Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
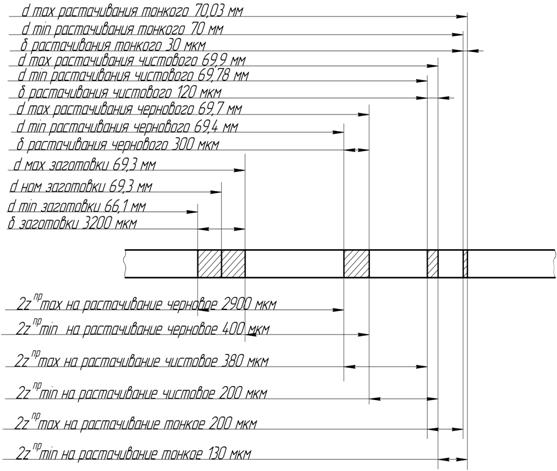
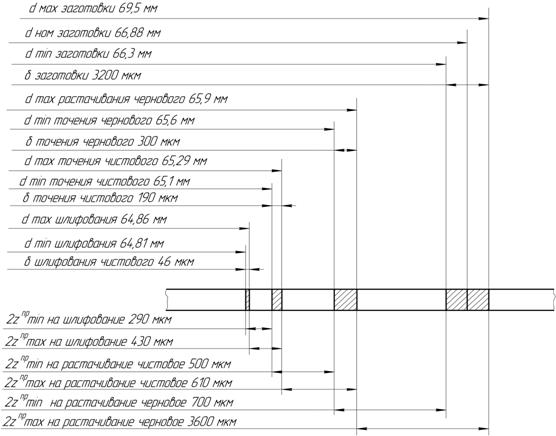
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Разработка управляющей программы для станка с ЧПУ
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
2.4.5 Разработка управляющей программы для станка с ЧПУ
Данный раздел выполняем с использование литературы [12].
Для записи управляющей программы используется карта кодирования информации по ГОСТ 3.1404 – 86 (форма)
Исходными документами при разработке управляющей программы являются рабочий чертёж детали и технологические карты. Важно отметить, что в процессе программирования реализующими этапами являются сбор и упорядочение всей геометрической и технологической информации о детали, заготовки, инструменте, станке с устройством числового программного управления, а так же информации о технологических приёмах используемых при обработке детали. Суммарная информация по отдельным переходам, выполняемым в процессе обработки детали, в соответствии с заданными технологическими параметрами, всё это и составляет управляющую программу.
Управляющую программу рекомендуется составлять таким образом, что бы в кадре записывалась только изменяющаяся по отношению к предыдущему кадру информация. Состав управляющей программы могут входить основная управляющая программа и подпрограммы. Кодируемая строка включает номер кадра, одной или несколько информационных символов. Информационные слова в кадре рекомендуется записывать в определённой последовательности, расположение информации в кадре программы называется форматом кадра управляющей программы. Программное слово кадра состоит из буквы, адреса и несколько цифр, означающих содержание слова.
Пример выполнения программы управления станком приведены далее на карте кодирования информации записью кадра и пояснением его содержания.
2.5 Разработка карты наладки станка с ЧПУ
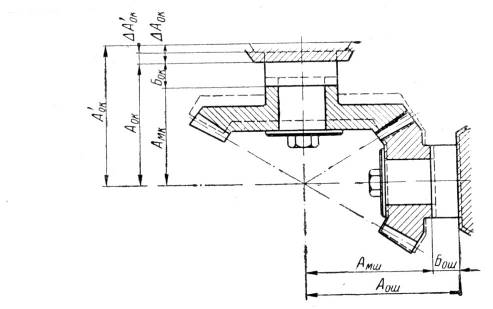
Карта наладки станка с числовым программным управлением (расчетной технологической карты), предназначена для отражения на плоском чертеже статистическими изображёнными средствами динамики процесса обработки, что бы облегчить его цельное визуальное восприятие и осмысление. А так же уменьшить трудоёмкость наладки станка. Она должна отражать полный состав режущих и вспомогательных инструментов в последовательности их применения: размерные цепи технологической системы СПИЗ. На всех этапах разработки конфигурацию обрабатываемых поверхностей (контуров) с обозначением опорных точек, режимы обработки и словесное изложение планируемых действий. Выбираем схему установки заготовки. Начало системы координат расположенной на торце приспособления. Обработку разбивают по переходам, выбирая необходимые инструменты. Карта наладки должна содержать следующую информацию: расстояние от оси поворотного магазина до базовой плоскости (в продольном) и до оси шпинделя (в поперечном) направлении, то есть координата нулевого положения инструмента, расстановку инструментов в магазине и их обозначение. Вначале выбирают схему установки заготовки. Начало системы координат располагают на торце приспособления. Определяют расположение рабочих органов станка по максимальному вылету инструмента. Выбирают нулевую точку (начало системы координат), для инструмента устанавливаемого в шпиндель - эта точка пересечения торца шпинделя с его осью (0шп). Для каждого перехода определяют опорные точки, которые связывают с режущим лезвием инструмента, траекторию его движения, замыкая размерные цепи.
3. Конструирование
3.1 Режущий инструмент
3.1.1 Описание конструкции
Метчики - предназначены для образования резьбы в отверстиях. По принципу их подразделяют на метчики, образующие профиль резьбы путём снятия стружки, метчики бесстружечные, образующие профиль резьбы без снятия стружки, и метчики с режущими и выглаживающими зубьями, образующие резьбу комбинированным способом (резанием и выдавливанием).
По конструкции и применению, метчики делят на следующие типы:
1) Машинно-ручные, для нарезания резьбы как вручную, так и на станке (ГОСТ 3266-71), с шахматным расположением зубьев, для обработки заготовок из коррозионно-стойких и жаропрочных сталей (ГОСТ 17927-72) и для обработки заготовок из лёгких сплавов (ГОСТ 17928-72), бесстружечные (ГОСТ 18839-73).
2) Машинные, для нарезания на станке метрической резьбы Ø0,25-0,9 мм.
3) Гаечные, для нарезания резьбы в гайках на гайкорезных станках.
4) Конические, для нарезания конических резьб.
5) Метчики для круглой резьбы.
6) Метчики сборной конструкции, нерегулируемые и регулируемые.
7) Специальные комбинированные, (сверло-метчик), ступенчатые.
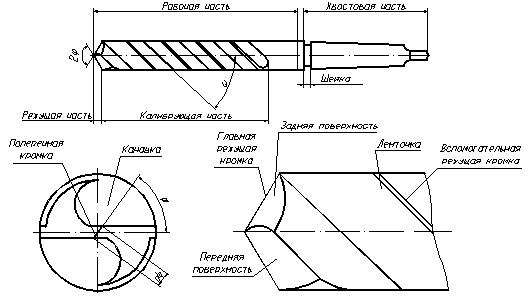
Конструктивные элементы метчиков - к основным конструктивным элементам метчиков относятся: режущая (заборная) часть, калибрующая часть, хвостовик с элементами крепления, форма зуба и стружечной канавки и их направление, геометрические параметры режущей и калибрующей частей, профили резьбы метчика и его размеры.
Режущая часть предназначена для срезания слоёв металла по всему контуру профиля резьбы. Режущая часть метчика срезает слои металла по генераторной или профильной схеме. В большинстве случаев применяют генераторную схему (машинные, гаечные).
Калибрующая часть служит для окончательного формирования профиля (первым калибрующим витком), направления и подачи метчика под действием сил самозатягивания и является запасом на переточку при заточке метчика по наружной поверхности режущей части.
Хвостовик метчика предназначен для передачи крутящего момента от шпинделя станка. Для передачи этого крутящего момента на хвостовике делают квадрат.
Стружечные канавки служат для размещения стружки и её транспортирования, что обуславливает их направление и форму. Для лучшего удаления стружки, метчики следует делать с винтовыми канавками левого направления. Число стружечных канавок влияет на толщину среза, силу и мощность, затрачиваемые на резание, на объём пространства для размещения стружки, на значение крутящего момента в зависимости от сил трения, на технологичность изготовления метчиков и выбор средств контроля параметров резьбы. Профиль поперечного сечения канавки зависит от числа зубьев (или числа канавок), наружного диаметра метчика, материала заготовки, условий работы, способа подвода СОЖ.
В общем случае форма поперечного сечения канавки должна обеспечить: достаточное пространство для размещения стружки, достаточную прочность зуба и метчика в целом. оптимальные геометрические параметры, отсутствие среза стружки при выворачивании.
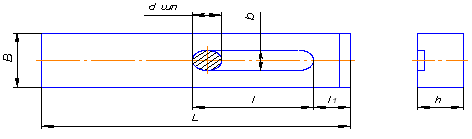
3.1.2 Расчёт исполнительных размеров.
Расчёт проводим по методике [10]
Исходные данные:
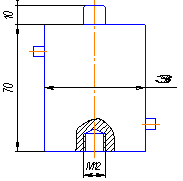
Резьба М5-7Н; D=5мм; P=0,8мм; α=60°; l=13мм;
Характер резьбы - сквозная;
Обрабатываемый материал - Сталь 40Х;
Тип метчика - машинный;
1. Выбор инструментального материала: Рабочая часть - Сталь Р6М5, HRC 63 ... 66; Хвостовик - Сталь 40Х HRC 40 ... 42;
2. Выбор числа зубьев. Z=3
3. Выбор формы и размеров стружечной канавки: Dc = 2,25; r=3,25; r1=0,625;
4. Определение длинны заборной части: a=0,20мм; tgφ=0,2; φ=37°; dсв=5-0,8=4,2мм; l1=3мм;
5. Определение длинны рабочей и калибрующей частей и обратной конусности: l3=16мм; l2=13мм; Обратная конусность = 0,05 ... 0,08мм.
6. Определение размеров хвостовика: lk=6мм; D2=4,5мм; r=4,5мм; S=4мм; h=7мм;
7. Расчёт общей длинны метчика: L=15+3+14+1,5+20=53,5, < 58 Принимаем L=58мм по ГОСТ 3266 lхв=56мм;
8. Выбор геометрических параметров: γ=8°; α=4°;
K= π ∙tg α/z; (53)
K=3,14∙8∙0,2/3=1,67 ≈ 1
9. Выбор степени точности метчика: Н3
10. Определение размеров профиля резьбы: ГОСТ 17039-71 d=5,093; d2=5,131; d1=4,286;
P=0,8 +0,010 a/2=30°+25';
11. Назначение технических требований: Шероховатость профиля резьбы, передней и задней поверхности - Rz 3,2; Шероховатость хвостовика Ra 1,6; Допуск заднего угла ±2°; Биение профиля относительно оси 0,02 мм;
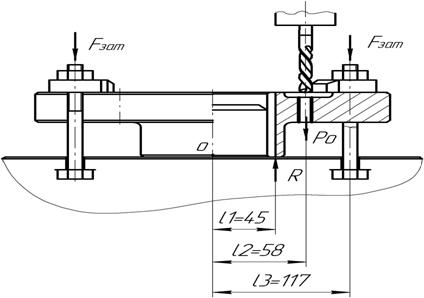
3.2 Приспособление для установки заготовки
Расчёты выполняем по методике [1].
3.2.1 Описание конструкции
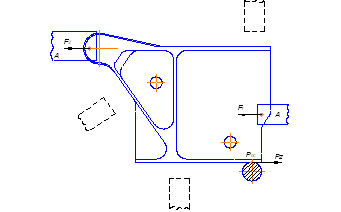
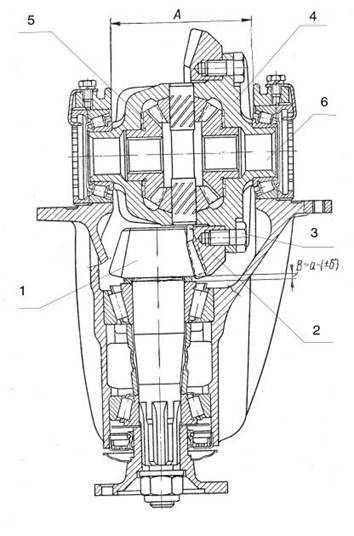
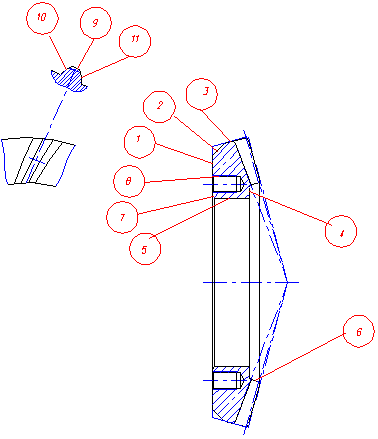
Для обработки плоскостей и паза в детали «Фланец» ) №9А719.540.403 применяется фрезерное приспособление. Приспособление устанавливается на столе станка нижней плоскостью корпуса, фиксируется и закрепляется с помощью болтов в Т-образные пазы стола станка. Для более точной фиксации приспособления на столе станка на корпусе приспособления имеется фиксатор, ширина которого равна ширине паза. Базовой деталью приспособления является корпус, на котором монтируются установочно-зажимные элементы, а так же вспомогательные детали и механизмы.
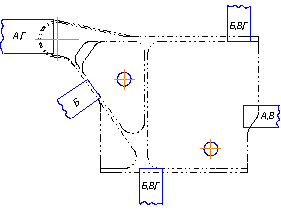
Базирование детали в приспособлении осуществляется по диметру 70е8 и торцу. Для базирования детали по диаметру используется кольцо, выполняющее роль сменной наладки. Это кольцо необходимо, так как данное приспособление используется для установки аналогичных деталей, но имеющих несколько иной диаметр, по которому происходит базирование. Зажим детали в приспособлении с помощью прихватов. Всего прихватов имеющихся в приспособлении четыре, но одновременно из них работают только два, так как специфика обработки не позволяет использовать сразу четыре прихвата. При этом наличие четырех прихватов также необходимо, так как при выполнении операции происходит смена прихватов.
Установочной базой в детали является торец Ø110/Ø70, направляющей базой является Ø70. Таким образом деталь лишается 5-ти степеней свободы. Шестой степени свободы деталь лишается при работе инструмента.
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев