Расчет на прочность шпинделя
Последовательность расчета пружин сжатия
Выбор подшипников
Прочностной расчет прижима
Расчет режимов резания
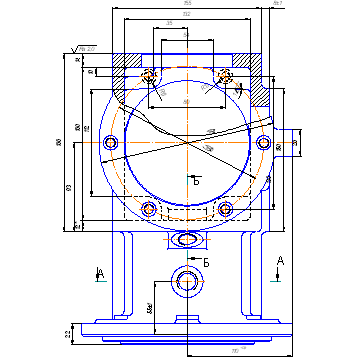
Проектирование планшайбы для круглошлифовальной операции
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Выводы
Экономическая часть
Расчет необходимого количества оборудования и коэффициентов его загрузки
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Навигация
Описание рабочего места, оборудования, выполняемых операций
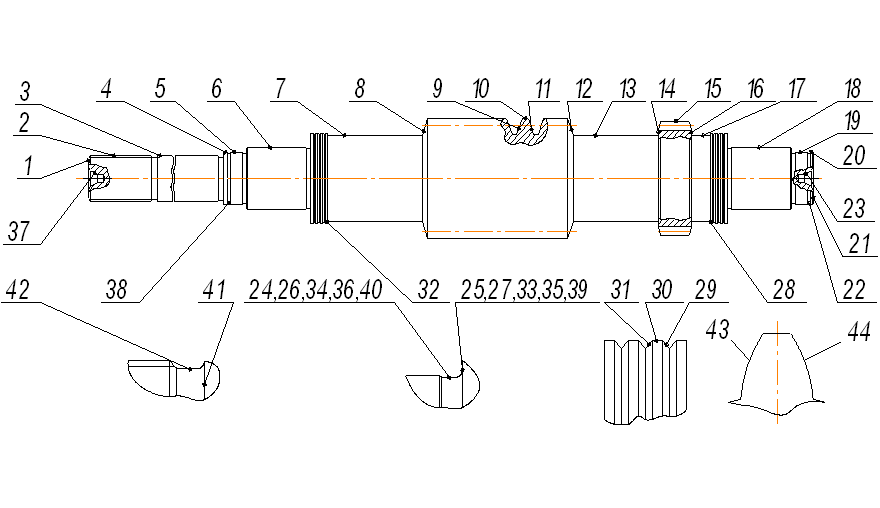
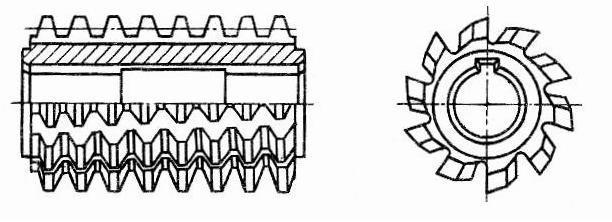
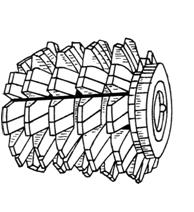
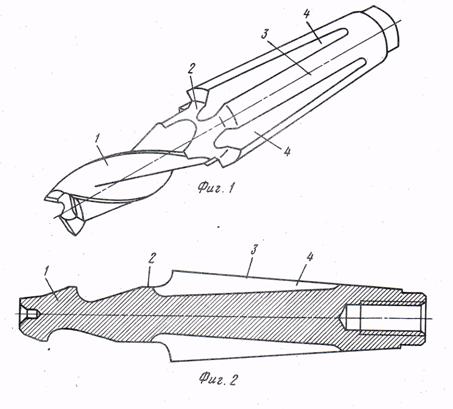
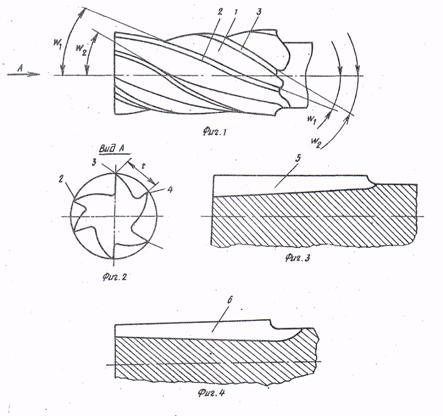
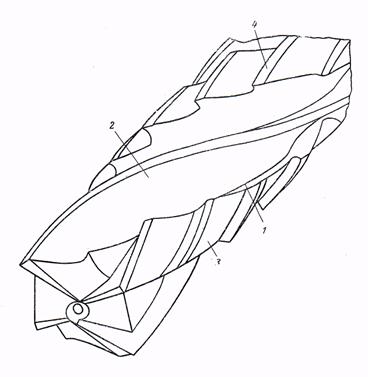
Совершенствование технологического процесса изготовления фрез
164206
знаков
16
таблиц
29
изображений
3.2 Описание рабочего места, оборудования, выполняемых операций
Важным направлением при обработке фрез является экологическая безопасность технологического процесса их изготовления. При проектировании новых технологических процессов необходимо наряду с экономической эффективностью учитывать экологическую безопасность, которой иногда следует отдавать предпочтение при принятии решений. Такому условию отвечает технология обработки, которая даёт возможность обрабатывать заготовку в обрабатывающем центре, в закрытом пространстве. Это позволяет создать более короткий технологический маршрут, реализующий методы малоотходной технологии, уменьшить объем снимаемой стружки и количество выделяемой теплоты и т.д. С применением твердого смазочного материала при деформирующем протягивании значительно сокращаются вредные выбросы.
Расположение станков на участке осуществляется согласно технологическому процессу. Расположение станков, расстояние между станками соответствуют санитарным нормам. Минимальная ширина проходов между линиями 1,5 м. Для подъезда электропогрузчика имеется проезд шириной 3,5 м и предусмотрены места для складирования заготовок. Поверхности металлорежущих станков окрашиваются в светло-зеленый цвет, движущиеся части станков - в светло-желтый. Включение отмечается сигнальной лампой зеленого цвета, кнопка "стоп" для экстренной остановки станка выкрашена в ярко красный цвет и имеет большой размер.
3.3 Организационные и технические мероприятия по созданию безопасных условий труда с проведением инженерных расчётов
Прежде всего, надо отметить, что администрация предприятия обязана обеспечить надлежащее техническое оборудование всех рабочих мест и создавать на них условия работы, соответствующие правилам по охране труда (правила по технике безопасности, санитарным нормам и правилам и т.п.).
В целях охраны труда и соблюдения техники безопасности проводятся инструктаж и обучение правилам безопасных приёмов и методов работы. Они должны быть обязательно организованы во всех цехах независимо от характера и степени опасности производства, а также квалификации и стажа работы лиц, выполняющих работу (ГОСТ 12.0.004-79).
Существует несколько видов инструктажа: вводный, первичный на рабочем месте, повторный, внеплановый, текущий.
Вводный инструктаж обязаны пройти все вновь поступающие на предприятие, а также командированные и учащиеся, прибывшие на практику. Его проводит инженер по охране труда.
Первичный инструктаж на рабочем месте проводят со всеми вновь принятыми на предприятие, переводимыми из одного подразделения в другое, командированными и др.
Повторный инструктаж проводится не реже чем через шесть месяцев. Цель этого инструктажа – восстановить в памяти рабочего правила по охране труда, а также разобрать конкретные нарушения из практики цеха или предприятия.
Внеплановый инструктаж проводят при изменении технологического процесса, изменении правил по охране труда, внедрения новой техники, нарушении работниками правил безопасности труда, которые могут привести или привели к травме, аварии, взрыву или пожару; при перерывах в работе – для работ, к которым предъявляются дополнительные требования безопасности труда не более чем на 30 календарных дней, для остальных – 60 дней. Текущий инструктаж проводят с работниками перед производством работ, на которые оформляется допуск – наряд.
К числу мер по технике безопасности и производственной санитарии относятся нормы, устанавливающие меры индивидуальной защиты работающих от профессиональных заболеваний и производственных травм. Эти нормы рассматривают следующее. На работах с вредными условиями труда, а также на работах, производимых в особых температурных условиях или связанных с загрязнением, рабочим и служащим выдаются бесплатно по установленным нормам специальная одежда, специальная обувь и другие средства индивидуальной защиты. Рабочие и служащие обязаны пользоваться в рабочее время выдаваемыми им средствами индивидуальной защиты. На работах, связанных с загрязнением, рабочим и служащим бесплатно по установленным нормам выдается мыло. На работах с вредными условиями труда рабочим и служащим бесплатно по установленным нормам молоко и другие равноценные пищевые продукты.
Мероприятия по оздоровлению воздушной среды
Требуемое состояние воздуха рабочей зоны может быть обеспечено выполнением определенных мероприятий, к основным относятся:
Механизация и автоматизация производственных процессов.
Применение технологического оборудования, исключающих образование вредных веществ или попадание их в рабочую зону
Применение средств индивидуальной защиты.
Мероприятия по избавлению от вибраций
Чаще всего виброгашение осуществляют путем установки агрегатов на фундаменты (а не на общую плиту). Массу фундамента подбирают таким образом, чтобы амплитуда колебаний подошвы фундамента в любом случае не превышала 0,1 – 0,2 мм, а для особо ответственных сооружений 0,005 мм. Для небольших объектов между основанием и агрегатом устанавливают плиту. Расчет фундаментов машин с динамическими нагрузками ведут по СниП 19 – 95. Также использование материалов способных поглощать колебания, увеличение жесткости оборудования для уменьшения резонансных колебаний. Важную роль играют правильный режим работы и эксплуатации, хороший уход и своевременный ремонт оборудования.
Защита от шума
Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования.
Расчет допустимого уровня шума
Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид:
![]() , (4.1)
, (4.1)
где В – так называемая постоянная помещения, м2
![]() , (4.2)
, (4.2)
где А – эквивалентная площадь помещения
![]() , (4.3)
, (4.3)
где LСР – средний коэффициент звукопоглощения внутренних поверхностей помещения площадью SПОВ. LСР = 0,12, тогда
![]() 111,1
111,1
![]()
LР – уровень звуковой мощности шума, определяется согласно формулы:
 , (4.4)
, (4.4)
где ![]() - исходная мощность, равная мощности переносимой звуковой волной интенсивности I0 через единичную площадку S0=1м2,
- исходная мощность, равная мощности переносимой звуковой волной интенсивности I0 через единичную площадку S0=1м2,
![]() Вт
Вт
где I0 – интенсивность звука, что соответствует порогу слышимости
Р – мощность источника, в данном случае станка. Мощность электродвигателя токарного станка Р = 28 кВт = 28×103 Вт.
Подставляя числовые значения, получим:

Ф – фактор направленности, характеризующий неравномерность излучения звука источником по направлениям. В нашем случае Ф = 1, SПОВ – площадь участка. В нашем случае SПОВ = 925,8 м2.

Защита от травмирования
Опасность травмирования на рабочем месте определяют по ГОСТ 12.0.004-79.
Опасность травмирования в текущее время в основном обусловлена большим износом оборудования. Поэтому для уменьшения опасности травмирования надо при работе соблюдать меры техники безопасности. При работе на технологическом оборудовании установить ограждающие экраны на силовом оборудовании. Поверхности металлорежущих станков окрашиваются в светло-зеленый цвет, движущиеся части станков - в светло-желтый. Пульты управления станками находятся, как правило, с правой стороны. Включение отмечается сигнальной лампой зеленого цвета, кнопка "стоп" для экстренной остановки станка выкрашена в ярко красный цвет и имеет большой размер.
Освещение производственного участка
Правильно спроектированная и выполненная система освещения необходима для обеспечения сохранности зрения человека, безопасности выполнения работы, высокой производительности труда и качества выпускаемой продукции.
При освещении производственных площадей используют естественное, искусственное и совмещенное освещение (в светлое время суток недостаточное по нормам естественное освещение дополняется искусственным).
Для обеспечения нормальной производственной деятельности на участке применяется искусственное общее равномерное освещение.
Осветительная система должна отвечать следующим требованиям:
освещенность на рабочем месте должна соответствовать характеру зрительной работы;
необходимо обеспечить достаточно равномерное распределение яркости на рабочей поверхности;
величина освещенности должна быть постоянной во времени;
направленность светового потока должна быть оптимальной;
все элементы осветительных приборов должны быть электро-безопасными.
осветительные приборы должны быть удобными и простыми в эксплуатации.
Тщательный и регулярный уход за осветительными установками имеет большое значение для создания рациональных условий освещения.
В установках с люминесцентными лампами необходимо следить за исправностью схем включения (не должно быть видимых глазом миганий лампы), а также пускорегулирующих аппаратов, о неисправности которых можно судить по значительному шуму дросселей.
Необходимо своевременно заменять перегоревшие лампы.
Станки должны иметь стационарные устройства местного освещения. Рекомендуется широкое использование встроенного освещения.
Освещение общее в сочетании с местным должно обеспечивать четкую видимость делений на отсчетных и контрольно-измерительных приборах, а также поверхность обрабатываемых деталей.
Электробезопасность
По степени опасности поражения током механические цеха относят к помещениям с повышенной опасностью (температура до 30С°, влажность воздуха около 70%). Для защиты от поражения током обязательно предусматривают: защитное заземление оборудования, изоляция и ограждение токоведущих частей, защитное отключение оборудования.
Все металлические части станков, а также отдельно стоящие электрические устройства, которые могут оказаться под напряжением вследствие нарушения изоляции и замыкания на корпус, должны быть заземлены.
Назначение защитного заземления – устранение опасности поражения людей электрическим током при появлении напряжения на конструктивных частях электрооборудования, т.е. при "замыкании на корпус".
Принцип действия защитного заземления - снижение опасного значения напряжений прикосновения и шага, обусловленных "замыканием на корпус". Это достигается уменьшением потенциала заземленного оборудования, а также выравниванием потенциала за счет подъема потенциала основания, на котором стоит человек, до потенциала, близкого по величине к потенциалу заземленного оборудования.
Область применения защитного заземления – трехфазные сети напряжением до 1000 В с изолированной нейтралью и выше 1000 В с любым режимом нейтрали.
Различают заземления искусственные, предназначенные исключительно для целей заземления и естественные – находящиеся в земле металлические предметы другого назначения.
Похожие работы
... 13.2 Идентификация опасных и вредных производственных факторов Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2 Таблица 13.2 Опасные и вредные производственные факторы № п/п Наименование опасного и вредного производственного фактора Виды работ, ...
... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...


... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев