Паяння
друкованих
плат
Паяння
хвилею припою
Перевірка
паяних з’єднань
Вивчення приладу
та технологічне
доопрацювання
його
Розділення
процесу складення
і монтажу на
операції
Відкласти
інструмент
Розрахунок
типових ділянок
складання і
монтажу печатних
Взяти в
коробці деталь
або електроелемент
і роздивитись
Навигация
Перевірка паяних з’єднань
Технология сборки и монтажа печатных плат
64435
знаков
22
таблицы
7
изображений
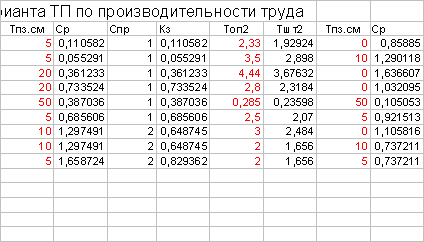
1.4 Перевірка паяних з’єднань
Процес хвилевого паяння закінчується візуальним контролем паяних друкованих плат. Огляд є важливою операцією для дотримання певних параметрів методу. Накопичення характерних дефектів (перемички, висячі краплини, незмочені місця) повинне приводити до термінової перепровірки і доналагоджування певних технологічних параметрів.
На рисунку 4 показано позицію процесу паяння хвилею у загальній технології виготовлення вузла. Рентабельність машинного паяння вимірюється процентом наступного допаювання. Паяння хвилею є ефективним, якщо менше 1% паяних з’єднань будуть підлягати наступному допаюванню.
Якісні паяні з’єднання мають всебічно замкнений конус припою, в якому неозброєним оком чітко проглядаються контури виводів ЕРЕ. Припой на виводах ЕРЕ повинен проглядатися по всій поверхні і бути вільним від дефектів. Поверхня паяного конуса повинна бути гладкою. При нормальному зорі на відстані до 25 см не повинні бути помітні пори і раковини. Ці вимоги відносяться до односторонніх плат і плат з металізованими отворами.
1.5 Повторне паяння
При повторному паянні виникає небезпека руйнування чутливих елементів із-за повторної дії тепла. Міцність зчеплення міді також обмежена, в основному при допаюванні відшаровуються контактні площадки. Зменшення високого проценту допаювання є важливим фактором в ефективності загального процесу. Тому повинні видалятися тільки такі дефекти, які знижують надійність вузлів чи однозначно не дають контакту. Такими дефектами є:
холодні паяні з’єднання;
невидимі контури провідників у паяному конусі;
щілинні пори при переході паяного конуса до виводу;
багаточисленні дрібні, круглі пори при переході паяного конуса до виводу;
окремі великі, не круглої форми отвори в паяному конусі;
непроникнення на складальну сторону припою;
паяння після механічних навантажень.
Підготовка Перевірка виводів Перевірка
компонентів компонентів на друкованих плат на
(гнуття, обрізування) здатність до паяння здатність до паяння
Зборка
Пайка хвилею
припою
Перевірка паяних
з’єднань (візуально)
Випробовування Наступне
вузла допаювання
Ремонт вузла
Рисунок 4 – Процес пайки хвилею припою при виготовленні вузлів
Не повинні допаюватися друковані плати при таких дефектах:
поглиблені пайки (кільце припою видно на обох сторонах і замкнене);
при потовщенні паяного з’єднання (провід знаходиться в припої так, що контур чітко видно);
при надлишку припою на провідниках;
при наявності окремих маленьких пор в паяному конусі чи біля переходу до виводу з проводу (величина пор менше перерізу проводу).
Виконання вимог по усуненню тільки технічно обгрунтованих дефектів, а також однозначне визначення дефектів припускає високу кваліфікацію контролюючого і ремонтуючого персоналу. Всі труднощі повинні припадати на постійне розпізнавання і оцінку всіх виявлених дефектів з тим, щоб усувати їх за допомогою контролю і зміни окремих ступенів процесу паяння чи загального технологічного процесу.
2 Основи розробки технологічного процесу складання і
монтажу радіоелектронної апаратури
Технологічний процес складання та монтажу апаратури включає наступну етапи:
заготовку монтажних проводів, зачистку, вирівнювання і лудження їх кінців, попереднє розташування і в’язку джгутів, підготовку до пайки виводів радіодеталей і т.ін.;
складання шасі, тобто підготовку його до монтажу (кріплення на шасі деталей та вузлів);
закріплення монтажних проводів та кінців радіодеталей на контактних пелюстках;
пайку або електрозварювання з’єднань;
контроль якості виконаних робіт.
В умовах серійного та масового виробництва широко застосовується ескізно-операційна технологія складання і монтажу радіоелектронної апаратури.
Ескізно-операційна технологія передбачає розділення всього процесу складання і монтажу радіоелектронної апаратури на окремі прості операції, на яких використовуються виконавці більш низької кваліфікації, ніж виконавці всього процесу. Вона дає змогу підвищити виробництво праці, якості продукції, а також знизити розрядності праці.
При розробці ескізно-операційної технології на кожну операцію складається технологічна карта, яка включає ескіз, короткий опис праці, перелік деталей і використовуваних матеріалів.
Ескіз повинен показувати ту частину складання чи монтажу, яка виконується на даній операції. Він включає необхідність користування складальними кресленнями, монтажними схемами, а також детальним описом роботи.
Короткий опис праці, який дається в технологічній карті, повинен вказувати об’єм та послідовність її виконання.
Крім того, опис праці пояснює і уточнює деякі деталі складально-монтажного процесу, який важко показати на ескізу.
При розробці ескізно-операційної технології, операції процесу роблять рівними або кратними по тривалості, що дає змогу швидкому переходу на серійний або масовий поточний метод виробництва.
Проектуванню ескізно-операційної технології передує розробка розгорнутої технологічної відомості послідовності складання і монтажу на ряд послідовних елементарних робіт – технологічних переходів.
Технологічна відомість дозволяє швидко формувати технологічні операції необхідної трудомісткості, визначати номенклатуру необхідного обладнання, інструменту, допоміжних матеріалів, а також полегшує визначення загальної трудомісткості складально-монтажних робіт.
Проектування технологічного процесу складання і монтажу радіоелектронної апаратури ділять на такі етапи:
вивчення приладу і технологічне доопрацювання його конструкції і схеми;
складання і монтаж еталонного зразка приладу;
розділення процесу складання і монтажу на операції;
розробка ескізно-операційних технологічних карт складання і монтажу.
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...

... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...



... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
0 комментариев