Количественный анализ
Определяем коэффициент точности обработки
Определение массы заготовки
Разработка проектируемого технологического процесса
Маршрут обработки
Расчет припусков
Расчет Тшт-к
Определение количества оборудования и его загрузки
КОНСТРУКТОРСКИЙ РАЗДЕЛ
Описание конструкции и расчет мерительного инструмента
Безопасность труда
Мероприятия по экономии топливно-энергетических ресурсов
Описание проекта планировки участка
Система контроля качества продукции
Труд и заработная плата
Расчет материальных и энергетических затрат
Себестоимость изделия. Цена
Расчет технико-экономических показателей проекта
Технико-экономическое сопоставление базового и проектируемого вариантов
Навигация
Определяем коэффициент точности обработки
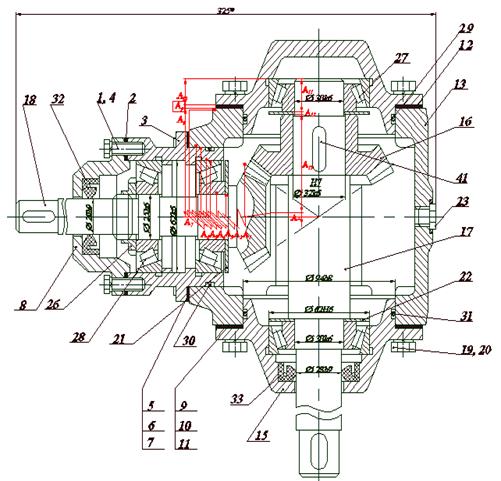
Технологический процесс изготовления детали "Водило"
70201
знак
27
таблиц
1
изображение
2. Определяем коэффициент точности обработки
Кт=1-![]() , (2)
, (2)
где Аср – средний квалитет точности
Аср=![]() , (3)
, (3)
где А – это квалитет точности;
n – это количество поверхностей, соответствующих данному квалитету.
Аср=![]()
Аср=7,86
Кт=1-![]() =0,87
=0,87
По данному показателю деталь технологична, так как Кт >0,8
3. Определяем коэффициент шероховатости
Кш=![]() , (4)
, (4)
где Бср – средняя шероховатость поверхностей
Бср=![]() (5)
(5)
Бср=![]() =6,3
=6,3
Кш=![]() =0,16
=0,16
Деталь по данному элементу технологична, так как Кш<0,2
4. Определяем коэффициент использования материала
Ким=![]() (6)
(6)
Ким=![]() =0,52
=0,52
0,65<0,52<0,9
Вывод: количественный анализ детали на технологичность показал, что по основным показателям Кт – коэффициент точности, Кш – коэффициент шероховатости, Ким – коэффициент использования материала, показали, что деталь технологична.
2 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
2.1 Краткая характеристика заданного типа производства
По программе выпуска, а также по массе детали “Водило” 70-4202065 mд=3,35 кг; количество штук, выпускаемых в год Nгод=100000, из этого следует, что тип производства крупносерийный. [27, с.241]
Крупносерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большими объемами выпуска. Производство использует универсальные станки, оснащенные как специальным, так и универсальным оборудованием, что позволяет снизить трудоемкость и себестоимость. В крупносерийном производстве обычно применяют универсальные, специализированные, агрегатные и другие металлорежущие станки. При выборе технологического оборудования специального или специализированного дорогостоящего приспособления или вспомогательного приспособления и необходимого инструмента, необходимо производить расчеты затрат и сроков окупаемости, а так же ожидаемый экономический эффект от использования оборудования и технического оснащения.
2.2 Выбор и техническое обоснование метода получения заготовок
Деталь “Водило” 70-4202065 на базовом предприятии изготовляется из отливки в песчано-глинистые формы.
Разовые литейные формы выдерживают только однократное заполнение жидким металлом и после кристаллизации отливки форма разрушается. Их изготавливают преимущественно из песчаных смесей, а для образования отверстий, канавок и полостей в отливках в внутрь формы, в процессе сборки, перед заполнением металлом помещают вставки-стержни. Способ отличается большой универсальностью. В литейном производстве в разовых песчаных формах изготавливают в настоящее время 75% всех отливок, применяемых в машиностроении.
Находим коэффициент использования металла.
Ким=![]()
где ![]() - масса детали, кг;
- масса детали, кг;
![]() - масса заготовки, кг
- масса заготовки, кг
Ким=![]() =0,52
=0,52
В проектируемом варианте заготовку получают литьем в кокиль.
Кокиль – это металлическая разъемная или неразъемная, многократно используемая литейная форма. Он служит для образования наружных очертаний отливки, внутренние отверстия и полости образуются с помощью стержней. Стержни могут быть постоянные (металлические) или разовые (песчаные или из оболочковых смесей).
Технические и технологические преимущества литья в кокиль по сравнению с литьем в песчано-глинистые формы:
· многократное использование форм;
· повышение точности, уменьшение шероховатости поверхности, снижение припуска на механическую обработку в 2-3 раза, а иногда полностью устраняются;
· повышение точности отливки, улучшение структуры отливок и повышение механических свойств на 15-30%;
· исключение трудоемких операций формовки, выбивки форм;
· возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза;
· увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок.
Сложность изготовления отливок:
· высокая стоимость кокиля;
· сложность и длительность его изготовления;
· возникновение внутренних напряжений и литейных дефектов (коробление, трещины) из-за жёсткости, газонепроницаемости кокиля;
· из-за снижения жидкотекучести сплавов усложняется процесс получения тонкостенных, большой протяженности отливок;
· образование отбела (можно предотвратить путем покрытия кокиля облицовкой из песчано-глинистых смесей).
1. Выбираем литье в кокиль с песчаными стержнем.
2. Определяем группу отливки по назначению [14, с.12] – группа 2
3. Определяем класс размерной точности отливки, Таблица 9[14, с.33]. Принимаем класс размерной точности 11, т.к.:
· литье в кокиль с песчаными стержнями
· наибольший габаритный размер 161;
· тип сплава – сталь 45Л.
4.1 Определяем степень коробления. Т.к. отливка средних размеров, то степень коробления допускается не нормировать.
4.2 Определение степени точности поверхности отливки, Таблица 11 [14, с.37]. Выбираем14, т.к.: литье в кокиль с песчаными стержнями;
наибольший габаритный размер 161мм.
4.3 Определение ряда припуска, Приложение 6 [14, с.43]. Выбираем ряд припуска 7, т.к. степень точности поверхности оливки 14.
4.4 Определение общего допуска, Таблица 1[14, с.2].
4.5 Определение общего припуска на сторону.
Таблица 4 – Расчетные параметры заготовки.
В миллиметрах
| Размер детали и квалитет | Величина П или 2П | Размер заготовки | Допуск на размер |
| Отверстие ᴓ20,1 | -2·10,05 | - | Заливается металлом |
| Отверстие Ш4 | -2·2 | - | Заливается металлом |
| Ш152 | +2∙3,3 | Ш158,6 | ±5,0 |
| 89 | +3,3 | 92,3 | ±4,4 |
| 10 | +2,3 | 12,3 | ±2,4 |
| ᴓ13 | -2∙6,5 | - | Заливается металлом |
| 35 | -2·2,9 | 29,2 | ±3,6 |
| ш161 | +2∙3,3 | ш167,6 | ±5,0 |
| ш143 | -2·3,3 | ш136,4 | ±5,0 |
| Ш55 | +2·3,2 | Ш61,4 | ±4,0 |
| Ш40 | -2·0,7 | Ш38,6 | ±4,0 |
| 40 | +2,9 | 42,9 | ±3,6 |
| 30 | -2,9 | 27,1 | ±3,6 |
| 65 | +2,9 | 67,9 | ±4,4 |
| Шлицы Ш45 | -2∙3,2 | Ш38,6 | ±4,0 |
4.6 Определение класса точности массы, Таблица 13[14, с.41]. Класс точности массы 10, т.к.:
· литье в кокиль с песчаными стержнями;
· масса отливки от 1 до 10кг;
· тип сплава сталь 45Л.
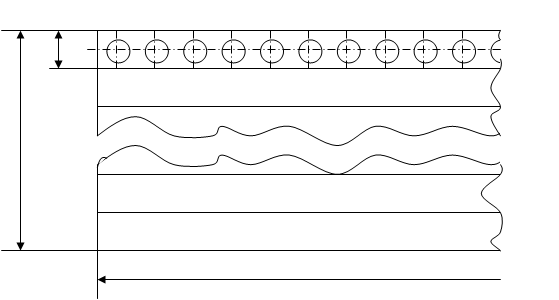
5. Эскиз заготовки
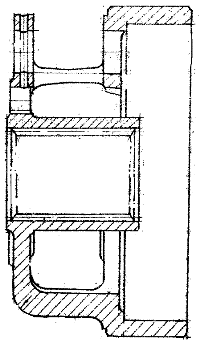
Рисунок 1 – Эскиз заготовки
6. Определение объема и массы припуска
Таблица 5 – Расчет объема припусков
| Но-мер п/п | Наименование фигуры | Расчетные параметры, мм | Формула объема фигуры | Числовое значение Vпр, мм3 | |
| 1 | Полый цилиндр | D=92,3; d=89; h=9 | V= | 4226,9 | |
| 2 | Полый цилиндр | D=3; d=0; h=20 | V= | 141,3 | |
| 3 | Полый цилиндр | D=12,3; d=10; h=41 | V= | 1650,8 | |
| 4 | Полый цилиндр | D=20,1; d=0; h=10 | V= | 3171,5 | |
| 5 | Полый цилиндр | D=4; d=0; h=7 | V= | 87,9 | |
| 6 | Полый цилиндр | D=158,6; d=152; h=10 | V= | 16092,2 | |
| 7 | Полый цилиндр | D=35; d=29,2; h=78 | V= | 22799,6 | |
| 8 | Полый цилиндр | D=167,6; d=161; h=40 | V= | 68099,1 | |
| 9 | Полый цилиндр | D=42,9; d=40; h=9 | V= | 1698,5 | |
| 10 | Полый цилиндр | D=143; d=136,4; h=6,6 | V= | 9554 | |
| 11 | Полый цилиндр | D=61,4; d=55; h=53 | V= | 30994,1 | |
| 12 | Полый цилиндр | D=64,9; d=65; h=55 | V= | 16640,1 | |
| 13 | Полый цилиндр | D=45; d=38,6; h=65 | V= | 27300,4 | |
| 14 | Полый цилиндр | D=45; d=40; h=65 | V= | 0,5V=10842,8 | |
| Итого: | 213299,2 | ||||
mпр=Vобщ·с, кг (7)
где Vобщ – общий объем припуска, мм3;
с – удельная плотность материала, ![]()
с=7,8·10-6![]() - для чугуна
- для чугуна
mпр=213299,2·7,8·10-6=1,66 кг
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...


... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
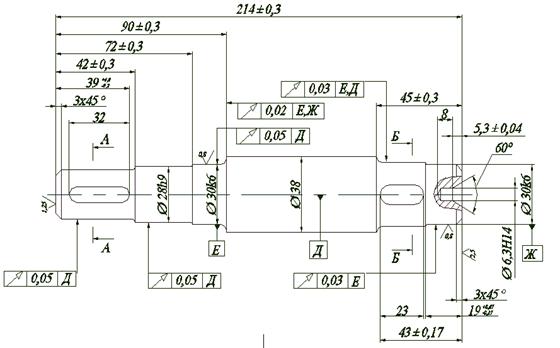
... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев