Технико-экономическое
обоснование
проекта
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
Механизмы сталкивания и опускания рулона
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
2.3.6. Механизмы сталкивания и опускания рулона.
После намотки рулон необходимо столкнуть с несущих валов, опустить не пол и вытащить из него намоточный валик или деревянную скалку при бесштанговой намотке. Краном снимать рулон невозможно ввиду малого диаметра цапф намоточного валика и расположения над рулоном прижимного вала. Вместо применявшихся ранее на узких станках ручного сталкивателя рулонов на современных станках устанавливают механические или гидравлические сталкиватели.
Механизм сталкивания (рис. 2.3.11) на современных станках
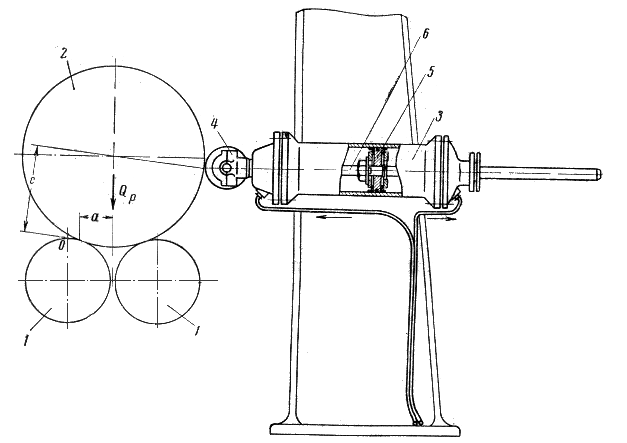
Рис. 2.3.11. Механизм сталкивателя рулона:
1 – несущие валы; 2 – наматываемый рулон; 3 – цилиндр; 4 – поперечный валик; 5 – поршень; 6 - шток
состоит из двух цилиндров, шарнирно закрепленных на станинах. Со штоками цилиндров связан валик. Расположенный поперек станка и упирающийся при сталкивании в рулоны бумаги.
Несколько наклонное расположение цилиндров уменьшает усилие сталкивания. Для станка шириной 4200 мм при диаметре цилиндра 100 мм необходимое давление воздуха в цилиндре не превышает 5 ати.
Наибольшее применение имеют два устройства для опускания рулонов: приемный стол и опускающиеся лапы.
Первое устройство (рис. 2.3.12) состоит из приемного стола, который поднимается штоком цилиндра. Воздух при подъеме стола

Рис. 2.3.12. Механизм опускания рулона (приемный стол поднимается штоком цилиндра):
1 – несущие валы; 2 – намотанный рулон; 3 – приемный стол; 4 – цилиндр; 5 – поршень; 6 – тяги, ограничивающие высоту подъема; 7 – выдвижная балка для перекатывания рулона.
подается во внутреннюю пустотелую часть поршня и через отверстия, имеющиеся в дне поршня, поступает в цилиндр. Опускается приемный стол под действием собственного веса и веса рулона бумаги. Воздух при этом вытесняется во внутреннюю пустотелую часть поршня, откуда по трубе выпускается через вентиль в атмосферу.
Второе устройство (рис. 2.3.13) состоит из лап, расположенных поперек станка на расстоянии 800 – 1000 мм друг от друга и закрепленных на сквозном поперечном валу. После окончания намотки лапы поднимаются, на них сталкивается рулон, затем, поворачиваясь, лапы опускают рулон на пол.
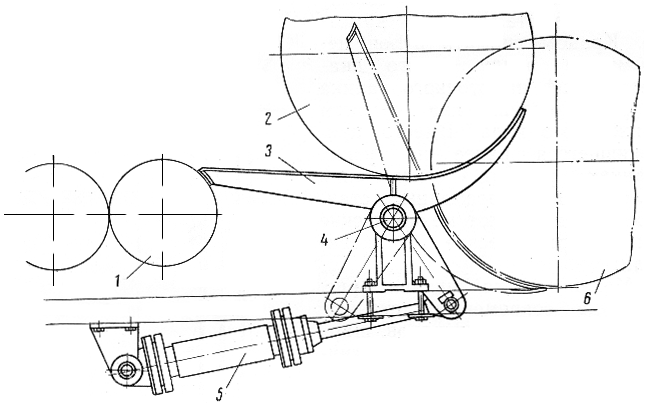
Рис. 2.3.13. Механизм опускания рулона:
1 – несущие валы; 2 – намотанный рулон; 3 – опускающиеся лапы; 4 – сквозной поперечный вал; 5 – гидравлический (пневматический) цилиндр; 6 – рулон, опущенный на пол
Сквозной вал поворачивается при помощи гидравлических (пневматических) цилиндров или от электродвигателя с червячными редукторами.
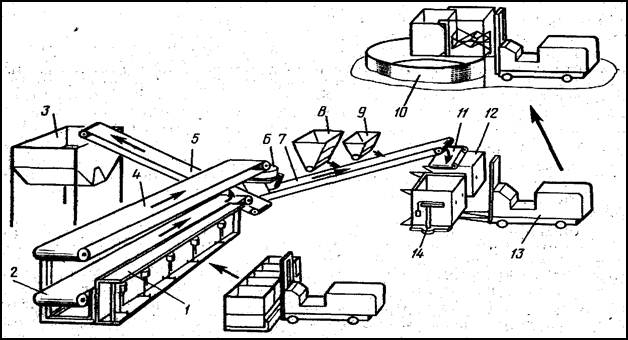
2.4. Схема и общее описание работы проектируемого станка
Для проектируемого станка выбираем следующую принципиальную схему (рис 2.4.1)
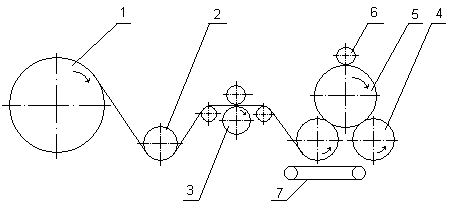
Рис. 2.4.1 Схема проектируемого продольно-резательного станка с нижней заправкой;
1- разматываемый рулон; 2 - бумаговедущий валик; 3 - механизм продольной резки; 4 - несущий вал; 5 - наматываемый рулон; 6 – прижимной вал; 7 – транспортер для заправки бумаги.
На продольно – резательном станке перематывается рулон картона, поступающий с наката картоноделательной машины. В процессе перемотки производится продольная резка на полосы стандартной ширины и намотка в рулоны требуемого диаметра.
Процесс переработки рулона на продольно – резательном станке состоит из целого ряда последовательно выполняемых операций. Рулон картона после снятия с наката картоноделательной машины, устанавливается в стойках раската. Корпуса подшипников тамбурного вала зажимаются рычагами с помощью пневмоцилиндров; тамбурный вал соединяется с генератором привода раската муфтой включения.
Разматываемое с тамбурного вала полотно картона огибает бумаговедущий вал, проходит по направляющему аппарату верхними и нижними ножами, огибает снизу несущий вал. При этом несущие валы и бумаговедущий вал работают на уровне заправочной скорости и крайние верхние ножи находятся в контакте с нижними. Резка осуществляется по принципу ножниц. Для облегчения процесса проводки бумажного полотна предусмотрен транспортер заправочной. После проводки полотна картона между несущими валами привод останавливают. На несущие валы укладывают гильзы, зажимают штоками кареток бесштанговой намотки и заправляют на них картон. Для расправления разрезаемого полотна перед несущими валами установлен расправочный вал. Необходимое линейное давление между рулоном и несущими валами в начальный период намотки создается прижимным валом. Чтобы линейное давление оставалось примерно постоянным, по мере увеличения диаметра рулона, прижимной вал вывешивается двумя пневмоцилиндрами. Для обеспечения безопасной работы на станке установлены ограждения. После заправки полотна гильзы поднимают ограждение, опускают прижимной вал, включают верхние ножи и вентилятор разрыватель. Станок включают для работы на заправочной скорости и, убедившись в нормальном ходе процесса перемотки, разгоняют до требуемого уровня рабочей скорости.
На заправочной скорости станок может работать при опущенном ограждении рулона. Переход на рабочую скорость и работа на рабочей скорости может происходить только при поднятом ограждении.
Станок по программе разгоняется, работает на заданном уровне рабочей скорости и, при достижении требуемого диаметра рулона или метража бумаги в рулоне, привод автоматически тормозится. Автоматическое управление отдельными механизмами станка осуществляется с помощью конечных выключателей, установленных на станке.
После полной остановки станка прижимной вал поднимается, разжимаются штоки кареток бесштанговой намотки, выключаются крайние верхние ножи, опускается ограждение и стол приемный. Готовые рулоны сталкиваются сталкивателем.
Для обеспечения бесперебойной работы станка устанавливается накопитель. На накопитель укладываются рулоны, снимаемые с наката машины.
Похожие работы
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев