудования, исключающих образование вредных веществ или попадания их в рабочую зону.
2. Надежная герметизация оборудования, в частности валов, где нагреваются подшипники, с поверхности которых испаряется масло.
3. Установка на проектируемом участке устройства вентиляции или кондиционирования.
4. Применение средств индивидуальной защиты, а именно: спецодежда, защищающее тело человека; защитные очки и фильтрующие средства защиты; защитные мази, защищающее кожу рук от масел (при смазке подшипников и деталей двигателя); защитные рукавицы (при выполнении транспортировочных работ).
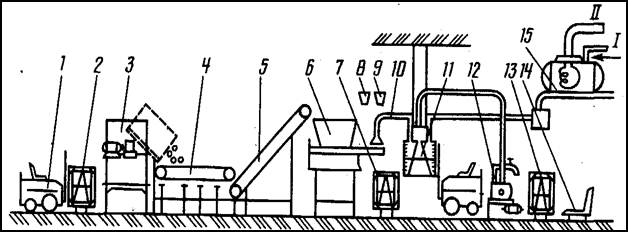
Процесс резки бумаги обычно сопровождается побочным явлением, отрицательно влияющий на микроклимат производственного помещения. Эти побочные явления называются вредными выделениями. К их числу относится и пылевыделение – выделение пыли в количествах, обуславливающих запыленность сверх нормы. На продольно-резательных станках используется механическая резка бумаги и в результате воздействия механизма резки на полотно происходит обрыв волокон, которые и образуют пыль. Влияние пыли на безопасность здоровья обслуживающего персонала обуславливает применение пневмотранспорта отходов. На рис. 10.5.1. показана схема удаления отходов резки на проектируемом станке.
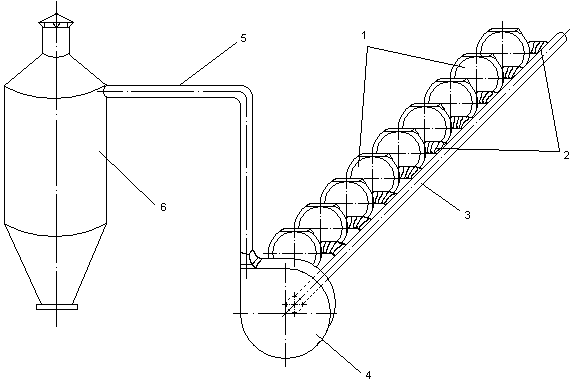
Рис. 7.6.1. Схема отсоса пыли от ножей.
1 – пылеприемники; 2 – гофрированные шланги; 3, 5 – трубопровод; 4 – вентилятор; 6 – циклон.
7.7. Расчет пневмотранспорта отходов от ПРС
Находим секундный расход отходов от каждой пары ножей по формуле:
![]()
где Vп – скорость подачи бумажного полотна,
b – ширина разреза
h – толщина бумажного полотна
п – плотность бумажного полотна
![]()
Количество воздуха, которое необходимо просасывать через кожухопылеприемник одной пары ножей, определяем по формуле:
![]()
где Gi – количество отходов, отсасываемых от кожухопылеприемников,
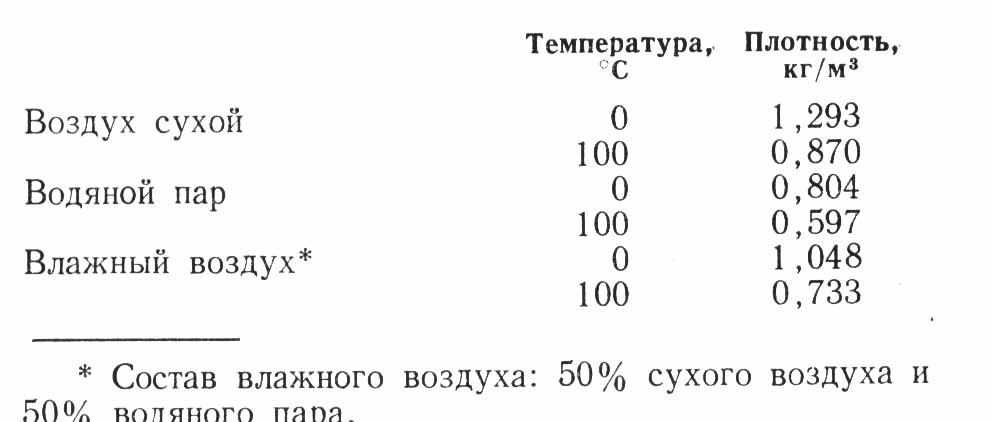
b – плотность воздуха
– весовая концентрация аэросмеси
![]()
Зная расход воздуха, находим внутренний диаметр трубопровода по формуле:
где Wb – средняя скорость воздушного потока,
принимаем внутренний диаметр трубопровода d = 0.08 м
Общее давление, которое должен развивать вентилятор, складывается из суммарных потерь давления на всасывающем и нагнетательным участках трубопровода.
Потеря давление в общем случае складывается из:
а) потерь на придание смеси кинетической энергии:
![]()
б) потерь на местные сопротивления – в кожухах пылеприемниках
![]()
где м – коэффициент местного сопротивления
![]()
на поворотах м =0,12
![]()
в местах врезки воздуховодов м =0,12
![]()
в) потерь в прямолинейных участках:
где – коэффициент сопротивления трубопровода при движении в нем чистого воздуха
![]()
где di – внутренний диаметр трубопровода
![]()
где i – динамический коэффициент вязкости для воздуха
э – эквивалентная шероховатость трубопровода
li – длина участка трубопровода
R – опытный коэффициент зависящий от физико – механических свойств транспортного материала и скорости транспортирования.
![]()
![]()
![]()
Общий перепад давления:
P=152,6+259,2+20,7+31,1+563,7=1027,3 Па
По графику подбираем центробежный пылевой вентилятор Ц6-46 №3 с комплектующими двигателями А2 и А02 со следующими параметрами n=2440 об/мин, Q=0,65 тыс. м3/г
Затем по графику выбираем циклон ЦН-11, одиночный, с перепадом давления Р=120 кг/м3; Q=0,45 тыс. м3/г; D=250 мм; H=950 мм; m=115.72 кг.
Похожие работы
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев