Знания и умения формируемые при изучении темы
ИНЖЕНЕРНАЯ ЧАСТЬ
Определение типа производства
Загрузка разрезанного проката в накопитель перед нагревателем КИН-51
Разработка технологических операций
Выбор технологической оснастки
Высота усика
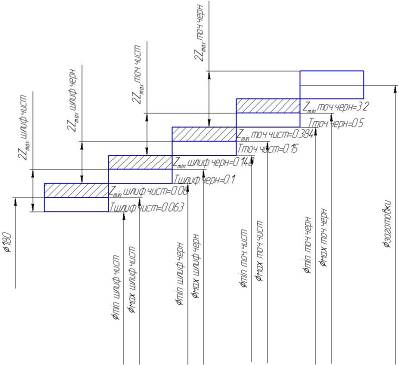
Расчёт припусков
Расчет режимов резания
Расчет технологических норм времени
Определение загрузки оборудования
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Определение экономической целесообразности изготовления детали по разработанному технологическому процессу
ОХРАНА ТРУДА
Навигация
Загрузка разрезанного проката в накопитель перед нагревателем КИН-51
Разработка технологического процесса механической обработки детали
114131
знак
28
таблиц
14
изображений
2. Загрузка разрезанного проката в накопитель перед нагревателем КИН-51.
3. Нагрев заготовки в нагревателе ТВЧ до температуры 1100 ¸1200 С0.
4. Транспортировка цепным транспортёром прутка к рабочей зоне пресса.
5. Штамповка на КГШП с усилием 25000 Н, температура штамповки 1200-900С0.
6. Транспортировка заготовки к ОГШП для обрезки облоя и прошивания отверстия, температура заготовки должна быть не менее 800-900С0, в противном случае требуется подогрев.
Масса заготовки после обрезки облоя составляет 5,6 кг. С учётом допускаемых отклонений на длину и диаметр проката масса обрезаемого облоя может колебаться в пределах 0,4 – 0,7 кг., около 0,3 кг., составляет вес перемычки.Штамповка в открытых штампах характеризуется тем, что штампы в процессе деформации остаются открытыми. Зазор между подвижной и неподвижной частями является переменным, в него выдавливается металл при деформировании, образуя заусенец, что существенно увеличивает расход металла, кроме того для обрезки заусенца (облоя) необходимо применять специальные обрезные пресса и штампы. Исследования показали, что при обработке штампованных заготовок большая часть отходов 70-80% приходится на припуск и заусенец.
Одним из путей совершенствования метода получения заготовки является безоблойная штамповка, т.е., штамповка в закрытых штампах. Однако основной трудностью при его применении является повышенные требования к точности отрезаемого прутка по массе (объёму).
Эта задача может быть решена в случае применения специальных отрезных станков, в частности станков фирмы «Кизерлинг» (ФРГ) моделей НТ-62, НТ-125 и т.д.
Особенностью этих машин является то, что во время резки два охватывающих режущих инструмента, приводятся в движение от двух маховиков с кулачками. В результате двустороннего отрезного удара металл срезается ровно. Производительность 150-300 дет/мин, допуск на длину заготовки ± 0,15 мм. поверхность среза получается чистой без заусенцев. В этом случае колебание объёма отрезаемого прутка будет в значительно меньших пределах и эта погрешность может быть скомпенсирована за счёт изменения толщины перемычки. При этом для прошивки отверстия в заготовке можно будет применять менее мощные и, как следствие более дешёвые пресса. Кроме того, способ получения заготовки в закрытых штампах позволяет повысить точность штамповки, а это значит снизить припуски на механическую обработку и как следствие снизить трудоёмкость изготовления изделия.
В настоящее время себестоимость заготовки по заводскому варианту составляет 1355 руб. для определения целесообразности изменения способа получения заготовки воспользуемся методикой изложенной в [ ].
Себестоимость заготовки с достаточной степенью точности можно определить по приведенной ниже зависимости:
 (2.17)
(2.17)
где Сi – базовая стоимость 1т заготовок ,руб.;
Q – масса заготовки, кг.;
kт, kc, kв, kм, kп, - Коэффициенты зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
q – масса готовой детали, кг.;
Sотх – цена 1 т отходов, руб.;
С4 = 373000 руб.;
Q = 5 кг.;
kт = 1; kc = 0,77; kв = 0,88; kм = 1,21; kп = 0,8;
q – 3,045 кг.;
Sотх = 25000 руб.;
![]() руб.
руб.
Как видно из приведенных расчётов расчётная себестоимость заготовки получаемой в закрытых штампах ниже, экономия на материале составит при стоимости тонны стали 25ХГТ ГОСТ 4543-71 порядка 140884 .руб. и годовой программе выпуска шестерни 150000 шт. составит:
Эм = N г. × 0,6 = 150000 × 0,6 = 90000 кг. (2.18)
В денежном выражении:
Эд = Эм × 50000 = 90 × 140884 = 12,678 млн. руб. (2.19)
Кроме того, отпадает необходимость в оборудовании для обрезки облой, средняя стоимость пресса составляет 948520 руб. несложно подсчитать, что экономический эффект от внедрения предложенного метода без учёта стоимости пресса составит:![]()
![]() , (2.20)
, (2.20)
где Со',Co'' - технологические себестоимости сравниваемых операций, руб;
N - годовая программа ;
![]() тыс. руб,
тыс. руб,
Значит применение предложенного метода экономически целесообразно.
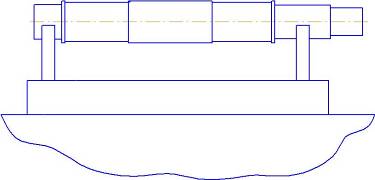
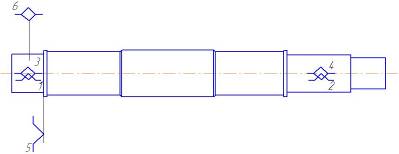
2.5. Выбор технологических баз
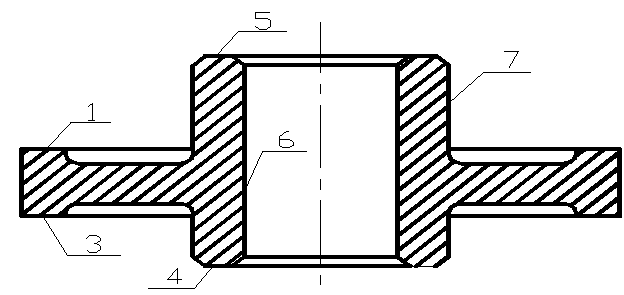
Рисунок 2.2. – Схема расположения базовых поверхностей
Точность обработки зубьев цилиндрических зубчатых колес в большой степени зависит от правильного выбора баз на зуборезных и зубоотделочных операциях и точности базовых поверхностей заготовок перед зубообработкой.
Базовыми поверхностями при обработке заготовок цилиндрических зубчатых колес могут быть поверхности, зависящие в первую очередь от конструктивных форм колес, требований к точности по техническим условиям и серийности выпуска.
При зубофрезеровании и зубошевинговании нашей шестерни за технологическую базу принимают отверстие 6, которое соответственно будет необходимо первоначально обработать. В период его обработки отверстие будет являться двойной направляющей базой. Второй технологической базой является торец зубчатого венца 3, который будет обрабатываться совместно с опорным торцом ступицы 4.
Все эти технологические и опорные базы должны обрабатываться раньше, чем нарезание зубьев, с целью исключения погрешности изготовления заготовки. Также нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки.
2.6. Разработка технологического маршрута обработки детали
В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый технологический процесс должен обеспечить качество деталей, в соответствии с экономическим принципом – минимум затрат на производство готовой продукции.
Технологический процесс изготовления цилиндрического зубчатого колеса можно разбить на пять основных этапов:
1. Обработка заготовки перед зубонарезанием.
2. Формообразование зубьев.
3. Отделка зубьев до термообработки.
4. Термообработка зубчатого колеса.
5. Окончательная отделка баз и зубчатого венца после термообработки.
Теперь поэтапно разработаем конкретный технологический маршрут обработки нашей шестерни.
Сначала нам необходимо предварительно обработать заготовку в целях подготовки детали для зубонарезания. С учетом крупносерийного производства нам вначале необходимо обработать общий контур заготовки для зубообработки. Данные обработанные поверхности будут служить технологическими базами при формообразовании зубьев.
Для данного этапа выберем следующие операции:
- для обработки насадочного отверстия и обработки торцов назначаем токарную операцию;
- для получения шлицевой поверхности в посадочном отверстии шестерни примем промежуточную операцию, на которой вместе со шлицами доводится и отверстие посадки.
- для окончательной доводки торцовых поверхностей и образование фасок применим еще одну токарную операцию.
Теперь переходим к этапу формообразования зубчатого венца. По рекомендациям для достижения необходимого модуля зуба и серийности производства применим операцию:
- Зубофрезерование – фрезерование червячной модульной фрезой зубьев шестерни.
- Зубозакругляющая – производится закругление зубьев для плавности входа в работу.
- Зубофасочная – снятие фасок на острых кромках зуба.
Для этапа окончательной отделки зубьев, перед термообработкой, применим операцию – зубошевингование.
Затем для увеличения срока службы шестерни применим термообработку, что позволит увеличить стойкость зубьев к износу, а также к динамическим нагрузкам.
Любая термообработка ведет к увеличению размера зерна, так сказать температурному росту, и появлению окалины, что ведет к необходимости применения последнего этапа обработки – отделки баз и зубчатого венца после термообработки. Для данного этапа применим следующие операции:
- Протяжная – окончательная обработка базовой шлицевой поверхности.
- Зубообкатывающая – обкатка по зубу.
- Зубохонинговальная – достижение необходимой точности и шероховатости поверхности зубьев.
По окончанию зубохонинговальной операции можно считать, что шестерня изготовлена окончательно, остается лишь проконтролировать ее на наличие брака.
Похожие работы


... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...


... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...

... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
0 комментариев