Технико-экономическое
обоснование
проекта
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
Несущие валы
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
2.3.4. Несущие валы
Несущие валы продольно-резательных станков представляют собой чугунные или стальные трубы (рис. 2.3.8) диаметром 400-600 мм, в зависимости от ширины станка, и длиной на 150-200 мм больше ширины бумажного полотна, поступающего на продольно-резательный станок. Для облегчения уравновешивания валов трубы
внутри растачивают. Относительный прогиб рабочей части несущих валов не должен превышать 1/10 000 - 1/12 000. Расстояние между центрами несущих валов на 10-15 мм больше диаметра вала. При таком близком расстоянии бумажные (картонные гильзы), укладываемые на несущие валы, в начале намотки не заклиниваются.
На некоторых станках установлены рифленые валы. Иногда рифленым является только первый по ходу бумаги вал. Рифы представляют собой спиральные канавки – правые на одной половине вала по длине, и левые - на другой.
Рифы увеличивают коэффициент трения между рулоном и несущими валами и уменьшают шум при работе станка, а также способствуют удалению воздуха между рулоном и несущими валами.
Следует учесть, что при сталкивании намотанного рулона с продольно-резательного станка он опирается только на передний несущий вал. Это удваивает нагрузку на вал, но эта нагрузка является статической, так как при ее воздействии вал не вращается, поэтому допускаемые напряжения изгиба могут быть повышены.
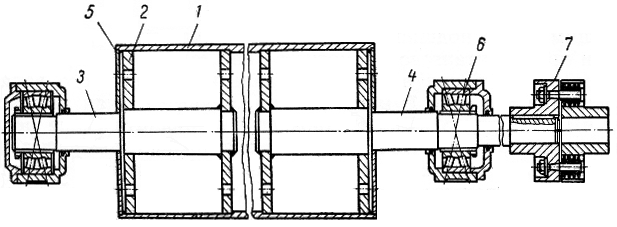
Рис. 2.3.8. Несущие валы:
1 – цилиндр; 2 – диск сварного патрона; 3 и 4 – цапфы с лицевой и приводной сторон; 5 – щиток; 6 – подшипник качения; 7 – эластичная муфта
2.3.5. Привод и потребляемая мощность
В продольно-резательных обычной (некомбинированной) намотки приводятся во вращение оба несущих вала. При скорости станков свыше 1000 м/мин привод имеет еще бумаговедущие прижимный и ножевой валы, что уменьшает напряжение в бумаге.
Во время работы станка тяговые усилия для вращения бумаговедущего и ножевого валов невелики, и если эти валы приводятся во вращение бумажным полотном, то дополнительное натяжение, возникающее в бумажном полотне, не превышает 0,0098 – 0,0196 кН/м на один валик. Кроме того, в этих условиях при переходе от заправочной к рабочей скорости в период разгона в полотне возникает добавочное динамическое натяжение.
Так как на продольно-резательном станке имеется несколько бумаговедущих валиков, суммарное динамическое натяжение может достигнуть 0,392 – 0,49 кН/м, что недопустимо. Этим и объясняется необходимость привода бумаговедущего и ножевого валов на быстроходных станках.
Для быстрого останова бумаговедущих валов при обрыве бумажного полотна на новых станках установлены механические тормоза с пневматическим управлением, расположенные внутри вала на приводной стороне.
Заправочная скорость продольно-резательных станков обычно равна 20-25 м/мин. Увеличение скорости упрощает электрическую схему привода, но затрудняет заправку. Предел регулирования рабочей скорости составляет 1:3 и 1:5. Переход с заправочной на рабочую скорость и повышение рабочей скорости должны быть плавными. В старых конструкциях от электродвигателя приводился во вращение один несущий вал, а второй – ременной передачей первого. Однако ввиду малого межцентрового расстояния условия работы ременной передачи неблагоприятны, поэтому второй несущий вал часто фактически приводился во вращение от рулона, а не от ременной передачи. Более совершенным является привод (рис. 2.3.9) при помощи
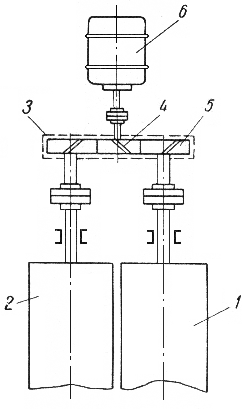
Рис. 2.3.9. Привод несущих валов от одного электродвигателя:
1 и 2 – первый и второй несущие валы; 3 – редуктор; 4 и 5 – ведущая и ведомая шестерни; 6 – электродвигатель
редуктора, приводная шестерня которого соединена одновременно с двумя зубчатыми колесами, надетыми на цапфы несущих валов.
Большая плотность намотки рулонов достигается при скорости второго по ходу бумаги несущего вала, несколько превышающей (на 1-2%) скорость первого несущего вала.
Н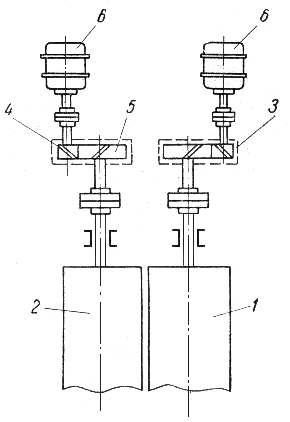 а
современных
станках соотношения
скоростей
несущих валов
регулируются
при помощи двух
электродвигателей
(рис. 2.3.10), установленных
по одному на
каждом несущем
валу.
а
современных
станках соотношения
скоростей
несущих валов
регулируются
при помощи двух
электродвигателей
(рис. 2.3.10), установленных
по одному на
каждом несущем
валу.
Рис. 2.3.10. Привод несущих валов двух электродвигателей:
1 и 2 – первый и второй несущие валы; 3 – редуктор; 4 и 5 – ведущая и ведомая шестерни; 6 – электродвигатель
Мощность между электродвигателями валов в этом случае распределяется неравномерно: двигатель второго несущего вала, имеющий большую скорость, потребляет и большую мощность.
Регулирование плотности намотки изменением соотношения скоростей наиболее эффективно на станках с нижней заправкой, когда угол охвата бумагой первого по ходу бумаги несущего вала составляет соответственно 1800 и 900, ввиду отсутствия скольжения между бумагой и первым несущим валом окружная скорость рулона в этом случае будет равна окружной скорости первого несущего вала. Более высокая скорость второго по ходу бумаги несущего вала увеличит при этом плотность намотки. На станках с верхней заправкой и на станках с нижней заправкой с малым углом охвата бумагой несущего вала окружная скорость рулона будет примерно равна полусумме окружных скоростей несущих валов. Тогда окружная скорость первого несущего вала будет меньше скорости рулона, а второго несущего вала – больше нее. В этом случае разная скорость несущих валов не окажет заметного влияния на плотность намотки.
Для быстрого останова станка на современных станках применяют электродинамическое торможение электродвигателей. Для возможности остановки наматываемого рулона в определенном положении соответственно месту склейки полотна бумаги устанавливается небольшой механический тормоз на одном из несущих валов.
Во многих случаях для отделочных машин целесообразна установка гидравлических или механических вариантов (редукторов с переменным передаточным числом). Стоимость вариаторов ниже стоимости электродвигателей постоянного тока с генераторами, а коэффициент полезного действия их выше и обслуживание проще.
Длина намотанной бумаги (в метрах) учитывается счетчиком метража, соединенным с несущим валом. При обрыве бумажного полотна электромагнитная муфта выключает счетчик. Импульсом для выключения служит изменение силы тока, потребляемого электродвигателем станка.
На преодоление трения в тормозе разматываемого рулона, т. е. на создание натяжения полотна бумаги, расходуется до 60-80% всей потребляемой станком мощности. Чем больше натяжение бумаги, тем больше доля мощности, расходуемой на натяжение, так как остальная потребляемая мощность почти не зависит от натяжения бумаги.
Мощность, потребляемую продольно-резательными станками, определяют методом тяговых усилий.
Похожие работы
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев