Технико-экономическое
обоснование
проекта
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
Механизм регулирования давления между рулоном и несущими валами
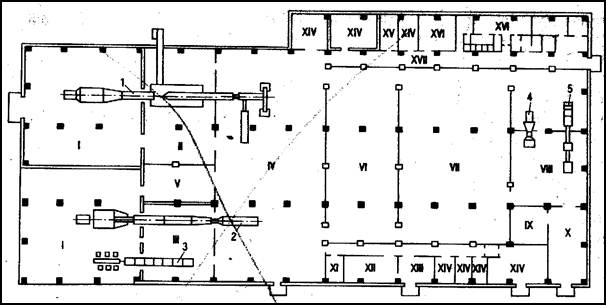
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
4.5. Механизм регулирования давления между рулоном и несущими валами
Плотная намотка бумаги на продольно-резательном станке достигается путем прижима наматываемого рулона к несущим валам. Для этой цели служит прижимный валик, устанавливаемый над наматываемым рулоном. Схема сил, действующих на рулон и несущие валы, показана на рис. 4.5.1.
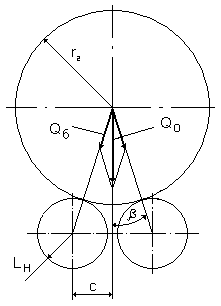
Рис. 4.5.1. Схема нагрузок на несущие валы
Общая вертикальная нагрузка Qo на несущие валы складывается из веса намотанной бумаги Qб, веса намоточного вала (если он установлен) Qн и давления Qп прижимного вала на рулон
![]()
Линейное давление между рулоном и несущими валами равно:
![]()
где - угол между вертикалью и линией соединения центров рулона и несущего вала.
В свою очередь, угол определяется выражением:
![]()
где с – половина расстояния между центрами несущих валов, м
rр и rн – соответственно радиусы рулона и несущих валов, м
![]()
Установлено, что достаточная плотность намотки достигается при qн (34)103 Н/м. С таким давлением прижимается прижимной валик в начале намотки бумаги. По мере увеличения радиуса рулона его вес возрастает, и чтобы сохранить линейное давление рулона на несущие валы постоянным, прижимный валик вывешивают с помощью специальных механизмов вывешивания. При достижении qн = (34)103 Н/м его выводят из контакта с рулоном, и далее плотность намотки обеспечивается действием веса рулона на несущие валы. Для автоматизации процесса вывешивания прижимного вала на современных ПРС устанавливают программные регуляторы давления.
Вопросы на защите:
при увеличении производительности КДМ и невозможности увеличивать скорость станка – установка второго п-р. станка
почему выбраны рифленые несущие валы а невалы с напылением - рифленые несущие валы досих пор остаются актуальными для картона
Чем регулируется (обеспечивается) плотность намотки – натяжением полотна, наличием прижимного вала, разным соотношением скоростей несущих валов, скорость второго по ходу несущего вала на 1-2% выше чем первого
Кол-во тамбурных валов – 10 штук
Марки сталей несущих валов Ст50 или30Х
Для чего служит тормозной генератор – для обеспечения постоянного натяжения полотна
Материал ножей – ШХ15 с твердостью 60-65 по Бринелю
что такое металл – материал с металлической связью между атомами, при увеличении температуры материала увеличивается электрическое сопротивление
Для чего служат несущие валы – для поддержания наматываемого рулона и придания ему вращательного движения
Для чего на несущем валу присутствуют спиральные канавки, правые на одной половине и левые на другой – для увеличения коэф. трения между несущими валами и наматываемым рулоном, уменьшения шума при работе станка, удаления воздуха из промежутка между валами и рулоном, для расправления бум. полотна
За счет чего уменьшилось вспомогательное время – за счет самозатачивающихся и самоустанавливающихся ножей.
Для чего нужен бумаговедущий вал - для расправления бум. полотна
еще был вопрос по безопасности объекта но я его не помню точно, вроде как о защите от движущихся частей, отвечал что-то про блокираторы.
За новыми схемами станков и более свежей информацией по ним, а также за помощью по диплому, обращайтесь в ЦНИИ БумМаш, там всегда помогут, в отличие от руководителей проектов, в БумМаше можно чертить если хорошо попросить (знал бы я это в период дипломного проектирования)
Вашему вниманию предложен проект продольно-резательного станка производительностью 350 т/сутки.
В настоящее время, несмотря на то, что наблюдается некоторое вытеснение упаковочных картонов полимерными материалами, в некоторых сегментах рынка картоны по-прежнему остаются незаменимыми, в силу своих преимуществ, таких как, возможность декорирования и конструирования, небольшой вес, прочность. Картоны сравнительно недороги, а главное, универсальны.
Картонная тара – остается одним из стабильно растущих сегментов на рынке упаковки, что подразумевает многообразие различных ее видов, начиная c индивидуальной (коробки для шоколадных конфет, печенья, пачки сигарет) и заканчивая транспортной упаковкой (картонные коробки и ящики). Сегодня, большое внимание уделяется не только качеству товара, но и качеству его упаковки, ее дизайну, эргономичности, экологической чистоте и информативности, и поэтому спрос на качественную потребительскую и транспортную картонную тару среди отечественных производителей растет. Тем более что картон и бумага являются наиболее распространенными упаковочными материалами, как в нашей стране, так и во многих европейских странах.
Можно прогнозировать дальнейшее динамичное развитие целлюлозно-бумажной отрасли в целом и сектора картонной тары в частности. А как следствие увеличения сегмента рынка картонной тары можно ожидать повышение рентабельности предприятий, работающих в этом направлении, и их инвестиционной привлекательности.
Сырьем для изготовления картона является беленая целлюлоза, макулатура или другие волокнистые полуфабрикаты, процентное соотношение для сырья может быть различным, в зависимости от марки изготовляемого картона.
Картон хром – эрзац макулатурный изготавливается следующих марок:
МО – мелованный для офсетного и типоофсетного способов печати.
МГ – мелованный для глубокого способа печати.
Н – не мелованный для офсетного, типоофсетного и высокого способов печати.
Картон изготовляется в рулонах, в листах, в бобинах, в коробках или пачках правильной геометрической формы, в зависимости от дальнейшего применения. Размеры по ширине и диаметру рулонов и бобин и форматы листового картона устанавливаются по согласованию с заказчиком.
Картон должен вырабатываться с обрезанными кромками, которые должны быть ровными и чистыми. Число обрывов должно быть минимальным и не превышать установленных норм.
Эти требования обеспечиваться спроектированным продольно-резательным станком.
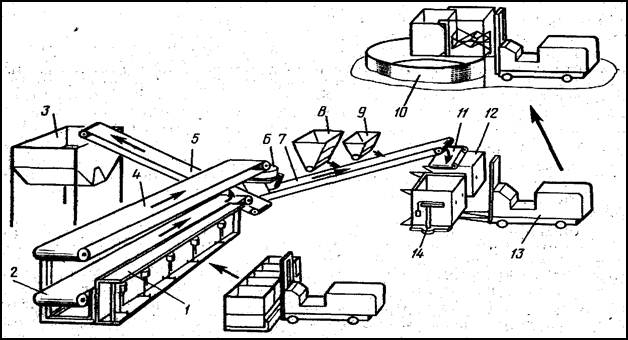
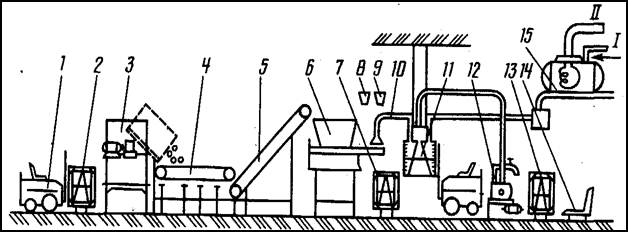
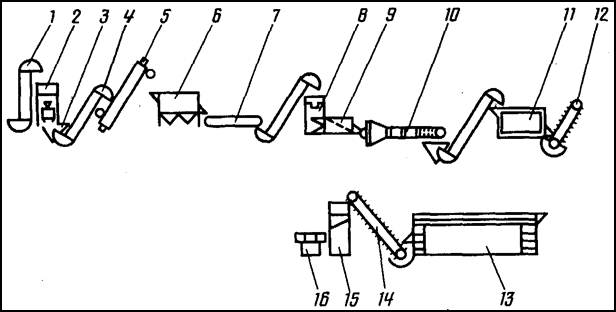
Разработанный станок состоит из следующих основных частей:
накопитель, обеспечивающий бесперебойную работу станка
раскат, где происходит размотка рулона
бумаговедущего вала
механизма продольной резки (закаленные ножи, сталь ШХ15 с твердостью по Бринелю 60-65 единиц)
рифленых несущих валов (марка стали Ст50)
заправочного транспортера
прижимного вала
рулоно-выталкивающего устройства
приемного стола
В процессе проектирования были произведены:
Технологические расчеты, в результате которых определена необходимая минимальная скорость станка, равная 945 м/мин
Конструктивные расчеты, в результате которых определены:
мощность потребляемая станком, равная 148 кВт,
параметры механизма торможения раската,
параметры несуших валов и их подшипников,
параметры тамбурного вала с проверкой его на критическую скорость, прочность и жесткость,
выталкивающего вала с проверкой на прочность,
расчет гидроцилиндров спускного устройства.
Разработана схема регулирования плотности намотки рулона, которая предусматривает автоматический прижим прижимного вала (усилие прижима вала к рулону находится в функции от диаметра наматываемого рулона)
Был проведен анализ условий труда и разработаны мероприятия по безопасности объекта, такие как:
защита от движущихся частей, шума, и вибрации
меры противопожарной безопасности
меры по электрической безопасности станка
меры по освещению производственного участка
меры по оздоровлению воздушной среды, в рамках которого был произведен расчет пневмотранспорта отходов из участка продольной резки полотна.
5. В результате проведенных расчетов был достигнут экономический эффект равный 201 тыс. руб. в год,
Эффект был достигнут за счет установки в механизме продольной резки самозатачивающихся и самоустанавливающихся ножей, а также за счет уменьшения вспомогательного времени за счет автоматизации заправки по
Похожие работы
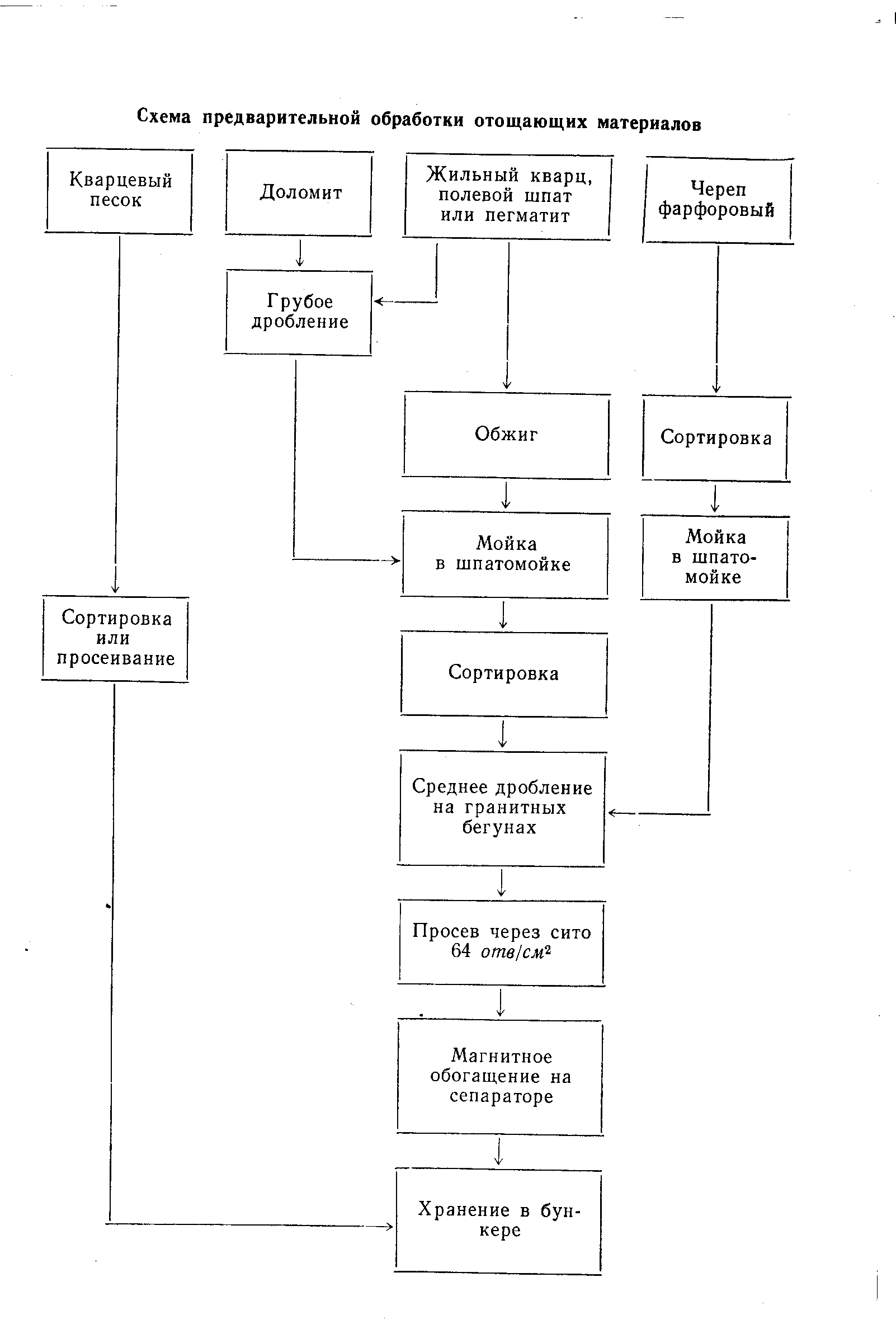
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев