Технико-экономическое
обоснование
проекта
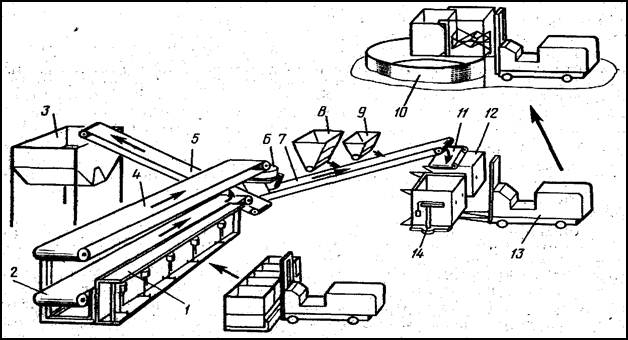
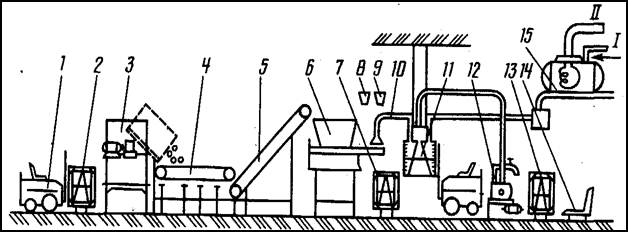
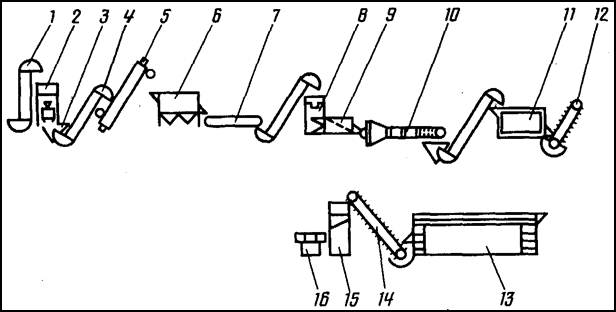
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
Расчет тамбурного вала на прочность
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
4.6.3. Расчет тамбурного вала на прочность
Расчет ведем из условия прочности:
![]()
где Мизг – изгибающий момент в опасном сечении,
W – момент сопротивления поперечного сечения вала,
![]()
где Qo – общая нагрузка на вал
![]()
где Gв – вес вала,
Gр – вес рулона,
![]()
b – длина рабочей части вала,
l – расстояние между осями подшипников,
![]()
![]()
где D – наружный диаметр вала, м
d – внутренний диаметр вала, м
![]()
![]()
Допускаемое напряжение изгиба [-1] для стальных труб не должно превышать 150160 МПа
=55.83 МПа < [-1]=150 МПа
Условие выполняется!
4.7. Расчет выталкивающего вала
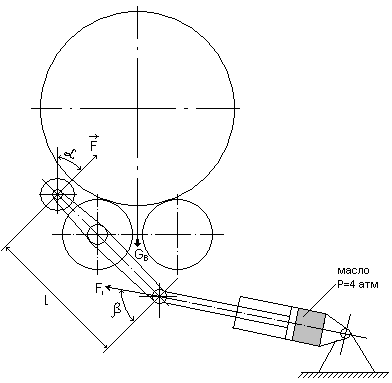
Рис. 4.7.1. Схема выталкивающего вала
![]()
где Gp – вес рулона, Н
– угол между силами
![]()
![]()
где S – площадь поршня
Р – давление в цилиндре
L – длина рычага
![]()
![]()
где D – диаметр поршня цилиндра, равный:
![]()
![]()
Т. к. гидроцилиндров у механизма выталкивания два, то диаметр будет равен 268 мм
4.7.1. Расчет выталкивающего вала на прочность
Расчет ведем из условия прочности:
![]()
где Мизг – изгибающий момент в опасном сечении,
W – момент сопротивления поперечного сечения вала,
![]()
где Gв – вес вала, Н
q – распределенная нагрузка,
![]()
l – рабочая длина выталкивающего вала,
![]()
![]()
где D – наружный диаметр вала, м
d – внутренний диаметр вала, м
![]()
![]()
Допускаемое напряжение изгиба [-1] для стальных труб не должно превышать 150160 МПа
=50.2 МПа < [-1]=150 МПа
Условие выполняется!
4.8. Расчет гидроцилиндров спускного устройства
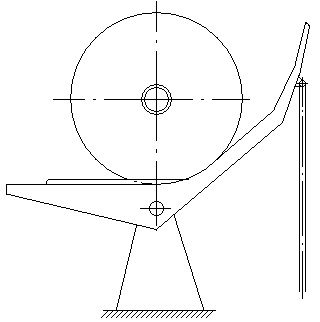
Рис. 4.8.1. Схема спускного устройства
![]()
где р – давление в гидроцилиндре,
F – площадь поршня гидроцилиндра
![]()
где Gр – вес рулона, Н
Gc.у. – вес спускного устройства,
Т. к. спускное устройство имеет два гидроцилиндра, диаметр каждого будет равен 195 мм.
5. Автоматизация
5.1. Регулирование плотности намотки рулонов
Для обеспечения качественной плотности намотки рулонов на продольно – резательном станке применяется прижимной вал, который обеспечивает необходимое усилие прижима наматываемого рулона картона к несущим валам, тем самым обеспечивая постоянное линейное давление и сцепление несущих валов с наматываемым рулоном.
В начальный момент работы требуемое линейное давление между рулоном и несущим валом обеспечивается за счет прижима прижимного вала. По мере роста диаметра наматываемого рулона усилие прижима прижимного вала уменьшается пропорционально росту массы наматываемого рулона. В момент, когда необходимое линейное давление будет обеспечиваться весом намотанного рулона, возникает необходимость вывешивания прижимного вала.
Пневматические цилиндры установленные с обоих концов прижимного вала позволяют поддерживать постоянным линейное давление между рулоном и прижимным валом при различной толщине бумажного полотна с правого и левого края.
Воздух (рис. 5.1.1.) из магистрали поступает в штоковые полости цилиндров через регуляторы давления 2РД и 3РД, настраиваемые вручную независимо друг от друга для лицевой и приводной сторон. Контроль давления сжатого воздуха после регуляторов 2РД и 3РД производится по манометрам 2М и 3М, установленными как и регуляторы на пульте.
Перемещение механизма прижимного вала осуществляется пневмоцилиндрами двухстороннего действия, расположеннымми с лицевой и приводной стороны. При подъеме прижимного вала включается электромагнит воздухораспределителя 10ВРЭ, сжатый воздух через регулятор 8РД и воздухораспределитель поступает в штоковые полости цилиндров, при этом воздух из поршневых полостей сбрасывается в атмосферу через вентиль 2В9 и воздухораспределитель 9ВРЭ.
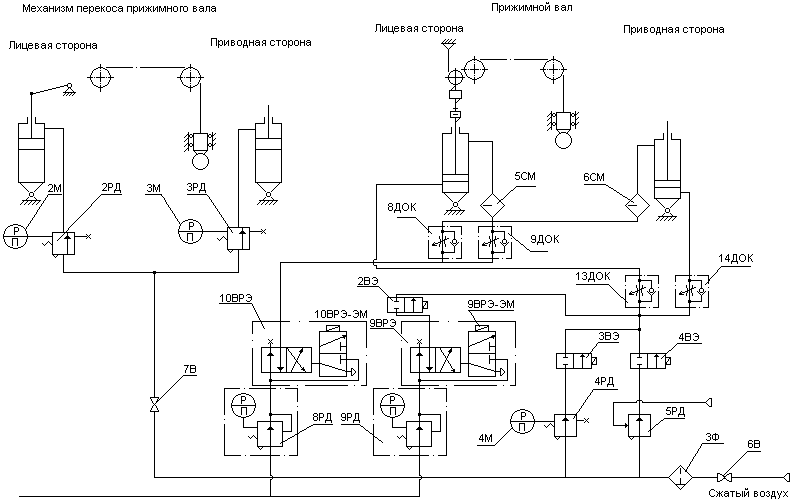
Рис. 5.1.1. Схема пневматическая принципиальная регулирования плотности намотки рулонов
При опускании прижимного вала включаются электромагниты вентиля 2ВЭ и воздухораспределителя 9ВРЭ, сжатый воздух поступает в поршневые полости пневмоцилиндров, а штоковые – соединяются с атмосферой через воздухораспределитель 10ВРЭ.
При ручном режиме работы прижим вала осуществляется регулятором давления 4РД, установленным на пульте и настраиваемым вручную по манометру 4М. При этом включается электромагнит вентиля 2ВЭ, воздух поступает в поршневые полости, а из штоковых полостей воздух через воздухораспределитель 10ВРЭ стравливается в атмосферу.
Дроссели 8ДОК, 9ДОК, 13ДОК и 14ДОК позволяют регулировать скорость подъема и опускания вала.
Для останова прижимного вала в режиме подъема или опускания в любом промежуточном положении и при необходимости снятия прижима необходимо обесточить все электромагниты.
Возможные режимы работы прижимного вала
табл. 5.1.1
| Наименование механизма | Режим работы | Электромагниты | ||||
| 2ВЭ | 10ВРЭ | 9ВРЭ | 4ВЭ | 3ВЭ | ||
| Прижимной вал | Снять прижим | - | - | - | - | - |
| Поднять | - | + | - | - | - | |
| Опустить | + | - | + | - | - | |
| Прижим автомат | + | - | - | + | - | |
| Прижим ручной | + | - | - | - | + | |
Похожие работы
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев