Выбор заготовки
Выбор технологических баз. План обработки
Выбор средств технологического оснащения
Разработка технологических операций
Об/мин
Об/мин
Патентные исследования
Научные исследования
Выбор и проектирование станочного приспособления
Выбор и проектирование инструмента
Проектирование производственного участка
Принимаем 3 человека
Безопасность и экологичность проекта
Навигация
Разработка технологического процесса изготовления матрицы
Разработка технологического процесса изготовления матрицы
107588
знаков
68
таблиц
16
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТОЛЬЯТТИНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
МЕХАНИКО-ТЕХНОЛОГИЧЕСКОЕ ОТДЕЛЕНИЕ
КАФЕДРА “ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ ”
ДИПЛОМНЫЙ ПРОЕКТ на тему: “РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ МАТРИЦЫ” Зав. кафедройРуководитель проекта
Консультанты: 1.
Рецензент
Дипломант Черников
2006
Аннотация
УДК 621.91.002(075)
Технологический процесс изготовления матрицы. Дипломный проект /Черников - 2006.
В проекте рассмотрены вопросы совершенствования технологического процесса изготовления матрицы.
Предложен способ получения заготовки методом литья в песчано-глинистые формы по результатам экономического анализа. Разработан технологический маршрут изготовления детали для среднесерийного производства. Рассчитаны припуски на мех. обработку. На многоцелевой операции на основе проведенных научных и патентных исследований оптимизированы режимы резания и усовершенствована конструкция фрезы. Показаны наладки на многогоцелевую и фрезерно-расточную операции. Рассчитано и спроектировано станочное приспособление. Спроектирован участок обработки детали и рассчитаны коэффициенты загрузки применяемого оборудования. Соблюдены безопасность и экологичность проекта. Внедрение предлагаемых мероприятий по совершенствованию техпроцесса позволит получить годовой экономический эффект в размере 288 тыс.руб.
Проект состоит из пояснительной записки, включающей в себя 120с., 15 рис., 30 табл.. Графическая часть содержит 10 листов чертежей формата А1.
Содержание
Введение
1. Состояние вопроса. Анализ исходных данных.
2. Выбор стратегии и выбор производства.
3. Выбор и проектирование заготовки.
4. Выбор технологических баз. План обработки.
5. Выбор средств технологического оснащения.
6. Разработка технологических операций.
7. Патентные исследования.
8. Научные исследования.
9. Выбор и проектирование приспособлений.
10. Выбор и проектирование инструмента.
11. Расчет и проектирование участка механической обработки
12. Безопасность и экологичность проекта
13. Экономическая эффективность проекта
Заключение
Список литературы
Приложения
Введение
Цель дипломного проектирования по технологии машиностроения - научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Целью данного проекта является снижение трудоемкости изготовления матрицы путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения, инструментального производства.
Для достижения цели решаются следующие задачи:
1.Расширение, углубление, систематизация и закрепление теоретических знаний, и применение их для проектирования прогрессивных технологических процессов изготовления деталей, включая проектирование средств технологического оснащения.
2.Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы.
3.Овладение методикой теоретических исследований технологических процессов механосборочного производства.
В дипломном проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки.
1. Анализ исходных данных
Анализ служебного назначения детали
Задачей дипломного проекта является разработка технологического процесса изготовления детали «матрица». Матрица – это часть штампа для изготовления стальных заготовок методом пластического деформирования. Матрица предназначена для образования совместно с пуансоном полости требуемой конфигурации и силового воздействия на обрабатываемый материал. Штамп состоит из двух или более частей. Матрица – это неподвижная часть штампа. Когда матрица и пуансон соединены вместе, они образуют замкнутую полость определённой конфигурации, стенки которой воздействуют на обрабатываемый материал, пластически деформируют его и придают исходной заготовке из пластического материала требуемую форму. Таким образом, получается деталь или заготовка. Матрица работает в условиях высокой температуры, контактного напряжения и интенсивного трения скольжения. Точность поверхностей матрицы непосредственно влияет на точность получаемых изделий. Шероховатость поверхностей матрицы влияет на шероховатость получаемых поверхностей, поэтому к рабочим поверхностям матрицы предъявляются высокие требования по точности размеров, формы и взаимного расположения поверхностей, а также шероховатости поверхностей. Твёрдость матрицы должна быть значительно выше твёрдости обрабатываемого материала, чтобы обеспечить обрабатываемость и уменьшить износ. Поэтому, для изготовления матрицы выберем инструментальный материал – сталь 4Х5МФС с последующей объёмной закалкой.
Матрица (чертеж 06.М15.6 .10.000) в паре с пуансоном предназначена для изготовления штамповок фланца.
На рисунке 1.1 представлен эскиз матрицы, а в таблице 1.1 классификация ее поверхностей.
Эскиз матрицы
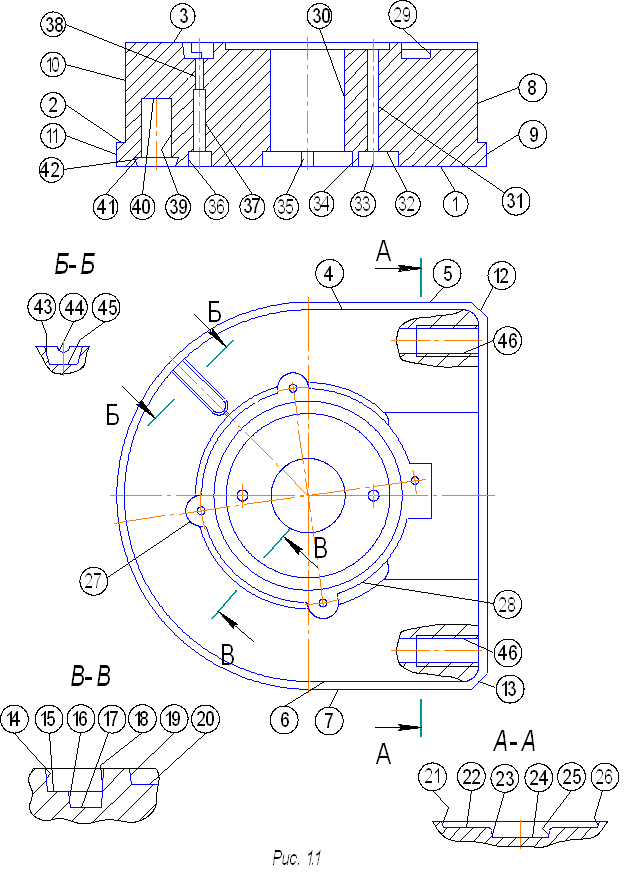
Таблица 1.1
Классификация поверхностей детали по служебному назначению
| Вид поверхности | Номера поверхностей |
| Исполнительные поверхности | 14-29 |
| Основные конструкторские базы | 1,30 |
| Вспомогательные конструкторские базы | 2-4,6,8,10,31-39,41,42,46 |
| Свободные поверхности | 7,9,10 |
Для изготовления данной матрицы применяется инструментальная сталь для штампов горячего деформирования 4Х5МФС. Химический состав стали, представлен в таблице 1.2.
Таблица 1.2
Химический состав стали 4Х5МФС
| Содержание элементов, % | |||||||
| С | Mn | Si | Cr | V | Mo | S | P |
| не более | |||||||
| 0,3-0,4 | 0,15-0,4 | 0,8-1,2 | 4,5-5,5 | 0,3-0,5 | 1,2-1,5 | 0,03 | |
Сталь марки 4Х5МФС обладает повышенным сопротивлением хрупкому разрушению, разгаростойкости и прокаливаемости и поэтому ее применяют для сложного прессового инструмента [1].
Технологичность конструкции детали
Анализ чертежа матрицы показал, что все разрезы и сечения, совершенно четко и однозначно объясняют ее конфигурацию и возможные способы получения заготовки; чертеж содержит все необходимые сведения о материале детали, термической обработке, массе детали; деталь не имеет каких-либо труднодоступных поверхностей, все поверхности доступны для обработки и ремонта; возможен свободный доступ инструмента к обрабатываемым поверхностям; отсутствие глухих отверстий; деталь является достаточно жесткой, что позволяет применить высокоскоростную обработку; на чертеже проставлены все необходимые требования для изготовления матрицы, с целью получения в дальнейшем качественных штамповок. Таким образом, деталь является достаточно технологичной.
1.3 Задачи проекта
Основной задачей проекта является получение экономического эффекта от модернизации технологического процесса изготовления детали.
В данном проекте для достижения экономического эффекта предлагается применить следующие меры:
1. Спроектировать заготовку с максимальным коэффициентом использования материала и с минимальной себестоимостью.
2. Разработать технологический процесс изготовления матрицы с использованием новейших достижений науки и техники, отвечающий требованиям технологичности (экономичности, точности, качества и т.д.).
2. Выбор стратегии и типа производства
В соответствии с заданной программой выпуска 1000 деталей в год и массой детали 1,4кг выбираем серийный тип производства [2].
Для серийного типа производства характерны следующие показатели технологического процесса:
· Форма организации технологического процесса – переменно-постоянная;
· Повторяемость выпуска – периодическое повторение партии;
· Вид технологического процесса – единичный;
· Заготовка – отливка, штамповка, прокат;
· Оборудование – универсальное, частично-специализированное;
· Загрузка оборудования – периодическая смена деталей на станках;
· Расстановка оборудования на участке – по ходу технологического процесса;
· Оснастка – универсальная и специальная;
Исходя из вышеперечисленного, стратегией проекта будем считать получение экономического эффекта путем уменьшения штучного времени, предположительно на заготовительной операции, введением нового способа получения заготовки; на фрезерной операции с помощью модернизации станка, приспособления и инструмента на основе проводимых научных и патентных исследований, учитывая экологическую составляющую проекта.
Похожие работы



... линий, рисунков и фабричных знаков. 9. Структурная схема маршрутного технологического процесса изготовления передней панели измерителя микропробоя ИМП-3Т 10. Операционный технологический процесс изготовления передней панели измерителя микропробоя ИМП-3Т А/Б № опер Наименование и содержание операции А 005 Заготовительная Б ...


... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
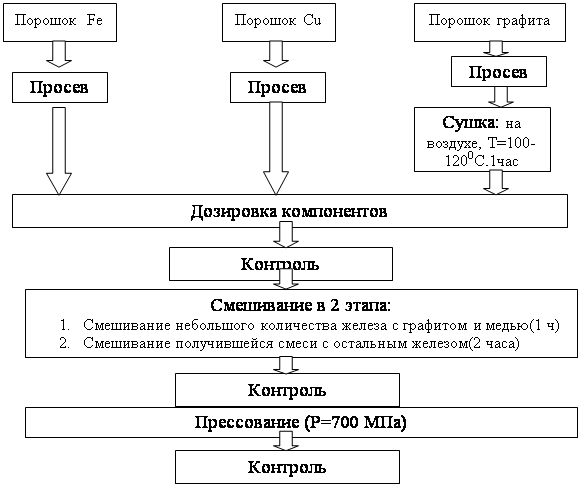
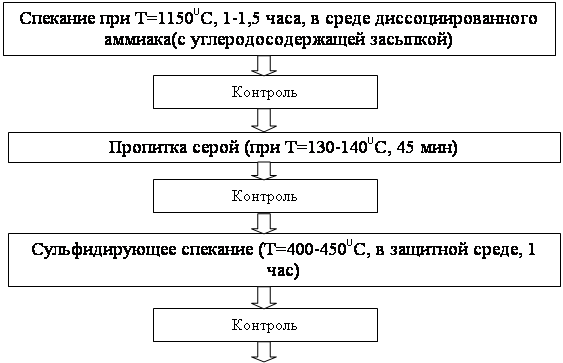
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
0 комментариев