Паяння
друкованих
плат
Паяння
хвилею припою
Перевірка
паяних з’єднань
Вивчення приладу
та технологічне
доопрацювання
його
Розділення
процесу складення
і монтажу на
операції
Відкласти
інструмент
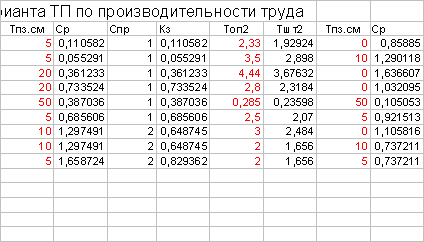
Розрахунок
типових ділянок
складання і
монтажу печатних
Взяти в
коробці деталь
або електроелемент
і роздивитись
Навигация
Вивчення приладу та технологічне доопрацювання його
Технология сборки и монтажа печатных плат
64435
знаков
22
таблицы
7
изображений
2.1 Вивчення приладу та технологічне доопрацювання його
конструкції і схем
Перед розробкою технології складання і монтажу необхідно вивчити принцип дії, призначення окремих деталей, вузлів та ланцюгів передбаченого до запуску в серійне виробництво радіотехнічного устаткування. Це дозволить правильно вирішити питання, які виникають при проектуванні технології, наприклад, розташування монтажних проводів, об’єднання проводів в джгути, правильне використання корпусних пелюстків і т.ін.
При вивченні зразка приладу необхідно проаналізувати особливості конструкції, розташування і кріплення вузлів у деталей, особливості монтажу з точки зору придатності до виробництва, при цьому слід виявити можливість спрощення складення та монтажу і поліпшення технологічності конструкції.
Необхідно ретельно перевірити монтаж, користуючись таблицями з’єднань, монтажною і принциповою схемами, звернув увагу на марки проводів, використовуваних для монтажу. Слід рекомендувати найбільш технологічні марки проводів. Рекомендується об’єднувати проводи в один загальний джгут, або ж в декілька окремих джгутів, причому об’єднання проводів в джгути роблять у випадку простого монтажу. Заготовка джгута може бути виділена в самостійну технологічну операцію з використанням спеціальних шаблонів, значно спрощуючих цей процес, а також сприяючих постійності і акуратності монтажу.
В тому випадку, коли важко розрізнити монтажні проводи в джгуті по їх кольоровій ізоляції, рекомендується наносити на кінці проводів кольорові мітки фарбою, або використовувати хлорвінілові кольорові або пронумеровані наконечники. Таку наконечники добре закріпляють кінці ізоляції, замінюючи собою ізоляцію нитками.
Часто для спрощення технології монтажу та складення апаратури і її вузлів вводять деякі зміни конструкції: змінюють місця розташування окремих деталей або спосіб їх кріплення, а також установлюють на шасі допоміжні прохідні гумові втулки, пелюстки і т.ін.
Необхідно звернути увагу на маркування деталей та вузлів, встановлених на шасі. Вони повинні мати маркування з боку монтажу згідно схеми.
В тому випадку, якщо маркування відсутнє, його необхідно ввести. Після конструктивно-технологічного аналізу радіоапаратури необхідно погодити все з серійно-конструкторським відділом, припускаючи зміни, а вже потім вносити ці зміни в креслення і схеми.
2.2 Складання та монтаж еталонного зразку шасі приладу
Еталонний зразок виготовляють з врахуванням затверджених конструктивно-технологічних змін. Ця робота повинна виконуватися висококваліфікованими складальниками і монтажниками апаратури.
На цьому етапу раніше всього вирішують питання про виділення на самостійні операції складання і монтажу таких вузлів, як субпанелі, розшивні планки, галетні перемикачі, штепсельні розетки з підпаяними проводами або джгутом, а також включають заготовку монтажних проводів (різку, зачистку і луження кінців), заготовку ізолюючих трубок і підготовку виводів резисторів і конденсаторів до монтажу (різку кінців виводів, зачистку, луження і надання їм необхідної форми).
Перераховані трудомісткі роботи повинні виконуватися окремо з використанням високовиробничого обладнання.
Після цього визначають найбільш технологічну послідовність виконання загального технологічного процесу складання і монтажу апаратури, враховуючи звичайно застосовувану послідовність монтажних робіт, зручне виконання робіт, технологічну однорідність праці, виключаючи можливість ушкодження монтажних з’єднань і встановлюваної деталі або вузла наступними операціями і, на кінець, приймають спрямування виконання робіт.
Під звичайно застосовуваною послідовністю виконання монтажних робіт розуміють такий порядок, при якому спочатку монтують короткі перемички із оголеного дроту, потім більш довгі перемички з ізольованого дроту, далі виконують монтаж проводів, які йдуть від розшивних планок та інших вузлів, укладка джгута і монтаж його проводів, і, нарешті, монтаж навісних деталей. Така послідовність проведення монтажу в окремих випадках може трішки мінятися по вищезгаданим міркуванням.
Так як складальні і монтажні роботи технологічно неоднорідні, їх належить розмежовувати, так як складальні роботи, що є більш грубими повинні виконуватись раніше.
В окремих випадках допускається чергування складальних і монтажних робіт, а саме: коли повне закінчення складальних робіт зробить важким доступ до вузлів і деталей для виконання монтажних робіт, а також при наявності в апаратурі крихких або точних деталей і вузлів, монтаж яких і приєднання необхідно виконувати в останню чергу.
Намічаючи послідовність робіт на складання і монтаж апаратури, необхідно одночасно визначати номенклатуру необхідної оснастки та обладнання і замовляти їх.
При виконанні еталонного складання і монтажу апаратури необхідно виміряти довжини монтажних проводів й ізолюючих трубок і одержанні дані заносять в таблиці, які необхідні для виготовлення джгутів приладу.
При визначенні довжини проводів потрібно зменшувати кількість розмірів таким чином, щоб градація проводів по довжині не була менш ніж 10 мм. Необхідно враховувати витрати проводів на кріплення кінців і також запас на повторне закріплення при обриві.
Таким чином, крім необхідної довжини проводу, при його приєднанні між точками схеми, необхідно дати запас рівний 30…40 мм.
При відробці джгута старанно монтують проводи на шасі, кінцівки проводів закріплюють без пайки на контактних пелюстках; вимірюють довжину кожного проводу до закріплення його другого кінця.
Після укладки проводів на шасі їх об’єднують в джгут і ув’язують міцною ниткою, а потім звільняють кінці і джгут виймають з приладу. Конфігурацію джгута переносять на ескіз в масштабі 1:1, на основі якого виготовляють шаблон для в’язки джгута, ескіз також використовують для розробки технологічної карти заготовки джгута.
Паралельно з відробкою джгута роблять відробку складання і монтажу вузлів радіоапаратури, а потім роблять загальне складання і монтаж шасі приладу, при цьому уточнюють прийняту послідовність праці, коректують таблицю з’єднань, замірюють і відмічають в попередньо складених таблицях довжини проводів і ізоляційних трубок.
В процесі складання і монтажу еталонного зразку шасі апаратури роблять відробку зразків навісних резисторів, конденсаторів і напівпровідникових приладів. Зразки необхідні для підготовки виводів схемних елементів перед монтажем в умовах серійного виробництва.
В процесі складання і монтажу еталонного шасі приладу складають розгорнуту технологічну відомість загального складання і монтажу виробу. Подібні відомості складають також для складання і монтажу складних вузлів типу субпанелей.
При складанні технологічної відомості процес загального складання і монтажу розчленовують на послідовний ряд елементарних робіт, більш мале дроблення яких технологічно неможливо або недоцільно.
При складанні технологічної відомості степінь дроблення складально-монтажного процесу визначають в кожному конкретному випадку розміром припущеного ритму потоку. Чим менше припускається ритм, тим дрібніше повинно бути дроблення для досягнення синхронізації операцій.
Загальна трудомісткість робіт по складанню і монтажу визначається наближено підрахунком загальної кількості кріпильних з’єднань, закріплених жил проводів і виводів навісних деталей, кількості пайок тощо, на основі середнього значення прийнятих норм часу на ці роботи.
Процес складання і монтажу приладу закінчується контролем, після якого йдуть настройка і випробовування, згідно технічних умов. При повній відповідності приладу технічним умовам він затверджується в якості еталонного.
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...

... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...



... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
0 комментариев