Количественный анализ
Определяем коэффициент точности обработки
Определение массы заготовки
Разработка проектируемого технологического процесса
Маршрут обработки
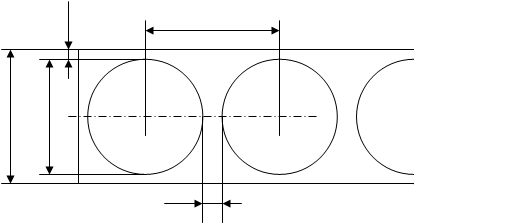
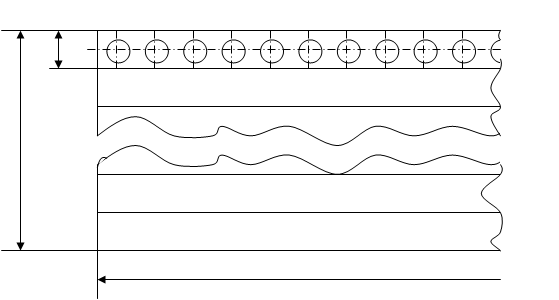
Расчет припусков
Расчет Тшт-к
Определение количества оборудования и его загрузки
КОНСТРУКТОРСКИЙ РАЗДЕЛ
Описание конструкции и расчет мерительного инструмента
Безопасность труда
Мероприятия по экономии топливно-энергетических ресурсов
Описание проекта планировки участка
Система контроля качества продукции
Труд и заработная плата
Расчет материальных и энергетических затрат
Себестоимость изделия. Цена
Расчет технико-экономических показателей проекта
Технико-экономическое сопоставление базового и проектируемого вариантов
Навигация
Безопасность труда
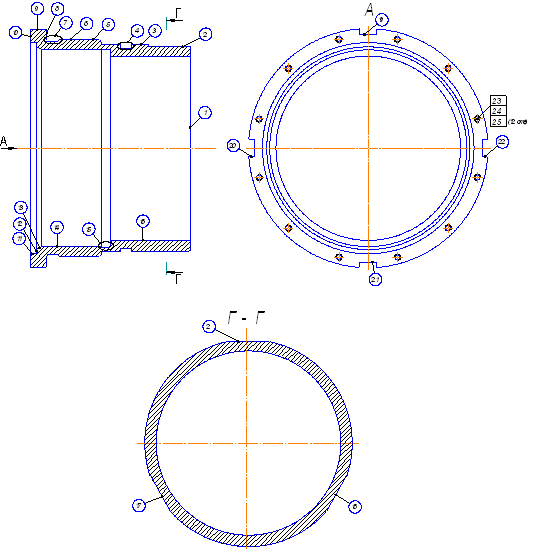
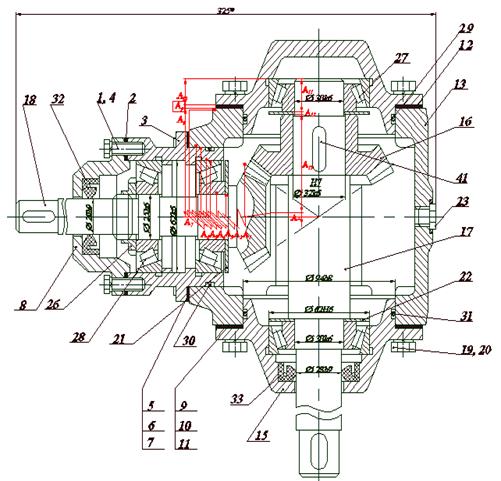
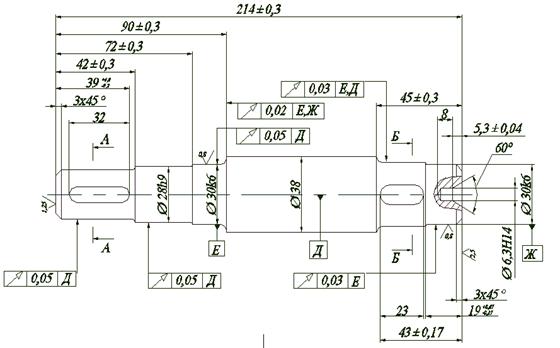
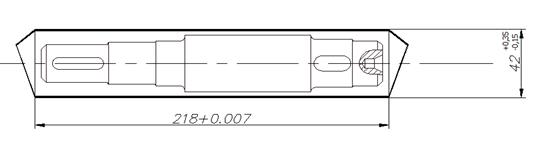
Технологический процесс изготовления детали "Водило"
70201
знак
27
таблиц
1
изображение
4.2 Безопасность труда
Опасная зона оборудования – это пространство, в котором возможно воздействие на работающего опасного или вредного производственного фактора.
Главной проблемой, которая имеет решающее значение для предотвращения несчастного случая, является правильная организация рабочего места. В связи с этим к рабочему месту предъявляются следующие требования:
- планировка рабочего места должна избавлять рабочего от лишних и утомительных трудовых движений и обеспечивать удобную рабочую позу;
- рабочее место должно быть обеспечено инструментами и приспособлениями, необходимыми для выполнения работ согласно заданию, а также для личной безопасности; вблизи рабочего места должны быть ящики или шкафчики для хранения инструмента и личных вещей;
- рабочие место должно быть обеспечено необходимыми материалами, их необходимо хранить в таре и устанавливать вблизи рабочего места;
- необходимы оптимальные размеры рабочей зоны в соответствии с антропометрическими данным человека (рост, размеры и форма тела, сила и направление движения рук, слух, зрение);
- рабочее место должно освещаться и проветриваться, постоянно содержаться в чистоте, недопустимо его захламление и хаотичное применение инструмента и материалов.
Перед началом работы на технологическом оборудовании необходимо: привести рабочую одежду в порядок, визуально убедиться в исправности отражений токоведущих частей аппаратуры, движущихся частей станка, защитных кожухов, экранов, исправность мерительного, режущего и вспомогательного инструмента. Перед запуском станка убедиться, что его работа никому не угрожает опасностью.
Любое современное производство насыщенно электрооборудованием. Не исключение и предприятия металлообрабатывающей отрасли. Направление сети предприятия составляет 380/220В. Этот ток является смертельно опасным для человека, поэтому необходимо соблюдать следующие меры безопасности:
- самостоятельно не пытаться ремонтировать электрооборудование станка;
- при малейшем ощущении электротока сообщить об этом мастеру;
- работать только на деревянной решетке;
- работать на станке без заземления запрещено;
- местный источник света должен быть не более 36В.
Требования к устройству и безопасности эксплуатации систем работающих под давлением устанавливают правила Госгортехнадзора. Для выявления технологических факторов разгерметизации сосуды и аппараты, работающие под давлением, перед пуском в эксплуатацию, а также периодически подвергаются освидетельствованию и испытаниям.
4.3 Пожарная безопасность
Технические средства пожарной защиты проектируют в зависимости от категории производства по взрывной и пожарной опасности, которая в свою очередь зависит от признаков горючих веществ, которые используются или обращаются в рассматриваемом производстве.
Категорию пожарной опасности производства определяют по нормам технологического проектирования или перечню, утвержденному министерством соответствующей отрасли промышленности. Так производственные процессы в металлообрабатывающей промышленности относятся к категории Г или Д.
Наиболее частой причиной загорания является неисправность и неправильная эксплуатация электрооборудования: короткие замыкания; чрезмерный нагрев токов ведущих частей; электрические дуги; при разрядах статистического электричества. Причиной взрывов и пожаров также может быть утечка газов, отложение взрывоопасной пыли на строительных конструкциях, оборудования, кабелях.
Предотвращение пожаров в зданиях осуществляется главным образом путем исключения возможности образования горючих или взрывоопасных сред и источников зажигания.
При пожаре необходимо в кратчайшее время эвакуировать из помещения всех людей. Максимальное расстояние от наиболее удаленного рабочего места до эвакуационного рабочего выхода не должно превышать ста метров, число эвакуационных выходов должно быть не менее двух, перед входом в помещение должен висеть план эвакуации людей в случае пожара.
Организация и ответственность за пожарную безопасность на предприятии возлагается на руководителей отделов, цехов, участков. При нарушении правил и требований пожарной безопасности руководитель имеет право написать на нарушителей дисциплинарные и административные взыскания.
В целях противопожарной безопасности на участке в легко доступном месте должен находиться пожарный щит, который содержит: песок, топор, лопату, пожарное ведро, багор, огнетушитель. На проектируемом участке применяют огнетушители типа ОУ8 – огнетушитель углекислый, предназначен для тушения небольших очагов возгорания различных веществ и материалов, а также для тушения электропроводки находящейся под напряжением.
4.4 Охрана окружающей среды
Выбросы машиностроительных предприятий относят к источникам антропогенного загрязнения. Сточные воды, если их не фильтровать, будут содержать металлическую и образивную пыль, эмульсии, масла, окапину, кислоты; в воздух вместе с дымом выбрасывают сернистый газ, окислы азота, окись углерода, углеводороды и другие соединения. Кроме того, в процессе производства образуются твердые промышленные и бытовые отходы в виде лома, стружки, шлаков, окапины, мусора.
Чтобы не наносить окружающей среде особого вреда все выбросы и отходы машиностроительных предприятий подлежат фильтрации и утилизации.
Наиболее эффективной формой защиты природной среды от выбросов промышленных предприятий является разработка и внедрение безотходных и металлоотходных технологических процессов. К пассивным методам защиты относят устройства и системы, которые применяют для очистки вентиляционных и технологических выбросов от вредных примесей; рассеяния их в атмосфере; очистки сточных вод; захоронения; ликвидации и обезвреживания токсичных отходов.
Для очистки воздуха широко применяются газо-, пыле-, и шума- не улавливающие аппараты и системы; очистки сточных вод осуществляется процеживанием, отстаиванием, фильтрацией.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...


... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев