Расчет на прочность шпинделя
Последовательность расчета пружин сжатия
Выбор подшипников
Прочностной расчет прижима
Расчет режимов резания
Проектирование планшайбы для круглошлифовальной операции
Безопасность и экологичность проекта
Описание рабочего места, оборудования, выполняемых операций
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Выводы
Экономическая часть
Расчет необходимого количества оборудования и коэффициентов его загрузки
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Навигация
Выводы
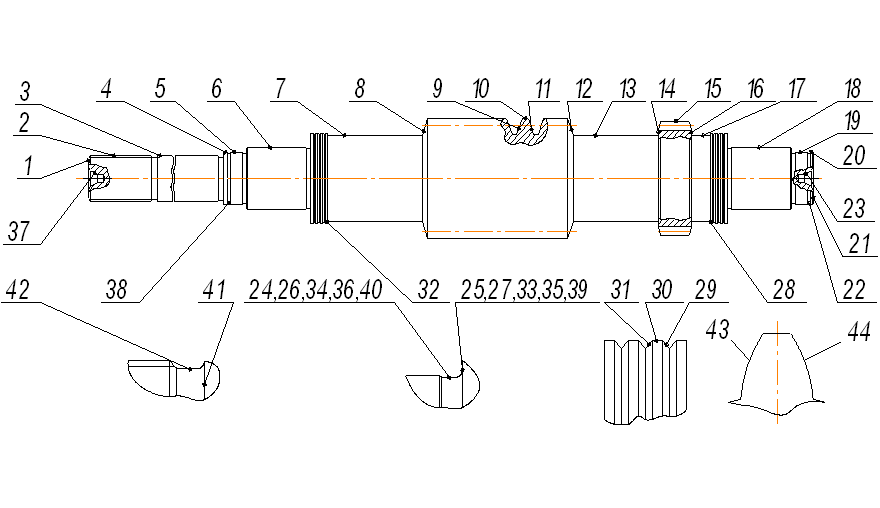
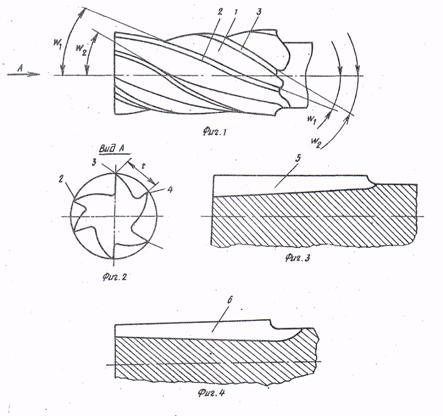
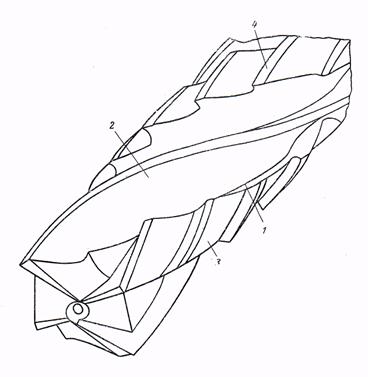
Совершенствование технологического процесса изготовления фрез
164206
знаков
16
таблиц
29
изображений
3.6 Выводы
В данной работе мы произвели анализ техпроцесса, выявили положительные и отрицательные черты, влияющие на безопасность труда и экологию в целом. Подробно рассмотрели наиболее явные опасные и производственные факторы, дали им достаточно развернутую характеристику и объяснили их влияние на состояние здоровья человека и окружающей среды.
Поскольку при производстве фрез и другого инструмента невозможно полностью устранить вредные воздействия, при разработке новых технических решений следует учитывать экологический ущерб. При прогнозировании ущерба обычно стараются оценить риск, связанный с возможностью аварийных ситуаций и загрязнения окружающей среды. Однако в настоящее время не удается определить с достаточной точностью вид и размеры ущерба при производстве инструмента. Изменения, внесенные даже в одну технологическую операцию, влекут за собой комплекс мероприятий, требующих дополнительной информации об их воздействии на другие операции и персонал.
Для оценки возможного ущерба следует моделировать отказы оборудования, инструмента и оснастки, ошибки оператора, а также опасное воздействие на него СОЖ, вибраций и поломок инструмента. Вероятность отказа инструмента можно установить, используя статистические данные об аналогичных случаях. Однако при применении нестандартных технических решений такой подход не всегда возможен.
Необходимо также оценивать уровень безопасности при изготовлении зубчатых колес. Любая технологическая операция по-своему потенциально опасна. Чаще всего опасность возникает в результате внезапной потери управления технологическим процессом. Этому предшествует цепь предпосылок; ее звенья в большинстве случаев предсказуемы и могут быть определены путем моделирования условий, при которых возможны аварийные ситуации.
Неблагоприятные условия могут проявляться постепенно, в частности, при износе инструмента, технологической оснастки и т.д. К неблагоприятным условиям относится наличие скрытых дефектов в инструменте, слишком низкая или высокая твердость заготовок, завышенный или неравномерный припуск и т.д.
При прогнозировании аварийной ситуации (которой предшествует критическое состояние) обычно учитывают только то, что угрожает здоровью и жизни оператора. Состояние же реальной технологической операции определяется совокупностью многих факторов. Чтобы обеспечить безопасность технологической операции, необходимо разработать модель, с помощью которой можно надежно и просто выявлять критические факторы и оценивать степень опасности.
Безопасность операции обеспечивается, если в действиях оператора нет ошибок, оборудование и оснастка работают без отказов и вредные воздействия на оператора отсутствуют. Однако в реальном производстве эти условия полностью невыполнимы. Поэтому опасность надо моделировать, используя следующие данные: реальные возможности оборудования, оснастки и инструмента и условия их реализации; предпосылки для перехода к критическому состоянию; пути предотвращения аварийной ситуации; способы уменьшения возможного ущерба.
Для зуборезного инструмента путь к безаварийному и безопасному состоянию сводится к определению минимального числа предпосылок, при одновременном наличии которых происходит поломка, а также условий, гарантирующих ее отсутствие. Если не учитывается хотя бы одно из условий, то аварийная ситуация не исключается. Для снижения вероятности поломки инструмента применяется в дополнение к смыванию стружки экологически безопасной СОЖ под давлением используют механическое удаление стружки с помощью специальных щеток; применяется термическая обработка заготовок, улучшающая обрабатываемость их материала; производится тщательный контроль за соблюдением технологической дисциплины при переточке инструмента.
Устранение наиболее значимых предпосылок является самым простым и дешевым способом обеспечения максимально возможного на данный момент уровня безопасности изготовления. Однако сбор статистических данных и учет интенсивности отказов оборудования, поломок инструмента, частоты возникновения ошибок оператора в рассматриваемых технологических процессах в должной мере не проводились, социально-экономический ущерб пооперационно не оценивался. В производстве одновременно необходимо осуществлять множество организационно-технических мероприятий. Выбор их оптимальных сочетаний сложен даже при использовании современных методов. Необходимо обеспечить получение информации обо всех взаимосвязанных технологических операциях. Это позволит оценить возможный риск и минимизировать ущерб при организации новых технологических процессов.
Обозначен класс пожароопасности предприятия. Разработанная планировка участка, как "ячейки" здания завода, позволит верно сориентировать людей во время эвакуации, использование средств предупреждения и тушения пожаров, а также своевременного оповещения во всех остальных чрезвычайных ситуациях и авариях даст возможность сохранить жизни многим сотрудникам. Таким образом, с точки зрения безопасности и экологичности, проект следует считать удовлетворяющим существующие правила и стандарты.
Похожие работы
... 13.2 Идентификация опасных и вредных производственных факторов Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2 Таблица 13.2 Опасные и вредные производственные факторы № п/п Наименование опасного и вредного производственного фактора Виды работ, ...
... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...


... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев