Паяння
друкованих
плат
Паяння
хвилею припою
Перевірка
паяних з’єднань
Вивчення приладу
та технологічне
доопрацювання
його
Розділення
процесу складення
і монтажу на
операції
Відкласти
інструмент
Розрахунок
типових ділянок
складання і
монтажу печатних
Взяти в
коробці деталь
або електроелемент
і роздивитись
Навигация
Розділення процесу складення і монтажу на операції
Технология сборки и монтажа печатных плат
64435
знаков
22
таблицы
7
изображений
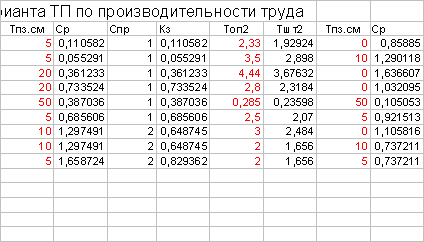
2.3 Розділення процесу складення і монтажу на операції
Розділення технологічного процесу складання і монтажу апаратури на операції або, іншими словами формування операцій виконується на основі технологічної відомості. При формуванні операції виходять із потрібного ритму потоку і трудомісткості елементарних робіт, приведених в технологічній відомості з врахуванням порядку їх виконання.
По довготривалості операція повинна дорівнювати ритму або ж кратна йому в тому випадку, коли деякі процеси технологічно невигідні або їх неможливо розчленити.
При формуванні операцій технологічного процесу не треба об’єднувати процеси складання і монтажу; виключення робиться в тих випадках, коли вони технологічно сполучаються: встановлення раніше змонтованої розшивної панелі і під’єднання проводів, що виходять з неї. Крім того складання об’єднують з монтажем для синхронізації операції.
Після закінчення формування операцій роблять дослідне складання і монтаж одного екземпляра шасі приладу і уточнюють трудомісткість намічених операцій, продовжуючи хронометрівку і частковий розподіл робіт.
І тільки після перевірки і коректування розділення складально-монтажних робіт на окремі операції виконується розробка ескізно-операційних технологічних карт для кожного робочого місця.
2.4 Розробка ескізно-операційних технологічних карт
складання і монтажу
Загальний порядок розробок
Вихідними даними для розробки технологічних карт являються еталонні зразки, технічні умови, складальні креслення, специфікації, схеми, таблиці монтажних з’єднань, таблиці проводів та ізолюючих трубок.
Для зменшення можливості помилок і неточності, а також полегшення роботи розробка ескізно-операційних технологічних карт повинна проводитися у відповідності з встановленою послідовністю операцій.
Спочатку розробляють технологічні карти складання і монтажу простих вузлів і заготовки джгутів, які передбачається виготовляти поза потоком загального складання і монтажу, а потім вже карти загального складання і монтажу приладу.
Викреслювання ескізу
Ескіз повинен давати точні і наглядні уявлення про те, які і як встановлюються деталі на даній операції, як і які монтуються проводи чи ЕРЕ (електро-радіоелементи), між якими контактними пелюстками і яке їх розташування на шасі приладу або панелі вузла.
Звідси – ескіз повинен в більшій ступені давати уявлення про те, як і що повинно бути зроблено на даній операції, ніж текст карти. Ескіз карти складальної операції креслиться на основі складального креслення і еталону складання.
Ескіз карти монтажної операції складається на основі еталонного монтажу, складального креслення, монтажної схеми, таблиці з’єднань і для карт загального монтажу шасі – на основі складеної раніше технологічної відомості і технологічних карт складання і монтажу вузлів.
На ескізах технологічних карт складальних операцій повинні бути зображені:
Базова деталь або її частина (плата, планка, панель і т.ін.) в положенні, найбільш зручному для праці.
Деталі та вузли які встановлюються на даній операції з їх кріпильними елементами, з вказівкою їх схемним позначень і нумерацією контактних пелюстків.
Додаткове деталювання складання (при необхідності).
Зноски, що вказують позиції вхідних деталей, згідно специфікації даної технологічної карти.
5. Інші зноски і примітки, пояснюючі ескізи (при необхідності).
На ескізах технологічних карт монтажних операцій повинні бути зображені:
Монтажний вузол, шасі приладу або їх частини в положенні найбільш зручним для праці.
Встановлені на панелі вузла або шасі деталі між контактними пелюстками, на яких виробляється монтаж в даній операції, з вказівкою схемних позначень цих деталей і нумерації їх пелюстків.
Контури деталей, встановлених раніш, відносно яких потрібно орієнтувати розташування проводів, джгутів і навісних радіодеталей, що монтуються в даній операції.
Проводи, джгути і радіодеталі, що монтуються в даній операції з вказаними маркованими знаками проводів джгута (їх колір або номер), позиції одиничних проводів, перемичок та ізоляційних трубок по специфікації даної технологічної карти і схемних позначень радіодеталей.
Інші зноски і примітки, пояснюючі ескізи і використані позначення ( при необхідності ).
Зображення встановлюваних деталей і вузлів з їх кріпленням або монтажними проводами і навісними радіодеталями повинні виконуватись товстими лініями (товщиною 0,6...0,8 мм) для отримання хорошого зображення ескізів, а інші видимі елементи повинні зображатися тонкими лініями (товщиною 0,1...0,2 мм).
На ескізах не вказують складання або монтаж деталей і вузлів виконаних попередньо. Винятком являються кінці проводів, прикріплених на попередніх операціях, які зображаються на ескізах пунктиром. Часто виникає необхідність підключення до контактних пелюстків декількох проводів на різних операціях, причому пайка виконується тільки в тій операції, де підключається останній з цих проводів. В цьому випадку з’єднання пайкою відмічають великою крапкою, а з’єднання без пайки залишають непоміченими. При необхідності з’єднання без пайки виділити особливо виразно, слід вказати їх контурною стрілкою, а в технологічній карті зробити відповідні примітки. Оголені монтажні проводи, виводи радіодеталей і оголені кінці ізольованих проводів зображаються на ескізі товстими одинарними лініями.
Відрізки ізолюючих трубок, які надівають на перемички із оголеного дроту і на виводи радіодеталей, з метою вирізнення їх від ізольованих монтажних проводів на ескізах слід затушовувати.
Подвійними лініями зі штрихуванням зображають ізольовані проводи.
Складання опису роботи
Складання опису роботи в ескізно-операційній технологічній карті робиться на основі технологічних відомостей і технологічних інструкцій на даний вид роботи.
В ескізно-операційній карті показують операції та переходи, послідовність яких повинна відповідати послідовності виконання роботи.
Перехід включає технологічні одноманітні частини або технологічно невід’ємні частини операції, наприклад, закріплення перемичок із оголеного дроту, закріплених кінців ізольованих проводів, закріплення виводів навісних радіодеталей, пайка і промивка з’єднань і т.ін.
Описуючи зміст переходу, прагнуть до гранично короткої і зрозумілої викладки, так як при великому описі технологічна карта стає менш зручною для користування. До того ж, як правило сутність способу виконання робіт дається докладно в технологічних інструкціях, з якими повинен бути ознайомлений монтажник або складальник ще до початку праці. При розробці ескізно-операційних карт в додатку до опису переходів дається вказівка про додержання тієї чи іншої інструкції при виконанні роботи.
В розділах, в які входять деталі і складальні одиниці повинні бути вказані номера по специфікації вузлів і деталей, з якими проводиться робота. Номера ставляться в дужках після назв відповідних вузлів і деталей.
В карту включають переходи, необхідні для перевірки правильності і якості монтажу і складання самим виконавцем, що важливо для монтажних операцій, бо навіть незначна помилка може призвести до великих затрат праці по виявленню і ліквідації цього дефекту, коли перевірка виконується на більш пізній стадії праці.
Обладнання та інструменти
Обладнання та інструменти визначають паралельно з описом переходів; в карті вказують назви і шифр обладнання та інструментів згідно з існуючими нормами тільки один раз, на початку їх застосування.
Вхідні деталі і вузли. Допоміжні матеріали
Вхідні деталі, вузли, а також допоміжні матеріали, необхідні для виконання робіт, показують в специфікації передбаченій в ескізно-операційній карті в порядку виконання роботи.
При великій кількості вхідних деталей (проводи, резистори, конденсатори, тощо) передбачають спеціальні таблиці, розташовані на полі ескізу. В таблицях показують позначення радіодеталей по схемі, а також їх номінальні значення.
Нумерація технологічних операцій
Рекомендується застосовувати так звану “п’яткову” систему нумерації технологічних операцій, так як нумерацію виконують рядом послідовних чисел, кратних п’яти (№ 0;5;10;15…). При необхідності включення додаткових операцій нумерація послідовних операцій не порушується.
Нормування складально-монтажних і регулювальних робіт
Нормування складально-монтажних робіт виконують на основі карт технологічних процесів, які визначають порядок виконання операцій, застосовуючи прилади, інструменти, матеріали і режим обробки, а також на основі нормативів часу. Користуючись цими даними, можна розрахувати норми часу на різні технологічні варіанти процесів.
Розрахунок норм штучного часу на операцію визначають по формулі:
ТШТ = ТОП * ( 1 + К / 100 ) (хв.) , (1)
де ТШТ – норма штучного часу, хв.; ТОП – оперативний час, хв.;
К – час на організаційно-технічне обслуговування робочого місця, відпочинок і природні потреби у відсотках від оперативного часу.
Розглянемо приклад розрахунку норм штучного часу на складально-монтажні і регулювальні роботи:
ПРИКЛАД 1.
Операція – установка силового трансформатора на шасі телевізора (лапками);
Тип виробництва – поточно-масове;
Обладнання та інструменти – конвейєр неперервної дії, візок;
Інструмент – спеціальний ключ для розвертання лапок;
Габарити і вага – 150*150*20 мм, до 6 кг.
Зміст роботи
Взяти силовий трансформатор з виводами, піднести, сполучити лапки з отворами шасі і встановити трансформатор.
Перевернути шасі на 180 град.
Взяти спеціальний ключ і розвернути лапки.
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...

... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...



... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
0 комментариев