Расчет на прочность шпинделя
Последовательность расчета пружин сжатия
Выбор подшипников
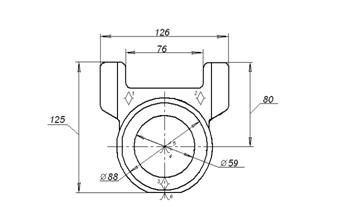
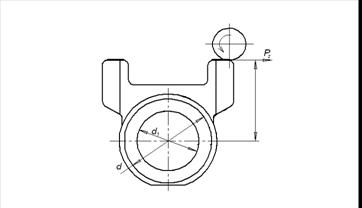
Прочностной расчет прижима
Расчет режимов резания
Проектирование планшайбы для круглошлифовальной операции
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Выводы
Экономическая часть
Расчет необходимого количества оборудования и коэффициентов его загрузки
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Навигация
Выбор подшипников
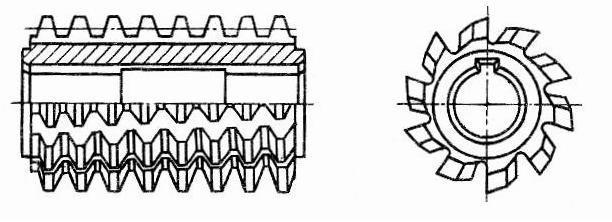
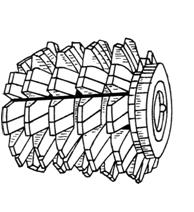
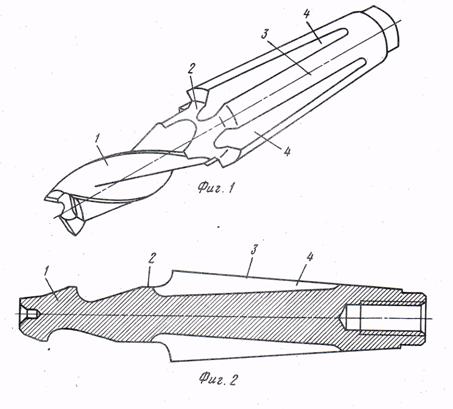
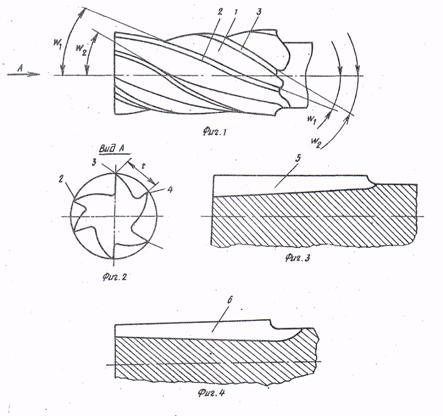
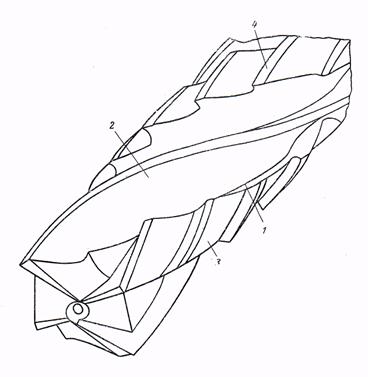
Совершенствование технологического процесса изготовления фрез
164206
знаков
16
таблиц
29
изображений
2.1.4 Выбор подшипников
Для подшипников с частотой вращения кольца ![]() основной характеристикой служит статическая грузоподъемность С0; при большей частоте вращения – динамическая грузоподъёмность С.
основной характеристикой служит статическая грузоподъемность С0; при большей частоте вращения – динамическая грузоподъёмность С.
По ГОСТ 18855 – 73 динамической грузоподъёмностью радиальных и радиально – упорных подшипников называют величину постоянной радиальной нагрузки, которую группа идентичных подшипников с неподвижным наружным кольцом может выдержать в течение 1 млн. оборотов внутреннего кольца. Под номинальной долговечностью понимают срок службы подшипников, в течение которого не менее 90% из данной группы при одинаковых условиях должны проработать без появления признаков усталости металла.
Расчетную долговечность L в млн. оборотов или Lh в часах определяют по динамической грузоподъемности С и величине эквивалентной нагрузки Рэ.
 (4,1)
(4,1)
где m=10/3 – для роликоподшипников.
Для любых подшипников
![]() (4,2)
(4,2)
где n – частота вращения подшипника, об/мин.
Полученный по этой формуле результат должен соответствовать долговечности редукторов 360 000 ч. – для зубчатых редукторов. Эквивалентная нагрузка РЭ для однорядных радиальных роликоподшипниках
![]() (4,3)
(4,3)
где X – коэффициент радиальной нагрузки X=0.56
V – Коэффициент учитывающий вращение колец. V =1
Fr – радиальная нагрузка Fr=190.7 H
Y – Коэффициент осевой нагрузки Y =2.30
Fa – Осевая нагрузка Fa = 123.8 Н
Кт – Температурный коэффициент Кт =1.05
Кб – Коэффициент безопасности Кб =1.2
C – Динамическая грузоподъёмность С=25000 Н
n – частота оборотов n = 90 об/мин
![]()
Найдем расчетную долговечность
 (4,4)
(4,4)

Полученный по этой формуле результат соответствует долговечности 360 000 ч.
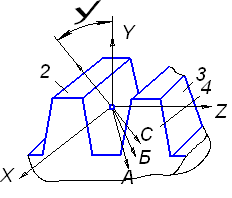
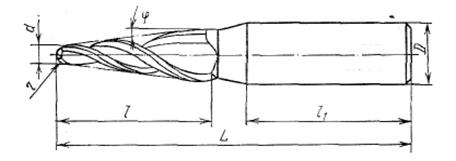
2.1.5 Расчет режимов резания
Резьба М6, Шаг 1 мм, инструмент метчик Р18.
Подача S=1мм/об
Скорость резания
 (5,1)
(5,1)
где Сv – постоянная величина для данных условий Сv = 64.8, d – Диаметр резьбы d = 6 мм, qv = 1.2, yv = 0.5, m = 0.9, T – Стойкость инструмента Т = 90 мин.
Поправочный коэффициент ![]() , где коэффициенты Кмv, Кuv, Kmv – учитывают обрабатываемый и инструментальный материалы и точность нарезаемой резьбы соответственно их значениям, приведенными в [таб. 47]
, где коэффициенты Кмv, Кuv, Kmv – учитывают обрабатываемый и инструментальный материалы и точность нарезаемой резьбы соответственно их значениям, приведенными в [таб. 47]
![]()
![]()

Ранее были рассчитаны сила Pz = 1000 Н и крутящий момент М=9,164 Н·м. Определим мощность резания
![]() (5,2)
(5,2)
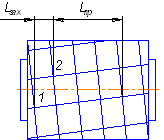
Расчет штучного времени для нарезания резьбы
![]() (5,3)
(5,3)
Найдем машинное время
 (5,4)
(5,4)
![]()
![]()
ТВ – вспомогательное время, время на быстрое перемещение инструмента и стола
![]()
Определим штучное время на нарезание резьбы в одном отверстии
![]()
В заготовке 24 отверстия тогда
![]()
В данном случае заготовка уже установлена по этому в данном случае машинное время равно штучному.
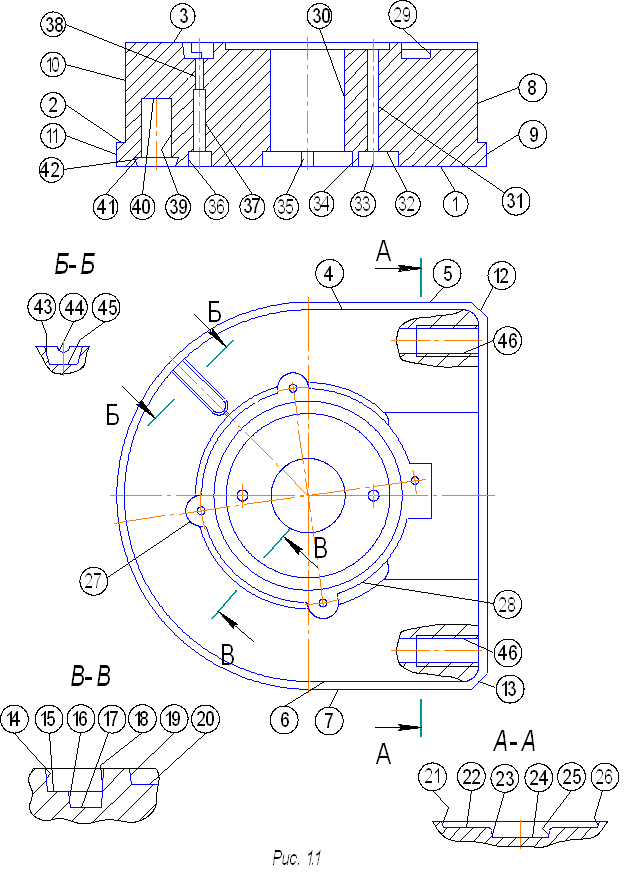
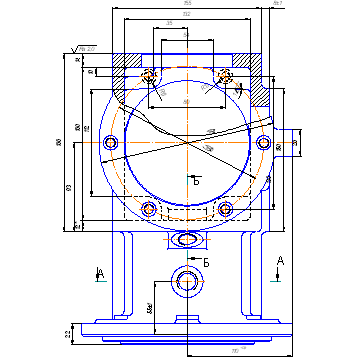
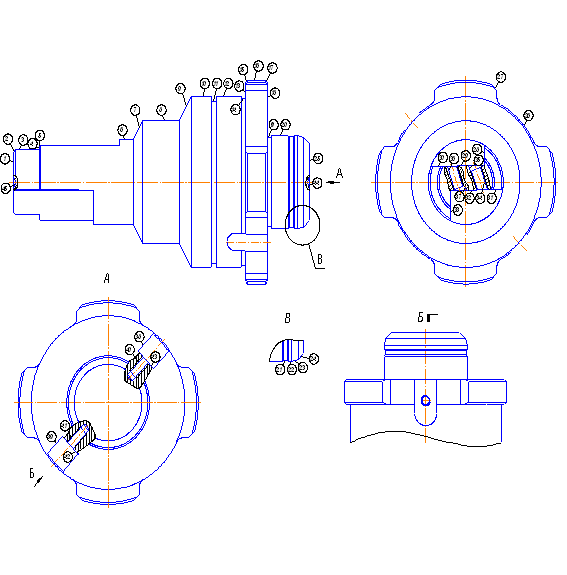
2.2 Проектирование плиты на стенок МАНО 800
2.2.1 Описание конструкции плиты на станок MAHO 800
Приспособление – плита предназначено для фрезерной обработки фрезы охватывающего фрезерования типа GFM на обрабатывающем центре MAHO 800.
На плиту ставятся четыре опоры, опора базируются по двум взаимно перпендикулярным шпонкам и крепятся к плите на четыре винта. К опоре крепится прижим на четыре винта, прижим можно перемещать вдоль направляющих. На прижиме есть отверстие с резьбой под болт, им перемещают и закрепляют заготовку с четырех сторон по окружности фрезы. К опоре крепится прихват и винтом прижимает заготовку к опоре. С другой стороны к опоре крепится индикаторная стойка, она служит для выверки фрезы относительно центра.
Похожие работы
... 13.2 Идентификация опасных и вредных производственных факторов Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2 Таблица 13.2 Опасные и вредные производственные факторы № п/п Наименование опасного и вредного производственного фактора Виды работ, ...
... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...


... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев