Паяння
друкованих
плат
Паяння
хвилею припою
Перевірка
паяних з’єднань
Вивчення приладу
та технологічне
доопрацювання
його
Розділення
процесу складення
і монтажу на
операції
Відкласти
інструмент
Розрахунок
типових ділянок
складання і
монтажу печатних
Взяти в
коробці деталь
або електроелемент
і роздивитись
Навигация
Паяння друкованих плат
Технология сборки и монтажа печатных плат
64435
знаков
22
таблицы
7
изображений
1.2 Паяння друкованих плат
Одним з останніх етапів у складанні друкованих плат є паяння. При паянні необхідно забезпечити механічне закріплення і електричний контакт між провідником і ЕРЕ. Паяння проводиться на повітрі з застосуванням різних флюсів, які захищають поверхні з’єднуваних елементів від окислення в процесі нагріву.
Окремі технологічні операції, що забезпечують якісні паяні з’єднання наступні (додаток 1):
отримання металевих поверхонь шляхом очищення від поверхневих шарів при допомозі флюсу;
нагрівання вище точки плавлення припою;
витіснення флюсу з допомогою наступального припою;
розпливання рідкого припою по металевій поверхні – процес змочування;
дифузія атомів з твердої металевої фази в рідкий припой і навпаки – утворення сплавної зони;
наступна обробка паяних з’єднань – очищення, коли видаляються флюси, що сприяють корозії.
Перед паянням всі зпаювані поверхні очищають від захисних покрить. Припой, який застосовується при паянні, повинен мати температуру плавлення не менше, ніж на 60°С нижче температури плавлення з’єднуваних металів і не більше 300°С, так як її обмежує відносно невисока термічна стійкість майже всіх ЕРЕ і друкованих плат. Найчастіше для гарячого лудіння провідників друкованих плат використовується сплав Розе (олово – 28%, свинець – 22%, вісмут – 50%), а для паяння – олов’яно-свинцевий припой ПОС-61(олово – 60-62%, свинець – 40-38%).
Флюс є неметалевим матеріалом, який створює передумови для міцності у місці паяння. При флюсуванні здійснюються наступні операції:
швидке і повне змочування металевої поверхні завдяки впливу сил поверхневого натягу;
видалення окислених шарів на контактуючих металах, а також розчинення і видалення продуктів реакцій при температурі нижче температури плавлення припою;
захист очищеної металевої поверхні від нового окислення.
Залишки флюсу повинні легко видалятися або бути нейтральними, тобто не повинні змінювати електричні параметри початкового матеріалу і не викликати корозії. Найбільш придатним є флюс ФКТ (соснова каніфоль – 10-40%, етиловий спирт – 59,9-89,9%, нітробромідіксітен – 0,05-0,1%).
1.3 Методи паяння
При паянні компонентів зі стержневими виводами (дискретних ЕРЕ, ІС в пластмасових корпусах зі стержневими виводами) для контактування використовується тільки та сторона друкованої плати, де проводиться паяння. Дротові виводи, що виступають над платою до 3 мм міцно з’єднуються тільки методом групового паяння. Таким методом є паяння зануренням, при якому металеві поверхні зі сторони паяння під час занурення в паяльну ванну покриваються припоєм. Інколи металеві поверхні на платі захищають від змочування припоєм, залишаючи вільними контактуючі поверхні зі стержнями, щоб запобігти утворенню перемичок та зекономити припой. Це селективне паяння досягається за допомогою паяльних масок, які утворюють шляхом покриття провідників захисним паяльним лаком. Паяльна маска залишає чистими тільки ті місця, які повинні бути покриті припоєм. Для інших металевих провідників захисний паяльний лак є не тільки відштовхувальною припой речовиною, але на основі свого складу (модифікована епоксидна смола) засобом корозійного захисту.
Методи паяння повинні задовольняти вимоги поточного виробництва і гарантувати надійність зпаюваних з’єднань (щоб менше 1% зпаюваних з’єднань підлягали наступному допаюванню). Якщо паяння зануренням не можливе (обумовлена комбінація речовин, невелика партія, особлива форма компонентів), то доводиться застосовувати інші методи, наприклад, інфрачервоне паяння. Ручне паяння паяльником застосовується тільки під час ремонтних робіт для паяння стержневих виводів ЕРЕ. Для цього існують удосконалені багаточисленні паяльники і допоміжні засоби, які дозволяють виділяти певну кількість тепла, вносити дозовану кількість припою і відсмоктувати зайву його кількість від місця паяння. Паяння друкованих плат вручну не повинно застосовуватися, бо воно значно зменшує міцність і надійність, технологічність та являється конструктивно та економічно недоцільним.
1.3.1 Паяння зануренням
При паяння зануренням складена плата стороною паяння опускається в розплавлений припой (паяльна ванна). При цьому на стороні паяння всі виводи ЕРЕ, що виступають із монтажних отворів, з’єднуються з контактними площадками плати. Одночасно всі металеві поверхні (провідники, монтажні отвори) змочуються припоєм, оскільки вони не покриті паяльною маскою. В платах з металізованими отворами припой повинен піднятися до установочної сторони, завдяки чому підвищується надійність контакту.
При паянні зануренням паяльною ванною підводиться не тільки припой, але й необхідна кількість тепла. Так як перехід тепла від рідкого припою до твердих контактуючих металів проходить швидко, то температура паяння установлюється протягом 1-2 секунд.
Щоб втрати тепла ванни були незначні, сторона паяння друкованої плати попередньо підігрівається. Завдяки цьому вдається також запобігти теплового удару чутливих до нагріву базових матеріалів. Труднощі нагріву багатошарової друкованої плати в тім, що тепло швидко відводиться через багаточисельні проміжкові мідні поверхні. Щоб не змінилися умови паяння, необхідно підтримувати постійний температурний режим паяльної ванни.
Температура паяння повинна бути по можливості більш низькою, щоб зменшились втрати припою за рахунок окислення. Продукти окислення плавають на поверхні ванни і забруднюють її. Перед паянням вони повинні бути видалені, так як є перепоною до утворення якісних паяних з’єднань й іноді у вигляді плівки залишаються на друкованій платі. Видалення продуктів окислення проводиться майже виключно за допомогою механічних пристроїв (очищення, фільтрування), так як інші методи, наприклад, покриття маслом, каніфоллю чи воском, придатні тільки умовно. Недоліком є те, що захисні засоби забруднюють сторону паяння і при наступній обробці повинні видалятися при допомозі розчинників і миючих засобів.
При паянні зануренням паяльна ванна поряд з віддачею певної кількості припою і теплоти виконує ще й функцію активізації флюсу. Флюс наноситься на сторону паяння зануренням, розбризкуванням, намазуванням або валиками. Летючі компоненти під час сушіння при попередньому підігріві випаровуються. Активна частина флюсу – каніфоль – рівномірно вкриває паяну поверхню. При зануренні в розплавлений припой флюс стає активним, відновлюються окисли і витісняються припоєм разом з продуктами відновлення з паяних з’єднань. На металевій очищеній поверхні здійснюється процес паяння.
Методи паяння зануренням поділяються на методи зі спокійною та переміщуваною поверхнею ванни (додаток 2):
паяння зануренням з вертикальним переміщенням;
паяння зануренням з нахилом плати;
паяння з використанням коливальних рухів;
поверхневе паяння і паяння протягуванням;
маятникове паяння;
струменеве паяння (спосіб sylvania);
каскадне паяння;
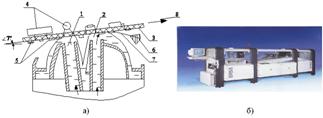
паяння хвилею припою.
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...

... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...



... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
0 комментариев