Количественный анализ
Определяем коэффициент точности обработки
Определение массы заготовки
Разработка проектируемого технологического процесса
Маршрут обработки
Расчет припусков
Расчет Тшт-к
Определение количества оборудования и его загрузки
КОНСТРУКТОРСКИЙ РАЗДЕЛ
Описание конструкции и расчет мерительного инструмента
Безопасность труда
Мероприятия по экономии топливно-энергетических ресурсов
Описание проекта планировки участка
Система контроля качества продукции
Труд и заработная плата
Расчет материальных и энергетических затрат
Себестоимость изделия. Цена
Расчет технико-экономических показателей проекта
Технико-экономическое сопоставление базового и проектируемого вариантов
Навигация
Мероприятия по экономии топливно-энергетических ресурсов
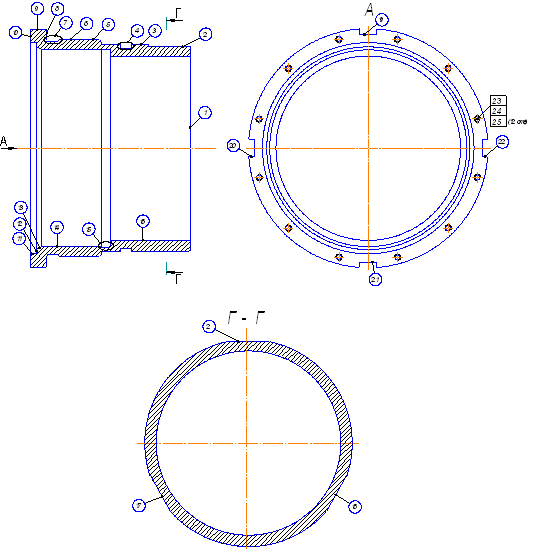
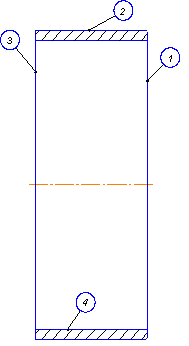
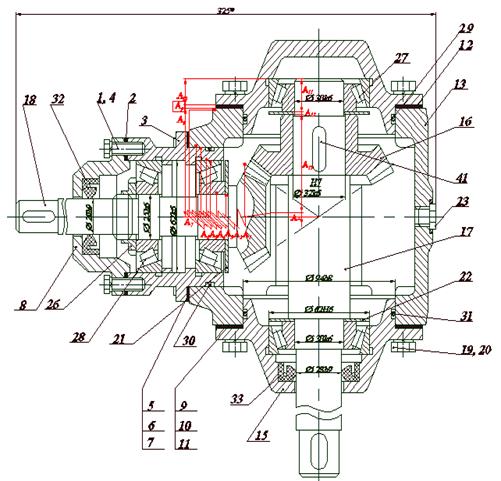
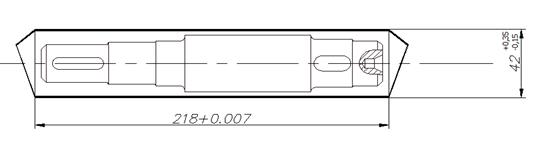
Технологический процесс изготовления детали "Водило"
70201
знак
27
таблиц
1
изображение
4.5 Мероприятия по экономии топливно-энергетических ресурсов
Для полной оценки итогов выполнения всего комплекса мероприятий 2006-2007 гг. понадобился внимательный помесячный анализ фактического потребления ТЭР заводом в 2008 г. Общая фактически достигнутая экономия с момента внедрения всех мероприятий программы составила около 10 800 ту.т, экономическая эффективность выразилась в сумме более 5 380 млн. руб. При общих затратах на выполнение всех реализованных проектов в объёме 12,5 млрд. руб. прямой срок окупаемости Программы составил 2,3 года, что более, чем в два раза ниже рекомендуемого Департаментом по энергоэффективности срока, при котором мероприятия признаются энергоэффективными. Причём экономический эффект оказался в два раза выше расчётного во многом за счёт существенной недооценки потерь энергии в сетях, трубопроводах, технологическом и энергетическом оборудовании, имеющим низкий КПД, утечки и т.п.
Общее потребление заводом электроэнергии независимо от источника поступления сократилось на 3,3%, расход природного газа заводом, который увеличивает действующая миниТЭЦ, возрос всего лишь на 1,3%. Такая динамика потребления газа объясняется одновременным снижением газопотребления котлов при снижении потребления тепла. В то же время рост производства товарной продукции за рассматриваемый период составил 124,1%, причём доля ТЭР в себестоимости товарного выпуска сократилась с 5,0% в 2007 г. (в 2006 г. – 6,2%) до 2,9% (а в 2009 г. и того ниже – до 2,7%), т.е. динамика снижения доли ТЭР в себестоимости товарной продукции составила минус 42,6%. Это является основным показателем, ради чего и начинается работа в энергосбережении, а также показателем эффективности этой работы, поскольку более объективного фактического показателя не существует.
И один из самых интересных итогов: если в 2007 г. году за 12 месяцев оплата за энергоресурсы (газ и электроэнергия) составила около 9,9 млрд. рублей, то в 2008 г. – немногим более 7,0 млрд., т. е. практически уменьшилась на 30% при неоднократных повышениях цен на энергоносители, что внесло существенный вклад в снижение доли ТЭР в себестоимости выпускаемой продукции.
5 УПРАВЛЕНИЕ И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА УЧАСТКЕ
5.1 Организация механического участка и рабочих мест
5.1.1 Организационная структура, метод организации производства на участке и вид движения обрабатываемых деталей
Применительно к разрабатываемому в дипломном проекте участка механической обработки детали «Водило» 70-4202065, исходя из вышесказанного, при крупносерийном типе производства, N=100000шт. и массе детали m=3,35кг, считаю целесообразным применить предметную структуру участка. Исходя из приведенных выше расчетов, технологическое оборудование участка загружено полностью, что не позволяет догрузить его типовыми деталями.
После поступления заготовки из заготовительного участка производится механическая обработка деталей. После завершения технологического цикла, детали предъявляются работникам ОТК для окончательной приемки деталей.
Для участков с предметной структурой характерны разнообразное оборудование и оснастка, но узкая номенклатура деталей или изделий. Оборудование подбирается в соответствии с технологическим процессом и располагается в зависимости от последовательности выполняемых операций. Такое формирование характерно для предприятий серийного и крупносерийного производства.
К преимуществам предметной структуры можно отнести простое согласование работы участков, так как все операции по изготовлению конкретного изделия сосредоточены на одном участке. Все это приводит к устойчивой повторяемости производственного процесса, к повышению ответственности руководителя участка за выпуск продукции в установленные сроки, требуемого количества и качества.
Однако эта структура имеет и некоторые существенные недостатки. Научно-технический процесс вызывает расширение номенклатуры выпускаемой продукции и увеличения разнообразия применяемого оборудования, а при узкой предметной специализации участка оказываются не в состоянии выпускать требуемую номенклатуру изделий без дорогостоящего реконструкции.
В крупносерийном производстве детали в большинстве случаев изготавливаются партиями. Поэтому очень важным является вопрос о рациональном выборе движения партии деталей.
Анализируя виды движения применительно к разрабатываемому участку механической обработки детали «Водило» 70-4202065 при крупносерийном производстве с учетом коэффициента загрузки оборудования принимаем параллельный вид движения.
Построим график технологического цикла при параллельном движении деталей по операциям.
Тпар.=10,18+(500-25)·1,84=884,18 мин
При поточном производстве производится разная номенклатура продукции партиями.
Основная характеристика поточного производства:
- рабочие места размещаются по технологическому процессу. Это значит, станки ориентированы на выполнение определенных операций;
- на рабочих местах обрабатываются одинаковые детали;
- технологическое оборудование специальное, в основном полуавтоматическое;
- не возникают простои оборудования;
- для перемещения деталей с операции на операцию используются склизы;
Исходя из выше сказанного и анализируя загрузку оборудования согласно полученных расчетов, принимаем поточную линию, так как выпуск продукции одного наименования позволяет обеспечить полную загрузку оборудования в соответствии с нормативами.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...


... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
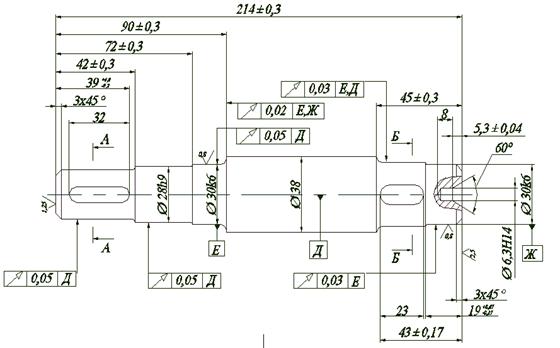
... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев