Паяння
друкованих
плат
Паяння
хвилею припою
Перевірка
паяних з’єднань
Вивчення приладу
та технологічне
доопрацювання
його
Розділення
процесу складення
і монтажу на
операції
Відкласти
інструмент
Розрахунок
типових ділянок
складання і
монтажу печатних
Взяти в
коробці деталь
або електроелемент
і роздивитись
Навигация
Технология сборки и монтажа печатных плат
Технология сборки и монтажа печатных плат
64435
знаков
22
таблицы
7
изображений
Міністерство освіти України
Черкаський інженерно-технологічний інститут
Кафедра приладобудування
Курсова робота
на тему
«Технологія складання і монтажу печатних плат»
по курсу
«Технологія приладобудування»
СП-56.998.002
Керівник:
Лукашенко В.М.
Розробив:
студент ІІІ курсу
групи П-56 ФІТІС
Шведенко В.Г.
Підпис _____________
Номер заліковки: ______
Зараховано з оцінкою _____________
“____”__________ 1998р. Підпис _____________
Черкаси 1998
Зміст
1 Монтаж друкованих плат . . . . . . . 3
Складання друкованих плат . . . . . 3
Паяння друкованих плат . . . . . 7
Методи паяння . . . . . . . 8
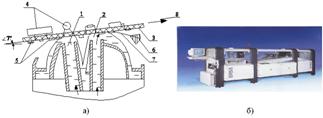
Паяння зануренням . . . . . 8
Паяння хвилею припою . . . . 10
Перевірка паяних з’єднань . . . . . 13
Повторне паяння . . . . . . . 13
2 Основи розробки технологічного процесу складання і монтажу радіоелектронної апаратури . . . . . . 15
Вивчення приладу та технологічне доопрацювання його конструкції і схем . . . . . . . 16
Складання та монтаж еталонного зразку шасі приладу 17
Розділення процесу складення і монтажу на операції . 19
Розробка ескізно-операційних технологічних карт
складання і монтажу . . . . . . 20
3 Типові технологічні схеми процесу складання і монтажу радіоелектронної апаратури на печатних платах . . . 26
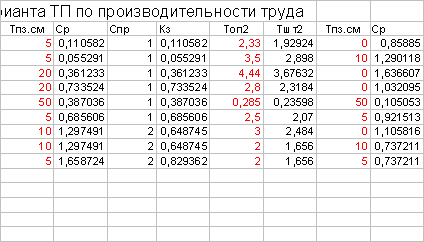
4 Розрахунок типових ділянок складання і монтажу печатних
плат в умовах дрібносерійного і серійного виробництва . 30
Додаток 1. Фази процесу пайки . . . . . 32
Додаток 2. Методи паяння . . . . . . . 33
Додаток 3. Профілі хвилі при паянні хвилею . . . . 34
Додаток 4. Штучні норми часу та час на складання і монтаж . 35
1 Монтаж друкованих плат
Складально-монтажні роботи повинні проводитися згідно з вимогами ТУ 5.633-5087-83, ТУ 5.663-18304-80, ТУ 5.633-18303-80 та ОСТ 4ГО.091.202
Організація робочих місць складально-монтажних робіт повинна відповідати ОСТ 4ГО.091.092.
1.1 Складання друкованих плат
Складання друкованих плат із електрорадіоелементів (ЕРЕ) та інтегральних схем (ІС) є першим необхідним етапом монтажу приладу чи системи. Вона характеризується тим, що ЕРЕ та ІС геометрично розміщуються на друкованій платі згідно із складальним кресленням П91.994...
Так як складання є першим етапом монтажу, то дефекти складання в разі, коли вони залишаються не виявленими, негативно впливають на подальші етапи монтажу і є причиною додаткових витрат.
Незалежно від методу складання можна сформулювати принцип збірки друкованих плат: плати і компоненти повинні так переміщуватися один до одного, щоб в результаті цього переміщення всі виводи компонентів зайняли свої місця, зумовлені електричною схемою вузла і необхідним контактуванням з друкованою платою.
Із аналізу цього принципу визначаються робочі операції, які повинні робитися при складанні друкованих плат (рисунок 1).
Перед монтажем всі ЕРЕ повинні проходити вхідний контроль по електричних параметрах. Організація вхідного контролю залежить від типу виробництва. В масовому виробництві контроль здійснюють на спеціальних стендах, де на шкалах приладів нанесені граничні значення параметрів ЕРЕ. Всі прилади на стендах повинні мати точність у відповідності з ТУ на ці вироби. Інколи вхідний контроль здійснюють разом з підготовкою до монтажу.
Підготовка ЕРЕ до монтажу включає слідуючи операції
розпаковка елементів;
вхідний контроль;
формування виводів;
обрізання виводів;
лудіння виводів.
Лудіння ЕРЕ повинно проводитись тими ж припоями, що і наступне паяння. При лудінні ЕРЕ чутливих до теплового впливу, дозволяється лудіння припоєм з пониженою температурою плавлення (таблиця 1).
Друкована плата ЕРЕ
Завантаження Орієнтувальний Завантаження
 в магазин пристрій в магазин
в магазин пристрій в магазин
Подача Рихтування Подача
виводів
Прийом Прийом
друкованих плат Позиціювання ЕРЕ
Встановлення
ЕРЕ
Фіксування
ЕРЕ
Вивід
Змонтована
плата
Рисунок 1 – Основні етапи процесу зборки
Основні дані припоїв та їх використання
Таблиця 1
| Марка | Хімічний склад, % | Температура плавлення, °C | Границя міцності при розтягу, кг/мм2 | Призначення |
| 1 | 2 | 3 | 4 | 5 |
| ПОС-90 | Олово(89-90); сурма(0,15), свинець - решта | 222 | 4,3 | Для паяння деталей і складальних одиниць, що в подальшому покриваються сріблом чи золотом |
| ПОС-61 | Олово(59-61); сурма(0,8), свинець - решта; домішок не більше 0,314 | 190 | 6-7 | Для паяння відповідальних деталей, коли не припустимий чи небажаний високий нагрів в зоні пайки, а також коли потребується підвищена механічна міцність |
| ПОС-50 | Олово(49-50); сурма(0,8), свинець - решта; домішок не більше 0,314 | 222 | 3,6 | Те саме, коли допустима більш вища температура нагріву |
| ПОС-40 | Олово(39-40); сурма(1,5-2), свинець - решта; домішок не більше 0,314 | 235 | 3,2 | Для пайки менш відповідальних струмопровідних деталей, коли допустимий більш вищий нагрів |
| ПОС-30 | Олово(29-30); сурма(1,5-2), свинець - решта; домішок не більше 0,424 | 256 | 3,3 | Для лудіння та паяння менш відповідальних механічних деталей з міді, її сплавів, сталі |
| ПОС-18 | Олово(17-18); сурма(2-2,25), свинець - решта | 277 | 2,8 | Для паяння при пониженій вимозі до міцності шву, для лудіння перед паянням |
| ПОС-4-6 | Олово(3-4); сурма(5-6), свинець - решта; домішок не більше 0,424 | 265 | 5,8 | Для паянням зануренням у ванну з розплавленим припоєм |
Продовження таблиці 1
| 1 | 2 | 3 | 4 | 5 |
| ПОСК-50 | Олово(49,0-51,0); свинець (32); кадмій(17-19); домішок не більше 0,35 | 145 | – | Для паяння деталей з міді та її сплавів, що не допускають місцевого перегріву |
| ПОСВ-33 | Олово(32,4-34,4); свинець (32,3-34,3); вісмут(49,0-51,0); домішок не більше 0,3 | 130 | – | Для паяння плавких запобіжників; мідь, срібло, нанесене на кераміку методом впалювання й паяння константану |
В індивідуальному виробництві всі ці роботи виконують вручну.
В масовому виробництві згинання та обрізання виводів ЕРЕ виконуються на спеціальних напівавтоматах.
Встановлення ЕРЕ на друковану плату складається із наступних операцій:
подача ЕРЕ в зону встановлення;
орієнтування виводів відносно монтажних отворів;
фіксація ЕРЕ в потрібному положенні.
Встановлюють ЕРЕ в такій послідовності: резистори, конденсатори, мікросхеми.
Розміщення ЕРЕ на друкованій платі повинне сприяти спрощенню технологічного процесу і можливості застосовувати механізацію.
Найзручніше розташовувати всі елементи на тій стороні плати, де немає друкованих провідників. Таке розташування полегшує процес паяння. При розміщенні ЕРЕ необхідно дотримуватися паралельності. Всі ЕРЕ повинні бути міцно закріпленні на платі, щоб не було зміщень при механічних впливах.
Закріплення ЕРЕ виконується в основному за допомогою виводів. Виводи вставляють в отвори і підгинають, після чого з’єднують з печатним провідником паянням. Таке з’єднання забезпечує механічну міцність і електричний контакт.
Встановлення і закріплення ЕРЕ на друкованих платах може бути здійснене повністю на автоматичних лініях. Застосування автоматичних і механічних пристроїв має смисл тільки в багатосерійному чи масовому виробництвах, так як ці пристрої складні й дорого коштують.
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...

... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...



... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
0 комментариев