Паяння
друкованих
плат
Паяння
хвилею припою
Перевірка
паяних з’єднань
Вивчення приладу
та технологічне
доопрацювання
його
Розділення
процесу складення
і монтажу на
операції
Відкласти
інструмент
Розрахунок
типових ділянок
складання і
монтажу печатних
Взяти в
коробці деталь
або електроелемент
і роздивитись
Навигация
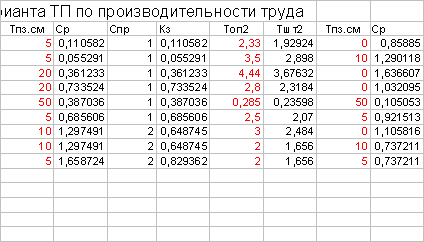
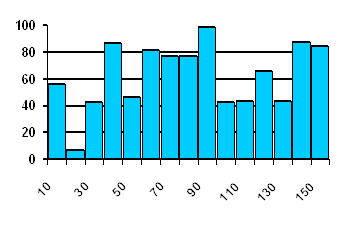
Розрахунок типових ділянок складання і монтажу печатних
Технология сборки и монтажа печатных плат
64435
знаков
22
таблицы
7
изображений
4 Розрахунок типових ділянок складання і монтажу печатних
плат в умовах дрібносерійного і серійного виробництва
Програма запуску
При складанні і пайці печатних плат мають значне місце технологічні затрати, в зв’язку з чим розрахунок ділянок повинен виконуватись на програмі запуску, визначаючи по формулі:
NS=N*j , (2)
де NS– річна програма запуску, шт.; N – річна програма випуску, шт.;
j – коефіцієнт технологічних витрат.
Кількість робочих місць, виробничих робітників і обладнання
Кількість робочих місць на кожній операції визначається по формулу:
С=NS*t/Ф , (3)
де С – кількість робочих місць на операції; t – трудомісткість виконання операції, год.; Ф – річний фонд часу робочого місця (при двозмінному розкладі праці), год.
Коефіцієнт завантаження робочих місць і обладнання визначається по формулі:
JЗ = СР / СПР , (4)
де JЗ – коефіцієнт завантаження; СР – розрахункова кількість робочих місць; СПР – прийнята кількість робочих місць.
Число виробничих робітників визначається по формулу:
КР= Nt/ФР , (5)
де КР – потрібне число виробничих робітників; Nt – загальний об’єм виробництва на ділянці, чол/год; ФР – річний фонд робітника, год.
Технологічне планування і організація праці на ділянках
Робочі місця на ділянках розташовують по ходу технологічного процесу, які оснащують верстаками з габаритними розмірами 1250*750*800; верстак складається з рами і двох стійок, які кріпляться до неї. Зверху мається кришка кольору "слонова кістка". На робочих місцях, призначених для лудження, пайки і промивки, необхідно вмонтовувати місцеву вентиляційну витяжку.
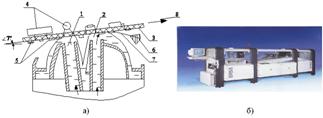
Ділянка виготовлення печатних плат оснащується горизонтально замкненим конвейєром періодичної дії.
Робочі місця постачають деталями і матеріалами двічі за зміну, а точніше до початку роботи і в обідню перерву. Ці матеріали поступають на робочі місця із загальноцехової матеріальної комори. Безперервну роботу ділянки забезпечують необхідним заставленням в коморах, величина якого визначається характером виробництва.
Настільні ручні пристрої використовують для підготовки елементів малого застосування, а напівавтомати і автомати – для елементів широкого застосування.
Лудження виконують на напівавтоматичному обладнанні для пайки типа АП-4 (серійне виробництво), або у ваннах для лудження (дрібносерійне).
Складні плати з складально-монтажної дільниці поступають в окремі пайки, де роблять:
а) пайку плат на обладнанні АП-4 з наступною пайкою на робочому
місці не пропаяних місць;
б) промивку плат;
в) перевірку якості пайки і монтажу кваліфікованими працівниками
та контролерами.
Готові плати поступають в комору готових виробів.
Додаток 1
Фази процесу пайки
![]() повітря
повітря
![]() окисний
шар
окисний
шар
![]() основний
метал
основний
метал
![]() флюс
флюс
![]() змащування
окисленої
поверхні металу
флюсом
змащування
окисленої
поверхні металу
флюсом
![]() основний
метал
основний
метал

![]() відновлена
поверхня металу
відновлена
поверхня металу
![]() основний
метал
основний
метал
![]() рідкий
припой
рідкий
припой
![]() змащування
припоєм металічної
поверхні
змащування
припоєм металічної
поверхні
![]() основний
метал
основний
метал
 припой
припой
![]()
![]() зона
сплавлення
зона
сплавлення
![]() основний
метал
основний
метал
Додаток 2
Методи паяння
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
а) б)
в) г)
д) е)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
є) ж)
а – пайка зануренням з вертикальним переміщенням;
б – пайка зануренням з нахилом плати;
в – пайка протягуванням;
г – пайка із застосуванням коливального руху;
д – пайка зануренням з маятниковим рухом плати;
е – пайка методом sylvania;
є – каскадна пайка;
ж – пайка хвилею по принципу стікання припою.
Додаток 3
Профілі хвилі при паянні хвилею

![]()
![]()
![]()

![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
а) б)
![]()
![]()
![]()
![]()
![]()
![]()
в) г)
![]()

![]()
![]()
![]()
![]()
![]()
![]()
д) е)
а – дугова хвиля; г – плоска хвиля;
б – дельта-хвиля; д – плоска хвиля;
в – відбита хвиля; е – вторинна хвиля.
Додаток 4
Штучні норми часу та час на складання і монтаж
Штучна норма часу
Розрахунок норм часу на операції складання і монтажу розраховується по формулі:
ТШТ = ТОП * К (хв.) , (1)
де ТШТ – штучний час на виконання операції; ТОП – оперативний час; К – коефіцієнт, що передбачає підготовчо-заключний час та час на організаційно-технічне обслуговування робочого місця, відпочинок і особисті потреби.
При розрахунках норм штучного часу на регулювання і контроль в формулі (1) вводиться коефіцієнт КІ, що враховує час на виявлення і ремонт дефектів регулювальником в процесі регулювання виробу, тобто формула (1) набуває наступного вигляду:
Тшт = Топ * КІ * КП (хв.) (2)
Підготовчо-заключний час, час на організаційно-технічне обслуговування робочого місця, відпочинок і особисті потреби
Таблиця 1
| № | Найменування елементів затрат робочого часу | Зміст роботи | Час в процентах від оперативного |
| 1 | 2 | 3 | 4 |
| 1 | Підготовчо-заключний час | а)Отримання завдання на зміну, технічної документації, інструменту і матеріалів; б)Ознайомлення з кресленнями і інструкціями. Наладка обладнання і приладів; в)Здача роботи, інструменту і оформлення документів. | 2,0 |
Продовження таблиці 1
| 1 | 2 | 3 | 4 |
| 2 | Організаційно-технічне обслуговування робочого місця і т.ін. | а)Розкладення і прибирання інструменту і пристроїв на початку, на протязі та в кінці зміни; б)Підналадка, калібровка і перевірка приладів і пристроїв на протязі зміни; в)Обмін дефектних матеріалів, електроелементів і деталей протягом зміни; г)Отримання виробничого інструктажу протягом зміни; д)Прибирання робочого місця протягом і після закінчення зміни. | 4,5 |
| 3 | Відпочинок і особисті потреби | а)Виробнича гімнастика; б)Відпочинок і особисті потреби. | 7,5 |
| Всього в процентах від оперативного часу | 14 | ||
| Коефіцієнт до оперативного часу – КП = 1+К | 1,14 | ||
Примітка. В даному випадку підготовчо-заключний час визначено у відсотках від оперативного часу, так як він складає незначну частину робочого часу і являється постійним при виконанні робіт, передбачених нормативами.
Таблиця 2
| Розмір партій плат, шт. | Поправний коефіцієнт КІ |
| 300 … 1000 | 1,0 |
| 150 … 300 | 1,1 |
| 50 … 150 | 1,2 |
Заготівка монтажних проводів
Зміст роботи
1. Відмотати необхідну довжину проводу і вирівняти.
Відміряти задану довжину проводу по лінійці або зсунути кінець проводу до кінця ножиць.
Взяти ножиці, відрізати провід, відкласти ножиці і провід або натиснути ричаг ножиць і відрізати провід.
Час на заготовку монтажних проводів
Таблиця 3
| Параметри дроту | Ручні ножиці | Важільні ножиці | Педальні ножиці | |||
| Довжина заготовки, мм | ||||||
| 30 | 100 | 30 | 100 | 30 | 100 | |
| Час на один провід, хв. | ||||||
| Неізольований Ж0,2 | 0,068 | 0,063 | 0,046 | 0,061 | — | — |
| Неізольований Ж0,5 | 0,065 | 0,070 | 0,051 | 0,057 | — | — |
| Ізольований Ж0,2 | 0,054 | 0,065 | 0,043 | 0,052 | 0,038 | 0,048 |
| Ізольований Ж0,5 | 0,060 | 0,072 | 0,047 | 0,057 | 0,045 | 0,054 |
| Багатожильний Ж0,5 | 0,066 | 0,079 | 0,052 | 0,063 | 0,047 | 0,057 |
| Багатожильний Ж1,0 | 0,073 | 0,087 | 0,057 | 0,068 | 0,052 | 0,060 |
Зняття ізоляції
Зміст роботи
1. Взяти провід і відповідний інструмент.
2. Зачистити кінець проводу на потрібну довжину.
3. Відкласти провід.
Час на зняття ізоляції
Таблиця 4
| Спосіб зачистки | Діаметр проводу, мм | ||||
| Ј 0,06 | 0,06…0,1 | 0,1…0,25 | 0,25…0,5 | 0,5…1,0 | |
| Зачистка одного кінця, хв. | |||||
| Наждачний папір | 0,067…0,144 | 0,060…0,108 | 0,060…0,090 | 0,042…0,103 | 0,067…0,144 |
| Електроопалювачем і наждачним папером | 0,084…0,199 | 0,076…0,178 | 0,071…0,205 | 0,079…0,113 | 0,101…0,144 |
| Скальпелем | 0,109 | 0,084 | 0,070 | 0,108 | 0,140 |
Лудження
Зміст роботи
1.Взяти провід і відповідний інструмент.
2.Зачистити кінець проводу на потрібну довжину.
3.Відкласти провід.
Час на лудження
Таблиця 5
| Кількість обслугов | Діаметр виводів, мм | |||
| Тип дроту | Довжина | уючих | 0…0,2 | 0,2…0,5 |
| електроелементу | лудіння, мм | виводів деталі | Час лудіння однієї деталі, хв. | |
| Оголений одножильний провід | 0…10 | 1 | 0,134 | 0,124 |
| 2 | 0,199 | 0,179 | ||
| Багатожильний провід | 0…10 | 1 | 0,139 | 0,129 |
| 2 | 0,209 | 0,189 | ||
| Виводи радіолементів | 0…10 | 1 | 0,134 | 0,124 |
| 2 | 0,199 | 0,179 | ||
| 3 | 0,254 | 0,224 | ||
Примітка. При використанні пінцету до табличного часу треба додавати 0.029 хв.
Підготовка електроелементів до монтажу
Зміст роботи
1.Взяти електроелемент і відповідний інструмент.
2.Продивитись, виправити, зачистити і т.ін.
3.Відкласти електроелемент і інструмент.
Час на підготовку електроелементів до монтажу
Таблиця 6
| Найменування | Діаметр виводів, | Кількість оброблюваних виводів | ||
| прийому | Інструмент | мм | 2 | 3 |
| Час на один елемент, хв. | ||||
| Вирівнювання виводів | Вручну | 0,2…0,5 | 0,056…0,066 | 0,066…0,081 |
| Пінцет | 0,2…0,5 | 0,095…0,105 | 0,110…0,125 | |
| Зачистка виводів | Наждачний папір | 0,2…0,5 | 0,176…0,136 | 0,246…0,186 |
| скальпель | 0,2…0,5 | 0,155…0,115 | 0,200…0,155 | |
| Обрізка виводів | Ножиці | 0,2…0,5 | 0,064…0,074 | 0,079…0,094 |
Установка деталей і електроелементів на плату
Зміст роботи
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...

... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...



... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
0 комментариев