АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
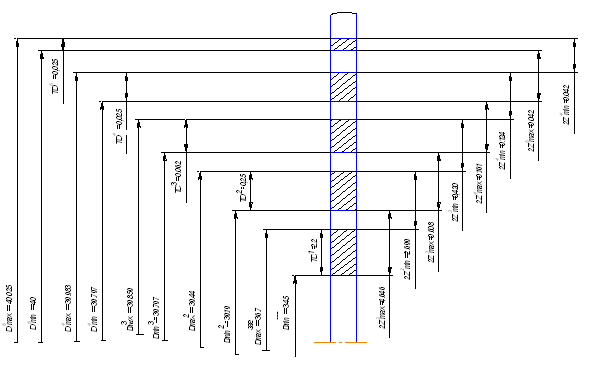
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
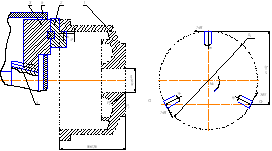
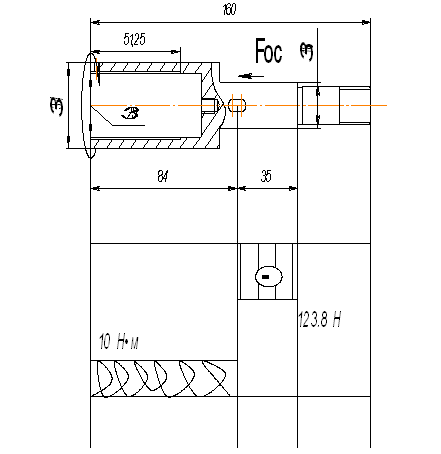
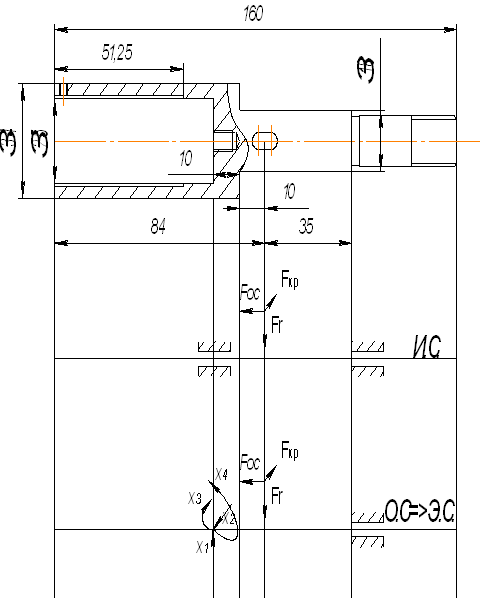
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
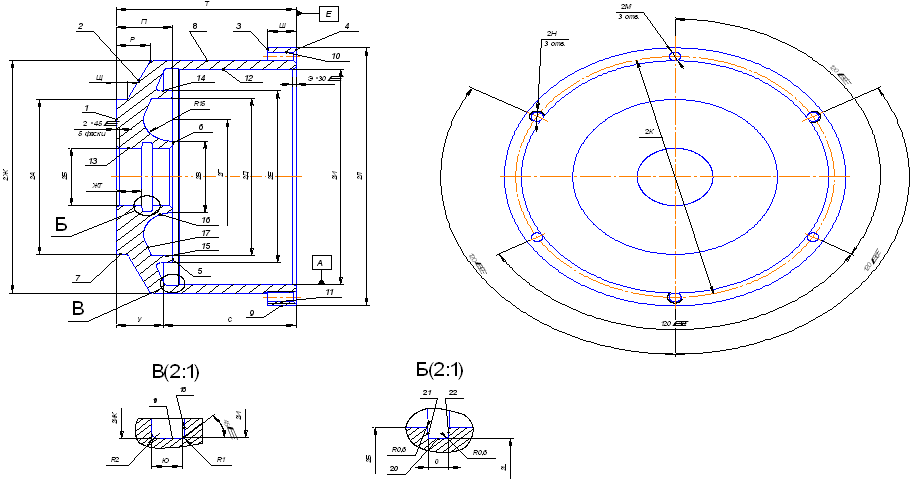
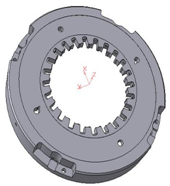
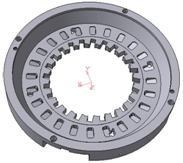
Технологический процесс изготовления корпуса расточной оправки
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
Министерство образования и науки Российской Федерации
Тольяттинский государственный университет Механико-технологическое отделениеКафедра «Технология машиностроения»
Дипломный проект
На тему:
«Разработка технологического процесса изготовления корпуса расточной оправки»
Зав. кафедрой: Солдатов А. А. .
Руководитель проекта: Росторгуев Д. А. .
Консультанты:
1. Зубкова Н. В. .
2. Ульянова В. Е. .
3. Виткалов В. Г. .
Рецензент: .
Дипломант: Брагина Е. О. .
Группа: ТМ–502 .
Тольятти « 1 » июнь 2007г.
УДК 621.9.048.6
Брагина Екатерина Олеговна. Кафедра «Технология машиностроения» ТГУ, Тольятти 2007 г. Дипломный проект на тему: «Разработка технологического процесса изготовления корпуса расточной оправки» Тольятти, 2007 г. – 192с., 10л. формата А1.
В дипломном проекте разработан технологический процесс изготовления детали, – корпус, спроектирована заготовка, выбраны необходимые средства технологического оснащения, используемые для изготовления данной детали, рассчитаны припуски на механическую обработку. Произведено нормирование технологического процесса. Рассчитаны и спроектированы станочное и контрольное приспособления, а так же режущий инструмент. Проведено исследование автоколебаний технологической системы на операции шлифование. Разработка технологического процесса сопровождается экономическим расчётом, отражающим правильность выбора параметров технических решений. Так же обеспечены безопасность и экологичность данного проекта.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. АНАЛИЗ ИСХОДНЫХ ДАННЫХ
1.1 Анализ служебного назначения и условий работы деталей
1.2 Систематизация поверхностей детали
1.3 Анализ технологичности
1.3.1 Технологичность заготовки
1.3.2 Технологичность общей конфигурации детали
1.3.3 Технологичность базирования и закрепления
1.3.4. Технологичность обрабатываемых поверхностей детали
1.4 Формулировка задач дипломного проектирования
2. ВЫБОР СТРАТЕГИИ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
3. ВЫБОР МЕТОДОВ ПОЛУЧЕНИЯ ЗАГОТОВКИ И МАРШРУТОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
3.1 Выбор метода получения заготовки
3.2 Выбор маршрутов обработки поверхностей
4. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
4.1 Разработка технологического маршрута
4.2 Разработка схем базирования
5. ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
5.1 Выбор оборудования
5.2 Выбор приспособлений
5.3 Выбор режущего инструмента
5.4 Выбор средств контроля
6. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
7. РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
7.1 Основные термины, относящиеся к размерному анализу
7.2 Размерные цепи и их уравнения
7.3 Проверка условий точности изготовления детали
7.4 Расчет припусков
7.5 Расчёт операционных размеров
8. НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
8.1 Определение режимов резания
8.2 Расчет норм времени
9. РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
9.1 Сбор исходных данных
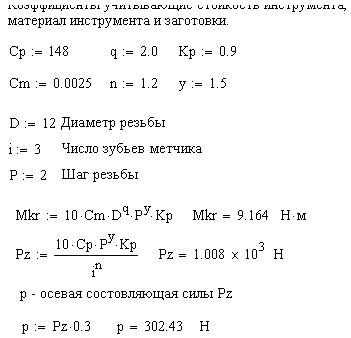
9.2 Расчёт сил резания
9.3 Расчёт усилия зажима
9.4 Расчёт зажимного механизма патрона
9.5 Расчёт силового привода
9.6 Расчёт погрешности установки заготовки в приспособлении
9.7 Описание работы поводкового патрона
10. РАСЧЕТ И ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
11.ПРОЕКТИРОВАНИЕ РЕЖУЩЕГО ИНСТРУМЕНТА
12. НИРС
13. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
14. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Основу технологической подготовки производства составляет разработка оптимального технологического процесса (ТП), позволяющего обеспечить выпуск заданного количества изделий заданного качества в установленные сроки с наименьшими затратами времени и ресурсов.
Важной частью разработки ТП обработки детали является разработка технологического маршрута, т.е. определение операций ТП и последовательности их выполнения.
Цель дипломного проектирования по технологии машиностроения научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Задачей данного проекта является обеспечение выпуска детали «Корпус» заданного качества с наименьшими затратами и минимальной трудоемкостью изготовления путем разработки оптимального технологического маршрута её механической обработки, базирующегося на современных достижениях в области станкостроения и инструментального производства, а так же провести исследования автоколебаний технологической системы на операции шлифование.
Для решения поставленных задач необходимы следующие мероприятия:
1. Расширение, углубление, систематизация и закрепление теоретических
знаний, и применение их для проектирования прогрессивных технологических процессов сборки изделий и изготовления деталей, включая проектирование средств технологического оснащения;
2. Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы;
3. Овладение методикой теоретико-экспериментальных исследований технологических процессов инструментального производства;
В дипломном проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
Похожие работы
... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...

... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев