Паяння
друкованих
плат
Паяння
хвилею припою
Перевірка
паяних з’єднань
Вивчення приладу
та технологічне
доопрацювання
його
Розділення
процесу складення
і монтажу на
операції
Відкласти
інструмент
Розрахунок
типових ділянок
складання і
монтажу печатних
Взяти в
коробці деталь
або електроелемент
і роздивитись
Навигация
Відкласти інструмент
Технология сборки и монтажа печатных плат
64435
знаков
22
таблицы
7
изображений
4. Відкласти інструмент.
Розрахунок штучного часу. Час на організаційно-технічне обслуговування робочого місця, відпочинок і особисті потреби при роботі на конвейєрі безперервної дії з однією 10-хвилинною перервою на фізичну зарядку складає 9.3% від оперативного часу, згідно табл.1.2.
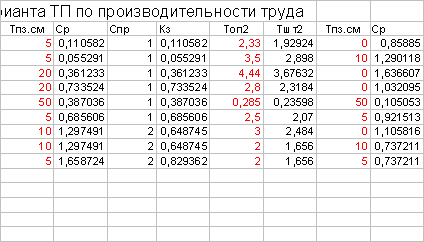
Розрахунок оперативного часу
Таблиця 2
| № | Зміст роботи | Час, хв. |
| 1 | Взяти силовий трансформатор і піднести до місця встановлення | 0,055 |
| 2 | Встановити на чотири лапки | 0,130 |
| 3 | Перевернути шасі на 180° | 0,045 |
| 4 | Взяти спеціальний ключ | 0,015 |
| 5 | Розвернути лапки трансформатора | 0,120 |
| 6 | Відложити спеціальний ключ | 0,015 |
| Всього | 0,380 | |
Таким чином ТОП = 0.380 хв.
Штучний час визначається як:
ТШТ = ТОП * ( 1 + К/100 )=0.380(1+9.3/100)=0.415 (хв).
ПРИКЛАД 2.
Операція – регулювання ППЧ-відео телевізора.
Тип виробництва – поточно-масовий.
Обладнання – конвейєр.
Прилади й інструменти – прилади типу ПНТ, викрутки.
Зміст роботи
1. Переключити фішку напруги.
2. Включити провід живлення.
3. Під’єднання приладу ПНТ.
Наладити ППЧ-відео згідно технологічного процесу даного підприємства.
Відключити провід живлення.
6. Відключити прилад ПНГ.
7. Перевірити монтаж.
8. Відмітити в КПК олівцем.
Час на організаційно-технічне обслуговування робочого місця відпочинок і особисті потреби (для всіх видів робіт)
(У відсотках від оперативного часу)
Таблиця 3
| Найменування елементів витрат робочого часу | Конвейєр з пульсуючим ритмом руху | Конвейєр з примусовим ритмом руху | Монтажний стіл | Автомат або напівавтомат |
| Розкладання, регулювання, промивка і прибирання інструменту і обладнання на початку, на протязі і в кінці зміни | 0,5 | 0,5 | 0,6 | 0,6 |
| Підготовка матеріалів на протязі зміни | 0,4 | 0,4 | 0,6 | 0,4 |
| Прибирання робочого місця на протязі та після закінчення зміни | 0,9 | 0,9 | 1,1 | 1,0 |
| Відпочинок і особисті потреби | 4,8 | 5,0 | 4,8 | 4,8 |
| Всього | 6,6 | 6,8 | 7,1 | 6,8 |
| З врахуванням фізичної зарядки (одна перерва на 10 хв.) | 2,5 | 2,5 | 2,5 | 2,5 |
| На знаходження дефектів та ремонт | 10 | 10 | 10 | 10 |
| Всього | 9,1 | 9,3 | 9,6 | 9,3 |
Розрахунок оперативного часу
Таблиця 4
| Зміст роботи | Час, хв. |
| Переключити фішку напруги | 0,10 |
| Приєднати (від’єднати) провід живлення | 0,07 |
| Приєднати (від’єднати) ПНГ | 0,17 |
| Наладити ППЧ-відео (6 осердь) | 1,30 |
| Перевірка монтажу | 0,40 |
| Відмітка в КПК (олівцем) | 0,10 |
| Всього | 2,14 |
Розрахунок штучного часу. Час на організаційно-технічне обслуговування робочого місця, відпочинок і особисті потреби при роботі на конвейєрі з пульсуючим ритмом руху з однією 10-хвилинною перервою на фізичну зарядку складає 9.1% від оперативного часу. На знаходження дефектів і малий ремонт беремо 10% від оперативного часу.
Всього отримуємо 19.1%
ТШТ = ТОП ( 1 + К / 100 )=2.14(1+19.1/100)=2.56 (хв).
3 Типові технологічні схеми процесу складання і монтажу радіоелектронної апаратури на печатних платах
Використовують наступні типові схеми технологічного процесу складання і монтажу апаратури на печатних платах:
Складання і монтаж вузлів одноплатної конструкції з ручним встановленням радіоелементів при використанні методу індивідуальної пайки;
Складання і монтаж вузлів одноплатної конструкції з ручним встановленням радіоелементів при використанні методу групової пайки;
Складання і монтаж вузлів одноплатної конструкції з механізованим встановленням радіоелементів;
Складання і монтаж вузлів двоплатної конструкції;
В залежності від схеми структура технологічного процесу може складатись з наступних операцій:
І схема
1. Заготівельні операції:
а)підготовка EРЕ до монтажу;
б)складання печатної плати;
Складання і монтаж вузлів (індивідуальна, на потоці, на багатопредметному конвейєрі).
ІІ схема
1. Заготівельні операції:
а)підготовка радіоелементів до монтажу;
б)складання печатної плати;
Встановлення деталей і радіоелементів на конвейєрі:
а)ручне встановлення;
б)ручне встановлення, підрізка і формовка виводів за допомогою
підгинальної головки;
в)контроль правильності встановлення радіоелементів і деталей;
3. Групова пайка:
а)обезжирення;
б)висушування;
в)флюсування;
г)висушування;
д)пайка;
е)промивка;
ж)висушування;
4. Допайка.
5. Остаточна промивка.
6. Контроль.
ІІІ схема
1. Заготівельні операції:
а)підготовка радіодеталей на конвейєрі;
б)складання печатної плати;
2. Встановлення радіоелементів на конвейєрі:
а)встановлення радіоелементів з циліндричною формою корпусу
за допомогою укладальної головки;
б)встановлення діодів за допомогою укладальної головки;
в)встановлення транзисторів за допомогою укладальної головки;
г)встановлення радіоелементів, що не підлягають механізації
вручну;
д)контроль правильності встановлення радіоелементів і деталей;
3. Групова пайка.
4. Допайка.
5. Остаточна промивка.
6. Контроль.
Типові операції
Як видно з приведених схем технологічних процесів, вони виразно розділені по видам робіт, типові операції які мають спадковість в кожній схемі.
Типові операції складання і монтажу апаратури на печатних платах мають визначену структуру, яка показана нижче.
Операції підготовки радіоелементів широкого застосування до складання.
1.Контроль радіоелементів по номіналам “придатний–непридатний”.
2.Рихтовка виводів.
3.Підрізка виводів.
4.Зачищення виводів.
5.Вкладка радіоелементів в технологічну касети.
6.Лудження виводів радіоелементів.
7.Формування виводів радіоелементів.
Операції підготовки радіоелементів вузького застосування до складання.
1.Контроль радіоелементів “придатний–непридатний”.
2.Рихтовка дротяних виводів радіоелементів.
3.Підрізка виводів радіоелементів.
4.Зачищення дротяних виводів.
5.Лудження виводів радіоелементів.
6.Формування дротяних виводів радіоелементів.
7.Формування стрічкових виводів.
8.Підрізка стрічкових виводів.
9.Формування виводів діодів.
10.Формування виводів транзисторів.
Операції складання печатних плат.
1.Встановлення на плату пустотілих заклепок-пістонів.
2.Встановлення на плату контактів.
3.Встановлення на плату перемичок.
4.Встановлення штирів.
5.Встановлення на плату радіоелементів.
6.Підготовка виводів радіоелементів.
7.Встановлення на плату діодів.
8.Доскладання плати.
9.Контроль правильності і якості встановлення радіоелементів.
Операції пайки монтажних з’єднань на печатних платах.
1.Обезжирення плати.
2.Флюсування місць пайки.
3.Пайка з’єднань на платі.
4.Допайка з’єднань.
5.Промивка плати.
6.Висушування плати.
Вибір схеми процесу
Схема процесу вибирається в залежності від конструктивних відмінностей печатної плати, а також серійності виробництва.
Перша схема рекомендується при виготовленні вузлів з двостороннім розташуванням радіоелементів і деталей відносно плати, а також вузлів, в яких виводи радіоелементів не підгинаються після їх встановлення на плату.
Друга схема рекомендується при виробництву вузлів, корпуси радіодеталей яких встановлюють на відстані від поверхні плати, а також вузлів, корпуси радіоелементів яких встановлюють щільно до поверхні плати, але по економічній ефективності їх недоцільно переводити на механізоване складання.
Третя схема. Ця схема процесу припускає високу технологічність конструкції вузлів для забезпечення механізованого складання і представляє собою прогресивний технологічний процес.
Четверта схема має обмежене використання з погляду незначного об’єму виготовлення вузлів для двоплатної конструкції.
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...

... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...



... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
0 комментариев