Технико-экономическое
обоснование
проекта
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
Схема пневматическая принципиальная
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
5.2. Схема пневматическая принципиальная
Схема (рис. 5.2.1.) предусматривает автоматический прижим прижимного вала (усилие прижима вала к рулону находится в функции от диаметра наматываемого рулона). На оси звездочки прижимного вала установлен сельсин - датчик, электрически связанный с сельсин - приемником, находящегося в пульте. Ось сельсин - приемника механически связана с осью пневматического преобразователя ПП, выдающего пневматический сигнал, пропорциональный углу поворота сельсин – приемника, т.е. перемещению прижимного вала. Выходной сигнал преобразователя поступает на выход пропорционального регулятора ПР. Выходной сигнал регулятора пропорционален разности давления входного сигнала и давления задания, настраиваемого задатчиком ЗУ. Сигнал от пропорционального регулятора ПР поступает на управляемую мембрану регулятора 5РД (см. рис 5.2.1), являющегося усилителем этого сигнала по давлению и по мощности. Сжатый воздух о регулятора 5РД при автоматическом режиме прижима прижимного вала через вентиль 4В9 (электромагнит включен) поступает в поршневые полости пневмоцилиндров, производя его прижим при намотке.
Регуляторы РДФ устанавливают давление питания (Рпит. = 1,4 + 10% кгс/см2) пропорционально регулятора и пневмопреобразователя.
С помощью задатчика ЗУ по манометру М, находящихся на пульте, устанавливают задание на регулятор, соответствующее необходимому прижиму.
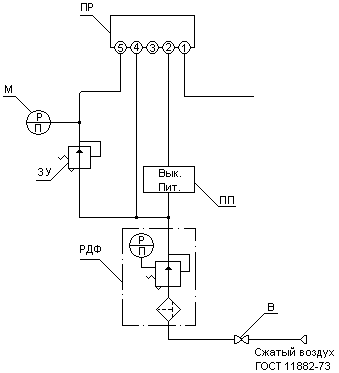
Рис. 5.2.1 Схема пневматическая принципиальная
5.3. Описание приборов используемых в схемах
2М … 4М – манометр показывающий общего назначения МОШ 1-100
2РД … 3РД – пневмоклапан П-КР12-12
6В, 7В – вентиль запорный муфтовый 15 НЖ 6бк
9ВРЭ, 10ВРЭ – пневмораспределитель В64-25М
9ВРЭ-ЭМ, 10ВРЭ-ЭМ – электромагнит
8РД, 9РД – пневмоклапан П-КР 25-11
2ВЭ … 4ВЭ – вентиль мембранный с электромагнитным приводом 15КЧ888р СВМ-220В
4РД – пневмоклапан П-КР 16-12
5РД – регулятор давления С5.16.21.200
3Ф – фильтр влагоотделитель 22-16Х40 ГОСТ17437-72
8ДОК, 9ДОК, 13ДОК, 14ДОК – пневмодроссель 16-1 ГОСТ 19485-74
5СМ, 6СМ – маслораспределитель В44-24
6. Экономическая часть
6.1. Смета капитальных затрат
В качестве базы для сравнения проектируемого продольно-резательного станка выбираем станок обрезной шириной 4200 мм и фактической рабочей скоростью 1100 м/мин.
Проектируемый продольно-резательный станок отличается от базового более простой конструкцией валов. Стоимость базового станка с учетом переоценки основных фондов 22 023 500 руб. Стоимость проектируемого станка с учетом изменения конструкции валов 22 003 100 руб., причем стоимость двух несущих, бумаговедущего и тамбурного валов 800 000 руб.
Капитальные затраты определяются расчетом на основе составления сметы затрат.
табл. 6.1.1| № п/п | Наименование затрат | Сумма затрат, руб |
| 1 | Основное оборудование (несущие, бумаговедущий и тамбурный валы) | 800 000 |
| 2 | Дополнительные комплектующие изделия | 80 000 |
| 3 | Установочные расходы | 90 600 |
| Всего затрат (К см) | 970 600 |
6.2. Расчет фактической суммы капитальных затрат:
Кф отличается от сметной Ксм в зависимости от уровня морального и физического износа заменяемых деталей
Так как старые узлы физически и морально устарели и полностью амортизированы, то они сдаются в лом.
Кф = Ксм – Л= 970 600 – 9 500 = 961 100 руб,
где Л – стоимость лома, руб., определяется по формуле:
Л = m Ц = 9.5 1000 = 9 500 руб.
где m – масса (вес) демонтируемых узлов, 9.5 т
Ц – цена металлолома, 1000 руб./т
6.3. Расчет условной годовой экономии
Изменение затрат на амортизационные отчисления определяем по формуле:
![]()
где К1 и К2 – стоимость базового и проектируемого станка, равная соответственно 22 023 500 руб. и 22 003 110 руб.;
А1 и А2 – годовая производительность базового и проектируемого станка, равная 120000 т/год;
Na – норма амортизационных отчислений, равная 7%
![]()
Изменение затрат на ремонты определяется по формуле:
где сбал – стоимость валов базового станка, равная 1 180 000 руб.
кпр – стоимость валов проектируемого станка, равная 970 600 руб.
Похожие работы
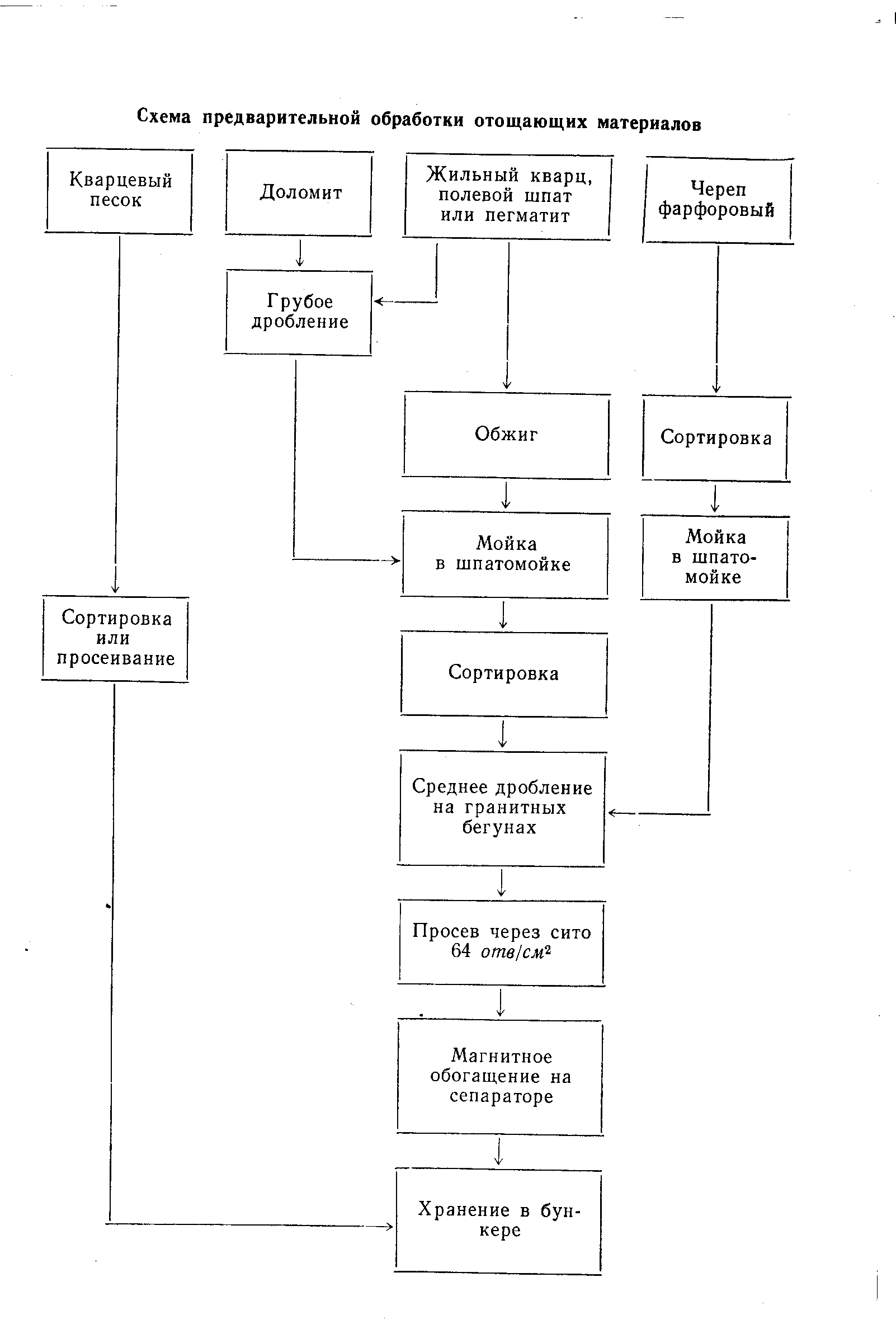
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев