Технико-экономическое
обоснование
проекта
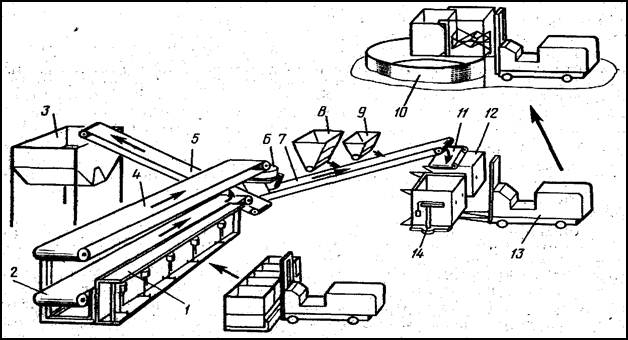
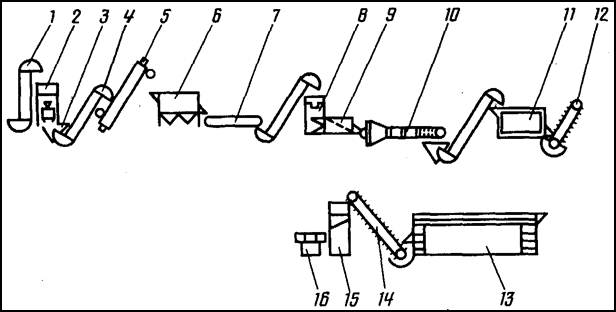
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
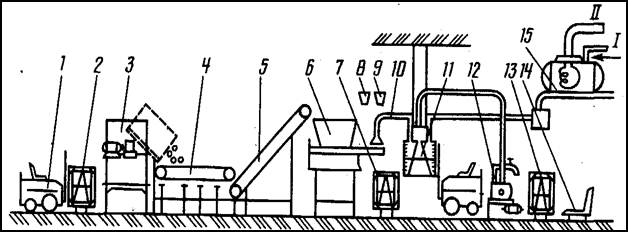
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
Перечень используемой литературы
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
8. Перечень используемой литературы
Бумагоделательные и отделочные машины, изд. 3-е, испр. и доп. Эйдлин И. Я. Изд-во «Лесная промышленность», Москва, 1970 г., 623 с.
Технологический расчет процессов обезвоживания на сеточной части бумагоделательных машин с использованием ЭВМ. Методические указания к курсовому и дипломному проектированию. Под ред. проф. И. Д. Кугушева. Сост. А. Е. Слуцкий, А. П. Спирин, Ю. Н. Швецов; ЛТИ ЦБП, Л., 1988. 27 с
Расчет основных конструктивных и технологических параметров продольно-резательных станков. Методические указания по выполнению самостоятельной работы. Третьяков С.Ю., Калугин Ю.К., Ленинград, 1990. 14 с.
Справочник механика целлюлозно-бумажного предприятия. Пожитков В. И., Калинин М. И., Старец И. С. и др.; Под ред. канд. техн. Наук М. И. Калинина. – М.: Лесная пром-сть, 1983 г., 415 с
Журнал «Бумага и жизнь» № 3, 2002 г. изд. «Украина»
Эксплуатация и ремонт бумагоделательных машин. С. С. Киселев, М. ГосЛесБум. 1973 г, 320 с
Валы бумагоделательных и отделочных машин. Эйдлин И. Я., М. ГосЛесБум. 1961 г, 590 с
Раздел «Охрана труда» в дипломных проектах студентов механического факультета. Методические указания. Сост.: Якимов В. И. – Л; ЛТИЦБП, 1985 г. 18 с
ГОСТ 7933-75 «Картон коробочный»
Методические указания для выполнения контрольных работ по курсу «Вентиляция и кондиционирование воздуха целлюлозно – бумажных предприятий». Сост.: Наместников И. В., Якимов В. И. – Л; ЛТИЦБП, 1975 г. 46 с
Дипломное проектирование. Методические указания. Порядок изложения и построения пояснительной записки. Сост.: Кугушев И. Д., Калугин Ю. К. – Л; ЛТИЦБП, 1986 г. 24 с
Автоматика и автоматизация производственных процессов целлюлозно – бумажных производств, Буйлов Г. П., Дронин В. А., Серебряков Н. Г. , М; Экология 1995 г, 320 с
Дипломное проектирование, часть II. Порядок оформления графической части (методические указания). Сост.: Кугушев И. Д., Калугин Ю. К. – Л; ЛТИЦБП, 1986 г. 32 с
Обоснование типажа ПРС машин. Каупельсон Г. Н. – Л; ЛТИЦБП, 1965 г. 260 с
Методы повышения работоспособности резательных аппаратов. Кисилев С. С. М; Лесная промышленность, 1968 г., 280 с
Оборудование ЦБП. Чичаев В. А.; М; Лесная промышленность, 1981 г., 330 с
Экономическое обоснование организации ремонта и модернизации с использованием сетевых моделей. Терешкина Т. Р., Коваленко Ю. К., Лапин Ю. И. –СПб; СПбГТУРП, 1993 г.,32 с
Overview скорость
скорость2
тормоз
экономика
| 343.97 | длина нам бумаги, м | |||
| вес рулона, кг | ||||
| толщ. бум. полот, м | 0.01 | 8776.61 | ||
| наружн.диаметр рул D, м | 2.2 | чертеж | ||
| диам тамб вала,D, м | 0.15 | Калинин 53 стр | ||
| скорость БДМ по приводу, м/мин | 450 | 508.3 | скорость ПРС м/мин | |
| коэф запаса >1 | 1.15 | |||
| t всп, вспомог. время 6-8 мин | 7 | |||
| произв. Картона кг/сут | 350000 | 210.97 | рабочая скорость машины, м/мин | |
| масса картона г/м2 | 350 | |||
| ширина полотна на накате, м | 4.2 | 200.42 | скорость сеточной части, м/мин | |
| к1 22,5 - 23 | 22.5 | |||
| к2 0,95 -0,98 | 0.95 | 240.5 | скорость БДМ по приводу, м/мин | |
| к3 0,88 - 0,98 | 0.88 | принимаем 450 м/мин | ||
| метода 9-12 |
| 242.6 | критич скор. м/с | 108.5 | допуск скор намат м/с | ||
| разрывн длин картона в прод напр, м | 6000 | 0.000265 | критич. углов скор, с-1 | ||
| ускорение силы тяж, м/с2 | 9.81 | ||||
| радиус рулона. М | 2.2 | 139326293.8 | статич прогиб рул, м | ||
| вес тамбурного вала, кг | 150 | ||||
| вес рулона бумги, кг | 8777 | 10000 | |||
| расст меж центр подшип там вал, м | 4.6 | ||||
| ширина бумажного полотна, м | 4.2 | ||||
| Ес - модуль объемной упруг стали, МПа | 2.1 | ||||
| Ic -момент инерц поп сеч стальн там вал, м4 | 50 | ||||
| Еб-мод прод упруг намот рул 600-1000 МПа | 600 | ||||
| мом инерц поп сеч намот рул, м4 | 45.6 | ||||
| жестк сечения цапфы тамб валика | 30 | ||||
| длина цапфы (раст от цент подш до р ч в), м | 0.2 | ||||
| плотность намотан бумаги 550-650 кг/м3 | 550 | ||||
| момент инерции рулона бумаги | 16770.6 | ||||
| толщина бумаги, б, м | 0 | метода |
| линейное натяжение, q, Н/м | 2100 |
| коэффициент | 0.1 |
| тормоз мом, Мт, Н м | 5292 |
| диам рул в момен обрыв, м | 1.2 |
| мощн тормож, Вт, Nт | 4483578.11 |
| торм. мом для ост., Мтор, Нм | 83378.789 |
| время тормож 2-5 сек | 3 |
| движущ момент, Мр, Нм | 393902589.61 |
| время разгона, tр, сек (30-60) | 30 |
| Механизм торможения ПРС |
| стоим базов станка | 24023550 | ||||
| стоим проект | 24002110 | изм затр на аморт | 0.01 | т.руб/т | |
| произв базов | 122500 | ||||
| произв проек | 122500 | ||||
| норма амортиз | 5.3 | ||||
| стоим вал баз ст | 118000 | изм затр на рем | |||
| стоим вал проек ст | 97600 |
Санкт-Петербургский Государственный Технологический Университет
Растительных Полимеров
Кафедра МАС
Отчет о преддипломной практике
На тему: Продольно-резательный станок производительностью 350 тонн в сутки коробочного картона
| Руководитель Третьяков С. Ю. | Студент 6 курса заочного отделения Завьялов А.В. шифр 971-429 |
Санкт-Петербург
2002 г.
Общие сведения о предприятии и выпускаемой продукции.
Санкт-Петербургский картоно – полиграфический комбинат находится в Гатчинском районе Ленинградской области в 30 км. от города Санкт-Петербурга и 1,5 км. от станции Антропшино на берегу реки Ижора.
Санкт-Петербургский картоно – полиграфический комбинат специализируется на выработке из макулатуры высококачественного картона хром-эрзац макулатурного (мелованного и немелованного) и заготовок картонных коробок с многокрасочной печатью.
В качестве сырья для изготовления продукции используется 80% макулатуры и 20% беленой целлюлозы.
Общая мощность картонного производства составляет 2000 тысяч тонн картона в год (без учета мелования).
Картоноделательные машины К-27 спроектированы ЦНИИ БумМашем с использованием проекта машин с вакуум - формующими цилиндрами типа «Сауч - формер» фирмы Эшер – Висс.
Изготовителем и поставщиком картоноделательных машин является завод тяжелого бумагоделательного машиностроения «ИжТяжБумМаш» с доукомплектованием по импорту следующих частей:
вакуум – формующей части со вспомогательным оборудованием;
прессовой части;
клеильного пресса (для КДМ №1)
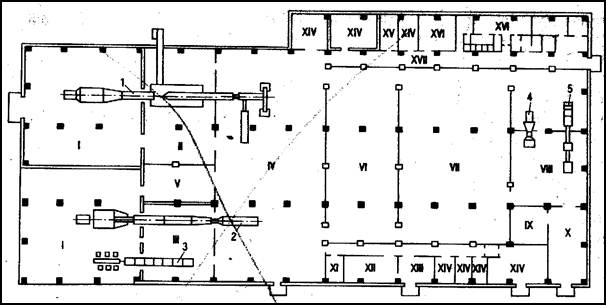
Основное технологическое оборудование размещено в двух производственных блоках № 1 и №2.
В состав блока №1 входят следующие производства:
Склад макулатуры, завод макулатурной массы мощностью 240 тысяч тонн массы в год, в составе отдела роспуска полуфабрикатов и отдела подготовки макулатурной массы.
Картоноделательный цех мощностью 200 тысяч тонн картона в год (без учета мелования)
В состав блока №2 входят следующие технологические производства:
склад готовой продукции;
главный материальный склад;
участок приготовления химикатов и мелованной пасты со складами химикатов;
цех переработки картона в составе участка листового картона мощностью 20,9 тысяч тонн в год товарного листового картона;
участок малоформатных рулонов мощностью 41,9 тысяч тонн в год;
участок склеенного картона мощностью 26,5 тысяч тонн в год;
производство заготовок коробок с многокрасочной печатью и складом заготовок коробок мощностью 50 тысяч тонн в год.
Водоснабжение комбината осуществляется в основном сточной водой БКФ «Коммунар», очищенной сточной водой после собственных очистных сооружений.
Год ввода картоно – полиграфического комбината в эксплуатацию – 1982 г.
Генеральный проектировщик. Проектировщик технологической и строительной части – Гипробум.
Разработчик технологического процесса – УкрНПОбумпром и фирма Эшер – Висс.
Похожие работы
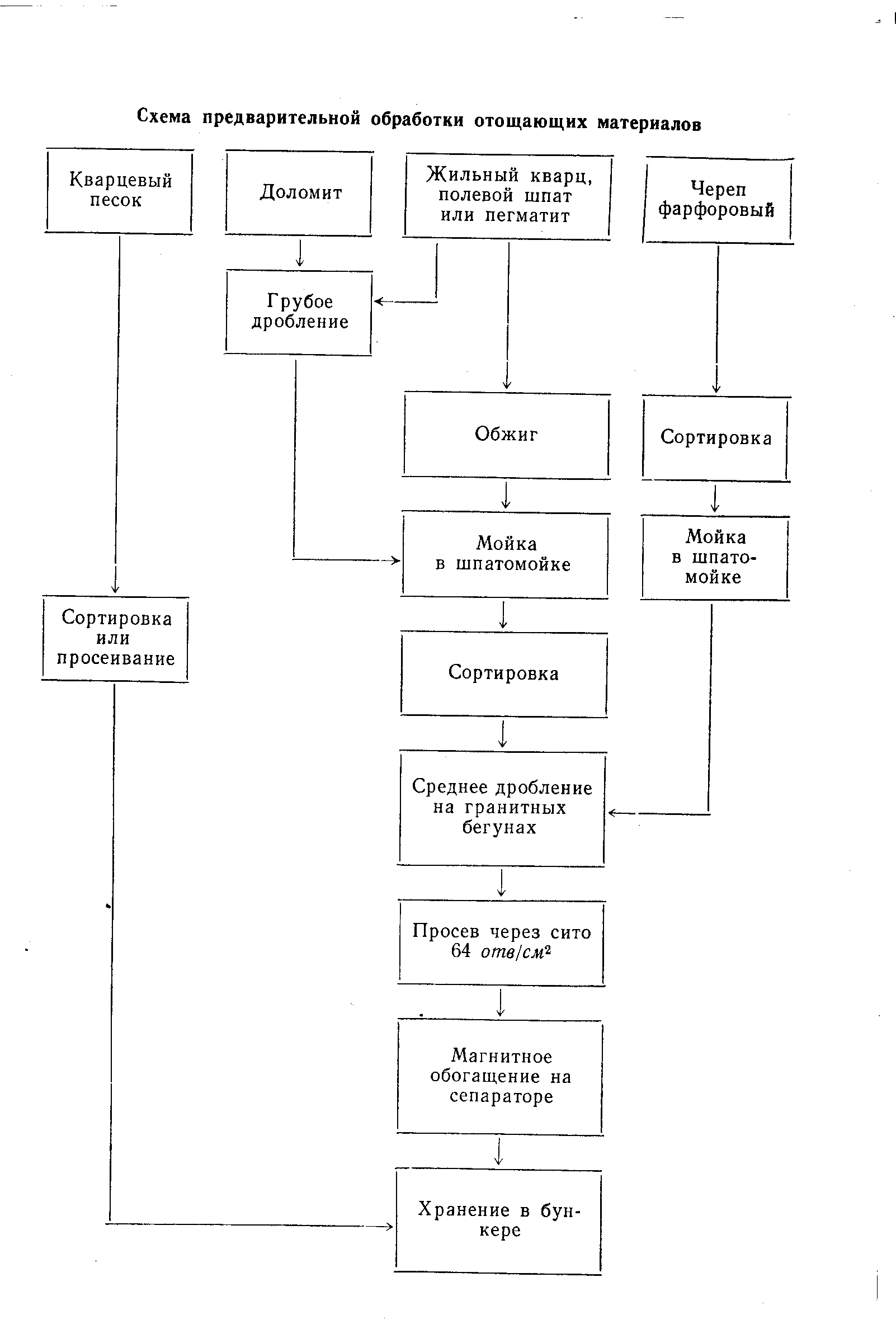
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев