Знания и умения формируемые при изучении темы
ИНЖЕНЕРНАЯ ЧАСТЬ
Определение типа производства
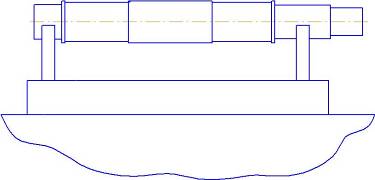
Загрузка разрезанного проката в накопитель перед нагревателем КИН-51
Разработка технологических операций
Выбор технологической оснастки
Высота усика
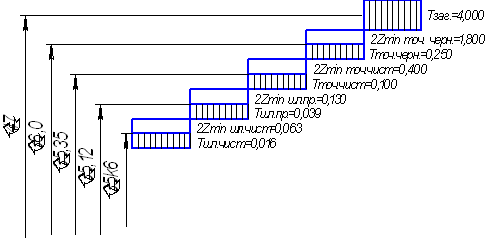
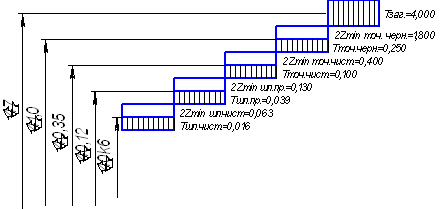
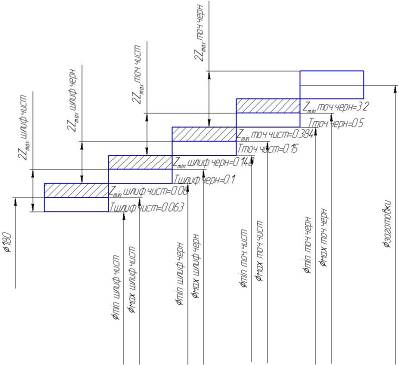
Расчёт припусков
Расчет режимов резания
Расчет технологических норм времени
Определение загрузки оборудования
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Определение экономической целесообразности изготовления детали по разработанному технологическому процессу
ОХРАНА ТРУДА
Навигация
Определение типа производства
Разработка технологического процесса механической обработки детали
114131
знак
28
таблиц
14
изображений
2.3. Определение типа производства
Тип производства по ГОСТ 3.1119-83 характеризуется коэффициентом закрепления операций. В соответствии с методическими указаниями РД 50-174-80, коэффициент закрепления операций для всех разновидностей серийного производства определяется:
Кзо = ∑Поi/ ∑Рi, (2.6)
где ∑Поi - суммарное число различных операций за месяц по участку из расчета на одного сменного мастера;
∑Рi - явочное число рабочих участка, выполняющих различные операции при работе в одну смену.
Условное число однотипных операций, выполняемых на одном станке в течении одного месяца при работе в две смены:
Поi = ηн / ηз , (2.7)
где ηн - планируемый нормативный коэффициент загрузки станка (0,75);
ηз - коэффициент загрузки станка проектируемой (заданной) операцией:
ηз = Тшт.Nм / (60FмКв), (2.8)
где Тш- штучно-калькуляционное время, необходимое для выполнения проектируемой операции, мин;
Nм - месячная программа выпуска заданной детали, шт.:
Nм = Nг / 12 = 150000 / 12 = 12500 шт, (2.9)
где Nг - годовой объем выпуска заданной детали, шт.:
Fм - месячный фонд времени работы оборудования в две смены, ч:
Fм = 4030 / 12 = 336 ч.
Следовательно:
Поi = 60 FмКв ηн / (Тшт.Nм), (2.10)
Необходимое число рабочих, для обслуживания одного станка (при работе в две смены):
Рi = ПоiТшт.Nм / (60FмрКв), (2.11)
где Fмр – месячный фонд времени работы рабочего, Fмр = 176ч.Результаты расчётов по приведенным выше зависимостям представлены в таблице 2.2.
Таблица 2.2. – Результаты расчётов
| № операции | Тшт. | ηз | Рi | Поi |
| 005 | 1,94 | 0,60 | 1,43 | 0,81 |
| 010 | 0,77 | 0,48 | 1,43 | 2,04 |
| 015 | 1,26 | 0,79 | 1,43 | 1,25 |
| 020 | 9,22 | 0,96 | 1,43 | 0,17 |
| 025 | 1,24 | 0,77 | 1,43 | 1,27 |
| 040 | 1,80 | 0,56 | 1,43 | 0,88 |
| 045 | 2,57 | 0,80 | 1,43 | 0,61 |
| 050 | 0,45 | 0,28 | 1,43 | 3,49 |
| 055 | 0,39 | 0,24 | 1,43 | 4,03 |
| 065 | 0,97 | 0,60 | 1,43 | 1,62 |
| 100 | 1,14 | 0,71 | 1,43 | 1,38 |
| ∑ | 21,74 | 0,62 (ср.зн.) | 15,75 | 17,55 |
Тогда коэффициент закрепления операции равен:
Кзо = 17,55/ 15,75 = 1,1.
Производство крупносерийное.
Решение о целесообразности организации поточной формы производства обычно принимается на основании сравнений заданного суточного выпуска изделий и расчетной суточной производительности поточной линии при двухсменном режиме работы и ее загрузке 65-75%.
Заданный суточный выпуск изделий:
Nc = Nг / 257 , (2.12)
где 257 - количество рабочих дней в году.
Nc = 150000 / 257 = 583,65 шт.
Суточная производительность поточной линии:
Qc = Fcηз / Тср , (2.13)
где Fc- суточный фонд времени работы оборудования (при двухсменном режиме работы-960мин.);
Тср - средняя станкоёмкость основных операций, мин.
Средняя станкоёмкость операций:
Тср = ∑Тшт i / (nКв), (2.14)
где Тшт i -штучное время основной i-ой операции;
Кв - средний коэффициент выполнения норм времени;
n-количество основных операций.
Тср = 21,74 / (11 × 1,3) = 1,52.
Тогда:
Qc = 960 × 0,62 / 1,52 = 392 шт. (2.15)
Так как заданный суточный выпуск изделий больше суточной производительности поточной линии Nc› Qc при условии ее загрузки на 65-75% то применение однономенклатурной поточной линии целесообразно.
Такт производства определяем по формуле:
τ = 60 Fэ / Nг = 60 × 4030 / 150000 = 1,61 мин. (2.16)
2.4. Выбор и экономическое обоснование метода получения заготовки
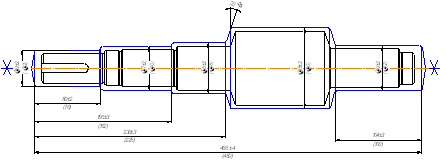
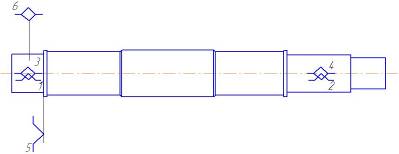
Согласно базовому варианту, заготовку получают на кривошипном горячештамповочном прессе, в открытых облойных штампах из прутка стали 25ХГТ диаметром 85 мм. Технологию получения заготовки можно представить в следующей последовательности:
1. Резка сортового проката, осуществляется на ножницах. Пруток предварительно нагревают ТВЧ, после отрезки получают цилиндр длиной 180![]() мм., массой 7,967 кг.
мм., массой 7,967 кг.
Похожие работы


... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...


... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...

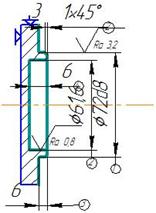
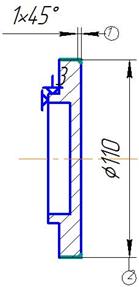
... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
0 комментариев