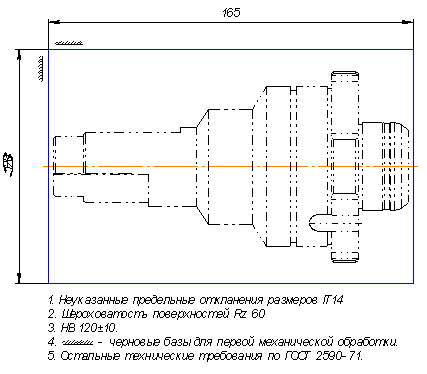
Расчет на прочность шпинделя
Последовательность расчета пружин сжатия
Выбор подшипников
Прочностной расчет прижима
Расчет режимов резания
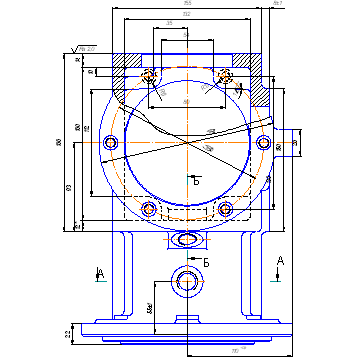
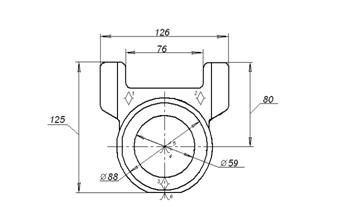
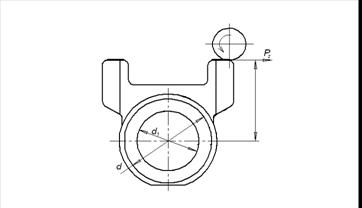
Проектирование планшайбы для круглошлифовальной операции
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Выводы
Экономическая часть
Расчет необходимого количества оборудования и коэффициентов его загрузки
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Навигация
Расчет режимов резания
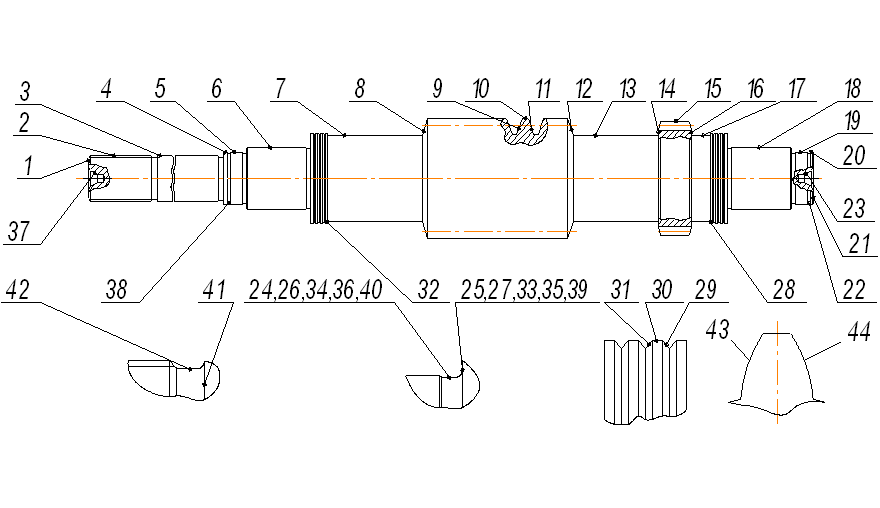
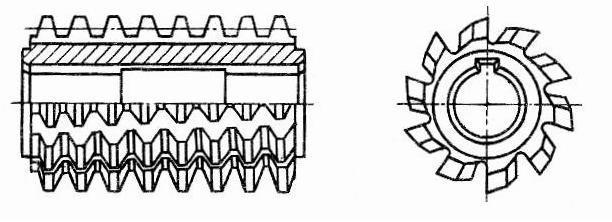
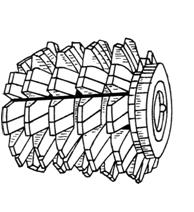
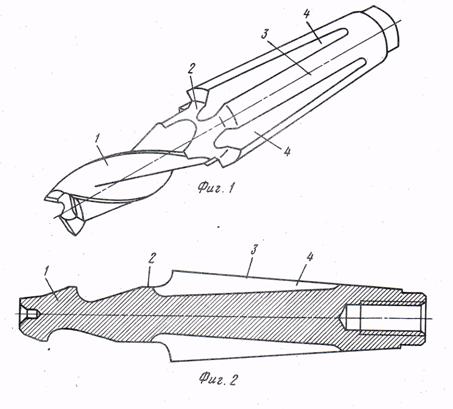
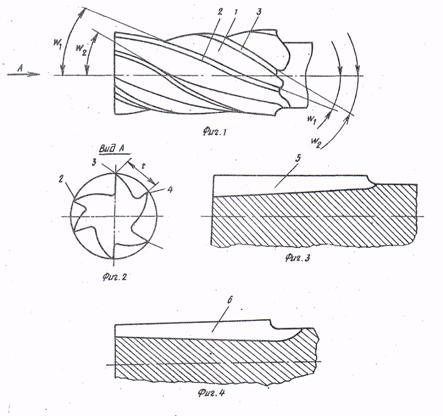
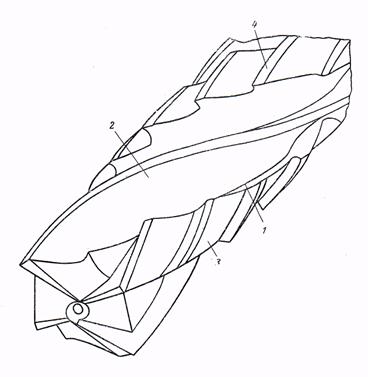
Совершенствование технологического процесса изготовления фрез
164206
знаков
16
таблиц
29
изображений
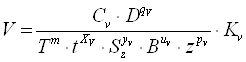
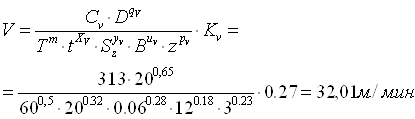
2.2.4 Расчет режимов резания
Скорость резания
 (4,1)
(4,1)
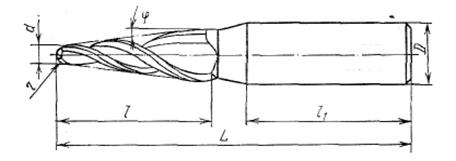
Сv=313 qv=0.65 Xv=0.32 yv=0.28 uv=0.18 pv=0.23 m=0.5 t=20мм B=12мм Т=60мин s=0.06
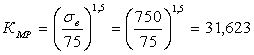
Поправочный коэффициент ![]() , где коэффициенты Кмv, Кuv, Kmv – учитывают обрабатываемый и инструментальный материалы.
, где коэффициенты Кмv, Кuv, Kmv – учитывают обрабатываемый и инструментальный материалы. ![]()
![]() (4,2)
(4,2)
 (4,3)
(4,3)
частота вращения фрезы будет находиться из выражения
![]() (4,4)
(4,4)
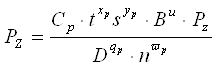
Сила резания
 (4,5)
(4,5)
Где Ср=12,5 xp=0.85 yp=0.75 up=1.0 wp=0 qp=0.73

![]()
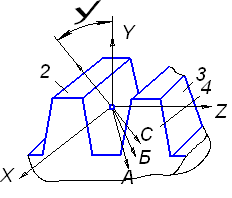
Объём одного кармана V=17510 мм3
Площадь среза концевой фрезой A=t×B=20×12=240 мм2
Длина пути которое нужно пройти фрезе ![]()
Подача на зуб фрезы Sz=0.06мм/зуб
Число зубьев фрезы Z=3
Частота оборотов фрезы n=510 об/мин
Найдем минутную подачу Sмин=0,06×3×510=91,8мм
Найдем время обработки одного паза
![]() (4,6)
(4,6)
на быстрый отвод подвод инструмента Тв=0,1мин
на разворот заготовки Тв=0,2 мин
![]()
![]()
На установку детали нужно будет затратить время на её выставление Тв=30мин. Итого
Тшт=Тмаш+Тв=32,2+30=62,2мин=1,03ч
Кроме того на этой операции сверлили четыре отверстия посчитаем на неё режимы резания и время необходимое на обработку этих отверстий
при сверлении технологических отверстий
Сила Ро при сверлении
![]() (4,7)
(4,7)
крутящий момент М рассчитывается
![]() (4,8)
(4,8)
Найдем значения коэффициентов и показателей степени в формулах крутящего момента и осевой силы при сверлении См=0,041 qм=2,0 YМ=0,7 СР=143 qp=1.0 yp=0.8, диаметр отверстия D=14.
![]() Коэффициент -
Коэффициент - ![]() учитывающий механические свойства обрабатываемого материала.
учитывающий механические свойства обрабатываемого материала.
![]()
 (4,9)
(4,9)
Зная все необходимые коэффициенты найдем значения силы Ро и крутящего момента М
![]()
![]()
Сила резания находится по эмпирической формуле
 (4,10)
(4,10)
где ![]()
Найдем коэффициенты
СV=9.8 qv=0.4 xv=0 yv=0.5 m=0.2 T=15 KMV=0.5 KUV=1 KlV=0.6
![]()
Частоту оборотов найдем из следующего соотношения
![]()
Найдем основное время на сверление отверстий
![]()
![]()
![]()
на четыре отверстия время затратится в два раза больше ТМ=0,618·4=2,472мин=0,041 час
В данном случае машинное время будет равно штучному времени т.к. на этой операции не предполагается устанавливать заготовку, правда нужно время для смены инструмента, но оно на столько мало что, им можно пренебречь т.к. смена инструмента на обрабатывающем центре происходит автоматически, а на загрузку инструмента идет отдельное подготовительное время.
Посчитаем сколько времени затратится на сверление отверстий и фрезеровании пазов
ТМ=0,041+0,54=0,581час
Тшт=1,03+0,041=1,08 час
Похожие работы
... 13.2 Идентификация опасных и вредных производственных факторов Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2 Таблица 13.2 Опасные и вредные производственные факторы № п/п Наименование опасного и вредного производственного фактора Виды работ, ...
... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...


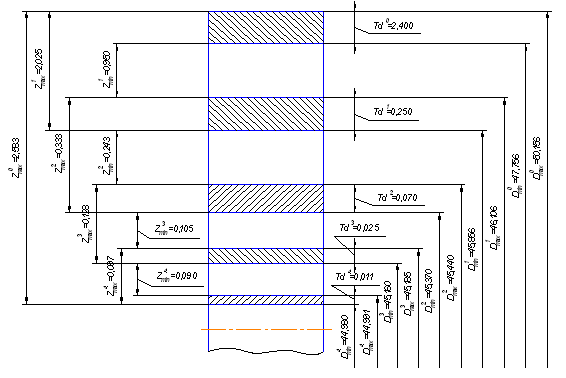
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев