Технико-экономическое
обоснование
проекта
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
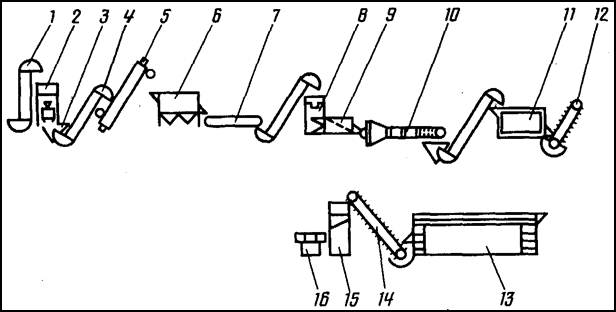
Механизм продольной резки
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
2.3.2. Механизм продольной резки.
Одним из важнейших узлов станка является механизм продольной резки. Если этот механизм обеспечивает ровный и гладкий рез, то рулоны легко разделяются; кроме того, уменьшается пыление бумаги при печатании.
На продольно-резательных станках применяют два метода резки: по принципу ножниц и под давлением. При резке по принципу ножниц (рис. 2.3.4) бумага проходит между режущими кромками двух ножей: чашечного и дискового. Чашечные ножи насажены на вращающемся валу. На широких станках этот вал имеет дополнительную опору посередине для уменьшения его прогиба. На трубе, установленной поперек станка, имеются рычаги для укрепления осей, на которых вращаются дисковые ножи.
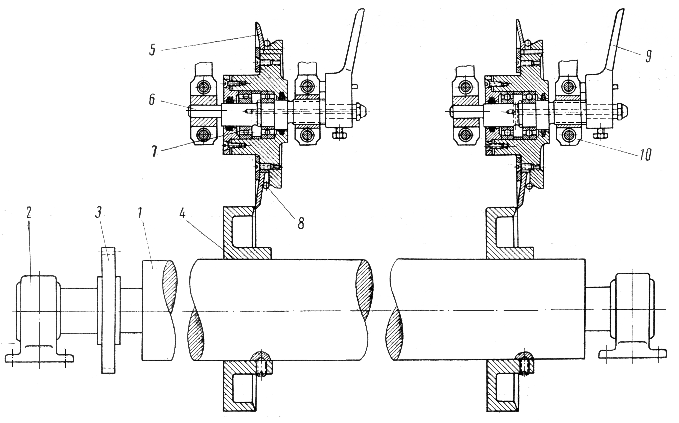
Рис. 2.3.4 Резка по принципу ножниц:
1 – вал нижних ножей; 2 – подшипники вала; 3 – шестерня для привода вала; 4 – нижний чашечный нож; 5 – верхний нож; 6 – эксцентричная ось дискового ножа; 7 – подшипники верхнего ножа; 8 – спиральная пружина для прижима ножа; 9 – рукоятка для выключения верхнего ножа; 10 – кронштейн верхних ножей.
Они
прижимаются
к чашечным
ножам при помощи
пружин и приводятся
во вращение
трением. Ножи
соответственно
необходимого
формату (длине)
рулона устанавливают
с точностью
до ![]() перемещением
чашечных ножей
по валу и дисковых
– по трубе. Число
устанавливаемых
ножей (4-8) зависит
от заданной
длины рулонов.
На станках с
верхней заправкой
вал чашечных
ножей приводится
во вращение
ременной или
цепной передачей
от прижимного
вала, лежащего
на рулоне, а на
станках с нижней
заправкой –
от несущих
валов или от
ближайщего
бумаговедущего
валика. Для
получения более
чистого и гладкого
реза скорость
ножей должна
быть на 10-20% выше
скорости движения
бумаги.
перемещением
чашечных ножей
по валу и дисковых
– по трубе. Число
устанавливаемых
ножей (4-8) зависит
от заданной
длины рулонов.
На станках с
верхней заправкой
вал чашечных
ножей приводится
во вращение
ременной или
цепной передачей
от прижимного
вала, лежащего
на рулоне, а на
станках с нижней
заправкой –
от несущих
валов или от
ближайщего
бумаговедущего
валика. Для
получения более
чистого и гладкого
реза скорость
ножей должна
быть на 10-20% выше
скорости движения
бумаги.
При резке по методу давления (рис. 2.3.5) бумажное полотно охватывает нижний ножевой вал, к которому верхние дисковые ножи прижимаются пружинами или пневматическим устройством.
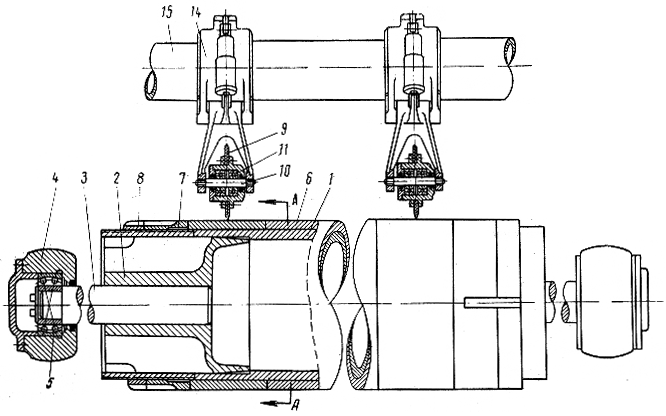
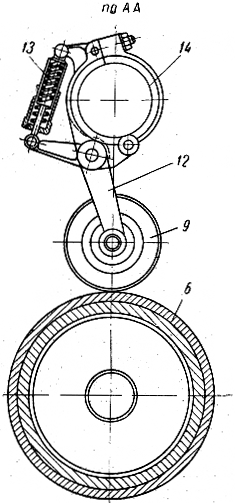
Рис. 2.3.5. Резка давлением:
1 – труба ножевого вала; 2 – патрон; 3 – цапфа; 4 – корпус подшипника; 5 – подшипник; 6 – ножевое кольцо; 7 и 8 – гайка и контргайка ножевого вала; 9 – верхний дисковый нож; 10 – ось верхнего ножа; 11 – подшипники верхнего ножа; 12 – рычаг верхнего ножа; 13 – пружина для прижима ножа; 14 – кронштейн верхних ножей; 15 – труба для установки кронштейнов
Ножевой вал – трубчатый, на него надеты стальные закаленные кольца высокой твердости. На станках с верхней заправкой ножевой вал, одновременно являющийся и прижимным, лежит на рулоне, приводящем его во вращение. На станках с нижней заправкой ножевой вал приводится во вращение от несущего вала, иногда для привода ножевого вала устанавливают отдельный электродвигатель.
Метод резки по принципу ножниц, обеспечивающий более чистый и гладкий рез и большую износоустойчивость ножей, распространен больше, чем метод резки давлением. При резке методом давления затруднен подбор соотношения величин твердости колец и дисковых ножей. Если твердость колец выше твердости ножей, последние затупляются. При обратном соотношении величин твердости на кольцах образуются риски.
Чашечные и дисковые нож изготовляют из хромоникелевой стали, обладающей высокой износоустойчивостью. Твердость чашечных ножей по Роквеллу Rc = 58 60, дисковых Rc = 53 55. При резке бумаги без наполнителя ножи затачивают через 4 – 8 месяцев. При наличии в бумаге наполнителей срок службы ножей сокращается более чем вдвое.
Компоновка станка в значительной степени зависит от принятого метода резки. При резке по принципу ножниц бумага не может охватывать ножевой вал, на котором в отдельных местах расположены чашечные ножи. В этом случае независимо от вида заправки (верхней или нижней) необходимо, чтобы бумажное полотно при разрезании находилось в натянутом состоянии на прямом участке. Что достигается установкой двух валиков: бумаговедущего – до ножей, и прижимного – после них (на станке с верхней заправкой) или двух бумаговедущих валиков (на станке с нижней заправкой).
При резке по методу давления бумага может охватывать нижний ножевой вал, на котором по всей его длине надеты кольца. В этом случае количество бумаговедущих валиков уменьшается на один или два. Преимущества ножевого вала особенно заметны на станках с верхней заправкой, где механизм продольной резки расположен над наматываемым рулоном и перемещается кверху по мере увеличения диаметра рулона. При резке по методу ножниц бумаговедущий и прижимной валы увеличивают размеры и вес перемещающихся узлов. Ножевой вал на станках с верхней заправкой осуществляет и функцию прижимного, вследствие чего число валов уменьшается и упрощается компоновка станка.
Для использования при компоновке станка преимуществ резки по методу ножниц и ножевого вала создана конструкция ножевого вала, на кольцах которого имеется семь - восемь ножевых канавок (рис. 2.3.6) (при наличии семи-восьми ножевых канавок, используе -
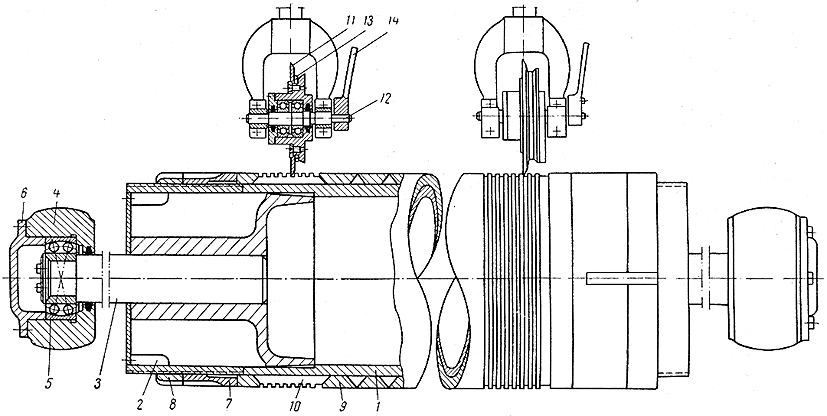
Рис. 2.3.6 Ножевой вал:
1 – труба ножевого вала; 2 – патрон; 3 – цапфа; 4 – корпус подшипника; 5 – подшипник качения; 6 – крышка подшипника; 7 и 8 – затяжная гайка и контргайка ножевого вала; 9 – сплошное кольцо; 10 – разъемное ножевое кольцо; 11 – верхний дисковый нож; 12 – ось дискового ножа; 13 – спиральная пружина для прижима ножа; 14 – рукоятка для выключения верхнего ножа
мых поочередно, ножевые кольца можно шлифовать значительно реже, чем при обычных ножах). Верхний дисковый нож соприкасается с режущей поверхностью ножевой канавки. Кольца с ножевыми канавками (ножевые кольца) могут быть сплошными или разъемными. Разъемные ножевые кольца заканчиваются коническими или цилиндрическими хвостовиками, входящими в выточки сплошных колец. Всю систему разъемных ножевых и сплошных колец закрепляют на валу при помощи затяжных гаек. При изменении формата бумаги затяжные гайки отвинчивают на двойную длину хвостовика, снимают разъемные ножевые кольца, сдвигают сплошные кольца и устанавливают ножевые кольца в необходимых местах по длине вала. Однако изготовление и шлифовка разъемных ножевых колец весьма сложны. Поэтому часто их делают сплошными, а промежуточные кольца – разъемными.
На новых продольно – резательных станках сплошные ножевые кольца закрепляют при помощи шпонок, перемещающихся под давлением пневматических шлангов (рис. 2.3.7)
Ножевые кольца установлены по всей длине вала. Зазор между кольцами равен 8 – 10 мм. Так как на кольцах имеется семь – восемь ножевых канавок, то при смещении колец на величину зазора можно разрезать полотно бумаги на рулоны нужной ширины.
При разрезании пухлой бумаги малого объемного веса на станках с верхней заправкой канавки ножевого вала, опирающегося на наматываемый рулон, оставляют на бумаге отпечатки. Поэтому для такой бумаги устанавливают отдельный прижимной вал, от которого приводится во вращение ножевой вал при помощи клиноременной передачи.
Механизм продольной резки располагают как можно ближе к наматываемому рулону. Этим избегается возможное боковое смещение разрезаемых полос бумаги при их движении. При смещении полос кромки полотен бумаги нахлестываются друг на друга, что затрудняет разделение рулонов. Иногда во избежание указанного смещения полос перед наматываемым рулоном устанавливают разделители (тонкие пластинки) или сферические наконечники, которые способствуют лучшему разделению рулонов.
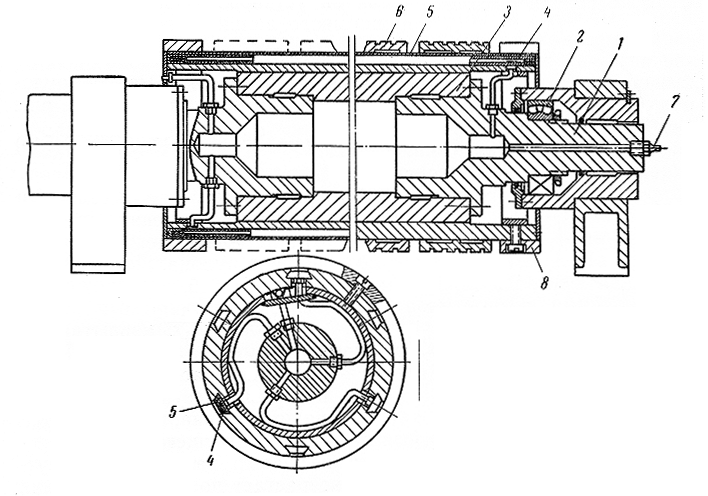
Рис. 2.3.7 Ножевой вал с пневматическим закреплением новых колец:
1 – цапфа; 2 – подшипники; 3 – труба вала; 4 – пневматический шланг; 5 – шпонка; 6 – сплошное ножевое кольцо; 7 – ниппель для подачи воздуха; 8 – концевые втулки
Усилие резания для бумаги весом 50 – 60 г/м2 не превышает 0,98 – 2,94 Н на один рез. Мощность, потребная для резания бумаги, очень мала и ее при расчетах пренебрегают.
Обрезанные кромки бумажного полотна удаляются специальным вентилятором, внутри которого имеется диск, разрывающий кромки. Вентилятор направляет кромки по трубопроводам в размольный агрегат.
Похожие работы
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев