Количественный анализ
Определяем коэффициент точности обработки
Определение массы заготовки
Разработка проектируемого технологического процесса
Маршрут обработки
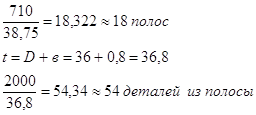
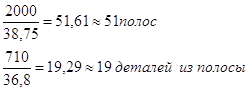
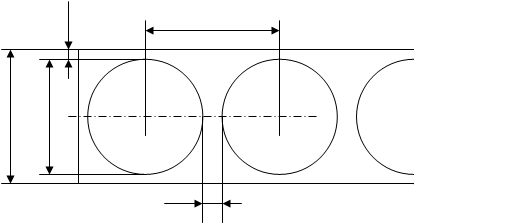
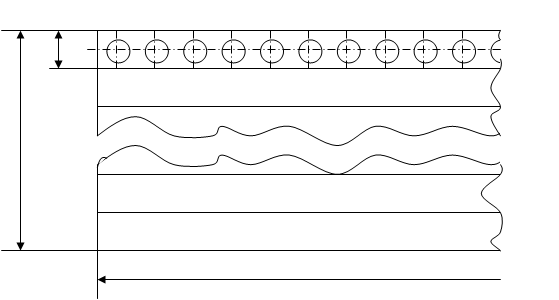
Расчет припусков
Расчет Тшт-к
Определение количества оборудования и его загрузки
КОНСТРУКТОРСКИЙ РАЗДЕЛ
Описание конструкции и расчет мерительного инструмента
Безопасность труда
Мероприятия по экономии топливно-энергетических ресурсов
Описание проекта планировки участка
Система контроля качества продукции
Труд и заработная плата
Расчет материальных и энергетических затрат
Себестоимость изделия. Цена
Расчет технико-экономических показателей проекта
Технико-экономическое сопоставление базового и проектируемого вариантов
Навигация
Система контроля качества продукции
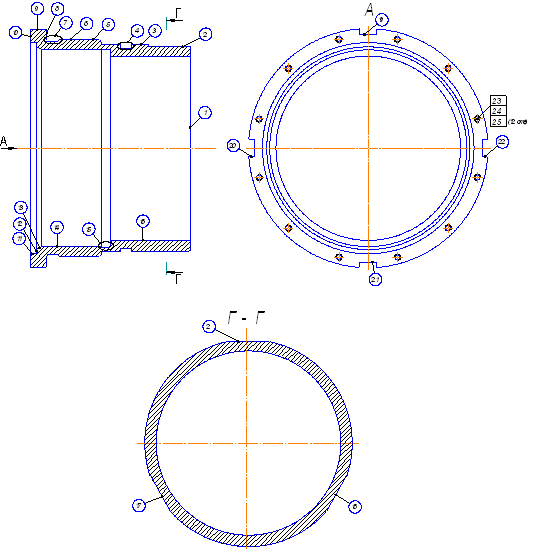
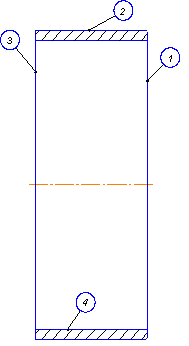
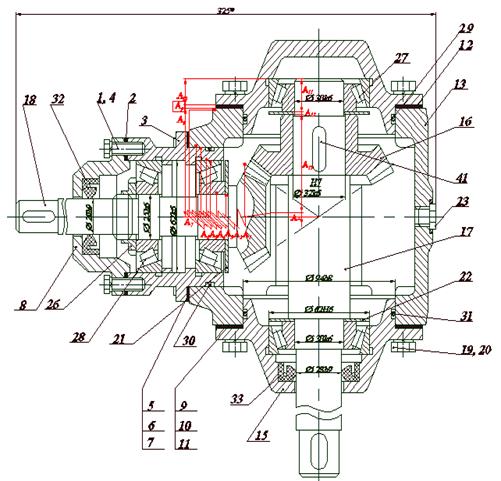
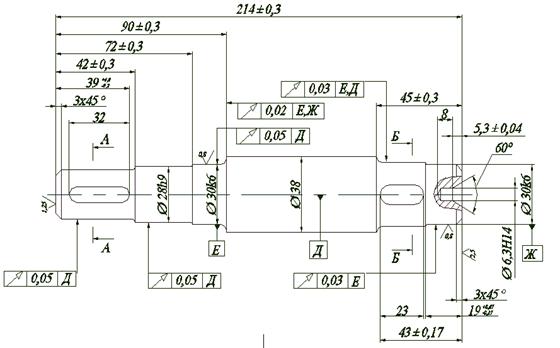
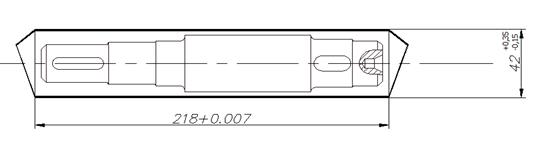
Технологический процесс изготовления детали "Водило"
70201
знак
27
таблиц
1
изображение
5.3 Система контроля качества продукции
Качество продукции определяется рядом показателей, важнейшими из которых являются надежность, долговечность, технологичность. Деталь «Водило» 70-4202065, должно быть надежно в работе, долговечно, иметь хороший товарный вид. Недостаточная надежность изделий приводит к необходимости их замены изделиями-дублерами и частым ремонтам, что увеличивает издержки производства и эксплуатации. Недостаточная износоустойчивость, малые сроки службы приводят к частой смене изделий в эксплуатации и неоправданному увеличению затрат на производство этой продукции. Конструкторские и технологические бюро работают над повышением износоустойчивости и долговечности изделий, так как увеличение сроков службы изделий равноценно дополнительному их выпуску.
На данном участке проходят мероприятия по обеспечению качества:
- инструктажи;
- замена технологической оснастки при ее дальнейшей негодности;
- периодические комиссии по проверке контрольно-измерительных приборов и точности измерения.
Задачи технического контроля качества:
- предотвращение выпуска некачественной продукции;
- укрепление производственной дисциплины;
- повышение ответственности всех звеньев производства за качество выпускаемой продукции.
Основные функции ОТК:
- проверка исходных материалов, инструментов и других ценностей, которые будут использованы для производства продукции;
- контроль продукции на всех стадиях ее изготовления;
- контроль соблюдения технологической дисциплины на участке;
- оформление соответствующих документов о приемке годной продукции и документов на забракованные изделия и ценности, пришедшие с других предприятий;
- участие в испытании новых и модернизированных изделий, проведение анализа брака, участие в работах по подготовке продукции к аттестации;
- контроль выполнения работ по изолированию брака;
- разработка мероприятий по повышению качества продукции;
- разработка и внедрение прогрессивных форм и методов технического контроля.
На данном участке используются такие методы контроля как:
- визуальный;
- геометрический;
- лабораторный анализ.
На данном участке используются такие формы контроля как:
- последующий;
- промежуточный;
- окончательный;
- сплошной;
- выборочный.
Выбранные средства контроля:
- калибр-скобы;
- калибр-пробки;
- штангенциркули;
- индикаторы.
6 ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
6.1 Расчет капитальных затрат
Таблица 16 – Характеристика применяемого оборудования
| Наименование и модель станка | Ко-ли-чест-во | Мощность, кВт | Ремонтная сложность | Стоимость, т.р. | |||||
| ед. | ∑ | механи-ческая | электри-ческая | ед. | ∑ | ||||
| ед. | ∑ | ед. | ∑ | ||||||
| Токарный п/авт. 1К282 Протяжной МП633-001 Калибровочный П6324 Сверлильный агрегатный Фрезерный АМ11274 Сверлильный ХА8451 | 2 1 1 1 1 1 | 55 30 22 7,5 7,5 7,5 | 110 30 22 7,5 7,5 7,5 | 61 24 20 16 23 16 | 122 24 20 16 23 16 | 57 22 18 14 21 14 | 114 22 18 14 21 14 | 144000 185000 154000 135000 189000 135000 | 288000 185000 154000 135000 189000 135000 |
| ИТОГО: | 221 | 203 | 1086000 | ||||||
Производственная площадь определяется по формуле:
Sпр=a·b, м2 (40)
где a – длина участка, м
b – ширина участка, м
Sпр=37,5·9,25=346,9 м2
Sобщ=Sпр·Кскл+Sбыт, м2 (41)
где Sбыт – площадь бытового помещения, м2
Кскл – коэффициент складской, Кскл=1,2
Sбыт=1,22·Чр1см, м2
где Чр1см – численность рабочих в первой смене, чел
Чр1см=6чел
Sбыт=1,22·6==7,32м2
Sобщ=346,9·1,2+7,32=423,6м2
Рассчитываем производственный объем помещений:
Vобщ=Vпр+Vнепр,м3 (42)
Vпр=Sпр·hпр, м3 (43)
где hпр – высота помещения,м hпр =9м
Vпр=346,9·9=3122,1 м3
Vнепр=Sнепр·hнепр, м3 (44)
где hнепр – высота непроизводственного помещения, м hнепр=3м
Sнепр – площадь непроизводственного здания, м2
Sнепр=Sобщ-Sпр, м2 (45)
Sнепр=423,6-346,9=76,7 м2
Vнепр=76,7·3=230,1 м2
Vобщ=3122,1+230,1=3352,2 м3
Расчет стоимости здания, оборудования, амортизационных отчислений
Таблица 17 – Сводная таблица капитальных затрат
| Наименование объекта | Стоимость начальная, т.р. | Затраты на СТМ | Общая стоимость, т.р. | Амортизация | ||
| % | ∑ | % | ∑ | |||
| Производственное здание Технологическое оборудование Подъемно-транспортное оборудование Прочие ОФ | 100566 1086000 4%ТО 2%ТО | 25 10 - - | 25141,5 108600 - - | 125707,5 1194600 47784 23892 | 3 10 15 5 | 3771 119460 7167,6 1194,6 |
| Итого ОФ: | 1391983,5 | 131593,4 | ||||
Определяем стоимость здания:
Сзд=Vзд·С1м3, т.р. (46)
где С1м3 – стоимость 1м3,т.р. С1м3=30т.р
Сзд=3352,2·30=100566т.р.
25% - на сантехмонтаж здания
Сстм.зд.=0,25·Сзд, т.р (47)
Сстм.зд.=0,25·100566=25141,5т.р.
Собщ.зд.=Сзд.+Сстм.зд.,т.р. (48)
Собщ.зд.=100566+25141,5=125707,5 т.р.
Рассчитываем амортизацию:
Азд.=![]() , т.р. (49)
, т.р. (49)
где Нзд. – норма амортизации на здание
Нзд.=2-3%, принимаем Нзд.=3%
Азд.=![]() =3771,2 т.р.
=3771,2 т.р.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...


... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев