Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
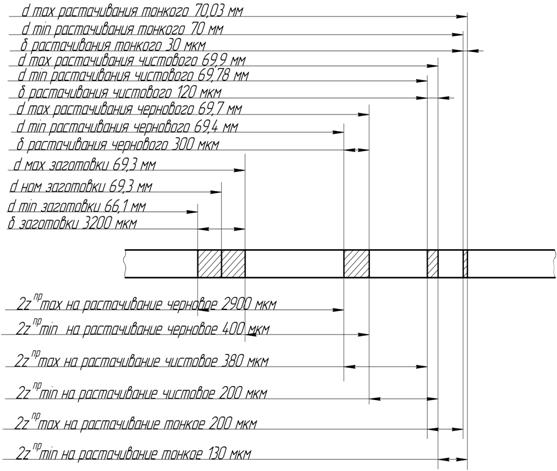
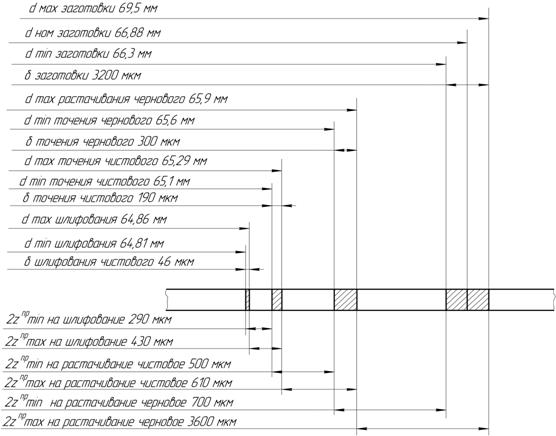
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Анализ детали на технологичность
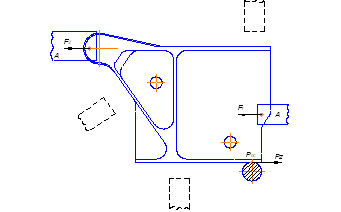
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
1.2 Анализ детали на технологичность
Качественную и количественную оценку технологичности детали осуществляем по следующим показателям [51], с. 30…33.
Качественная оценка:
Детали «Обойма» изготавливается из Стали У8А ГОСТ 1435-90, что является рациональным подходом к изготовлению и дальнейшему использованию этой детали. Этот материал хорошо поддается механической обработке и не имеет в своем химическом составе остродефицитных материалов, а, следовательно, недорогой. Поэтому, по такому показателю как материал, деталь можно считать технологичной.
В геометрическом отношении деталь состоит из простейших конструктивных элементов. В процессе механической обработки доступ к обрабатываемым поверхностям не затруднен, что является положительным фактором в оценке детали на технологичность. Таким образом, по перечисленным показателям деталь можно считать частично технологичной, т.к. все ее поверхности подвергаются механической обработке.
Задание перпендикулярности вполне обосновано, если исходить из функционального назначения детали. Требуемая шероховатость поверхностей не всегда соответствует точности получаемых размеров, однако это обусловлено эксплуатационными свойствами, которыми должна обладать данная деталь. По этим показателям деталь можно считать частично технологичной. Получение заготовок в конкретных производственных условиях не доставляет трудностей, так как получение заготовок проката хорошо освоено и на эту часть производственного процесса разработаны типовые технологические процессы. Масса детали составляет 12,72 килограмма, масса заготовки 16 килограмма, что требует механизированного перемещения и транспортировки заготовки, поэтому деталь является частично технологичной.
Качественная оценка показала, что деталь частично технологична.
Количественная оценка:
Количественную оценку выполняем по методике [1, страница 33]
1. Коэффициент унификации конструктивных элементов.
Ку.э. = Q у.э. / Q э
где, Q у.э – число унифицированных конструктивных элементов. Q э – общее число конструктивных элементов.
Ку.э. = 10 / 22 = 0,4 2. Коэффициент применяемости стандартных обрабатываемых поверхностей.
Кп.ст. = D о.с. / D м.о. где, D о.с. – число поверхностей обрабатываемых стандартным инструментом. D м.о. – общее число поверхностей подвергаемых механической обработке.
Кп.ст. = 22 / 22 = 1
3. Коэффициент обработки поверхностей
Кп.о. = 1 - D м.о. / Q э
Кп.о. = 1 – 22 / 22 = 0
4. Коэффициент использования материала
Ки.м. = q / Q
где, q – масса детали. Q – масса заготовки.
Ки.м. = 12,72 / 16 = 0,8 5. Масса детали.
q = 4,3 кг. 6. Максимальное значение квалитета обработки.
H77. Максимальное значение параметра шероховатости обрабатываемых поверхностей.
Ra 0,8 8. Коэффициент применения типовых тех процессов.
Кт.п. = Qт.п. / Qu где, Qт.п. – число типовых тех процессов. Qu – общее число типовых тех процессов.
Кт.п. = 2 / 3 = 0,6 9. Коэффициент точности обработки.
Кт.и. = 1 – 1/Аср. где, Aср. – средний квалитет точности обработки.
Аср. = 1∙a1 + 2∙a2 + … t∙at / a1 + a2 + … at a1 ,a2 ,at – количество размеров соответствующего квалитета точности.
Аср. = 12∙9+11∙1+10∙5+9·1+8·4+7·2 / 22
Аср. = 10,2
Кт.и. = 1- 1 / 10,2 = 0,9 10. Коэффициент шероховатости повехности.
Кш = 1/Бср
Бср – средний показатель шероховатости поверхностей
Бср = 1∙n1+2∙n2+t∙nt / n1+ n2+ nt n1, n2, nt – число поверхностей соответствующих параметрам.
Бср = 7∙0,8+1∙1,6+14∙6,3 / 22 = 4,3
Кш = 1 / 4,3 = 0,23
После проведения количественной оценки можно сделать вывод, что деталь частично технологична.
2 Технологический раздел
2.1 Определение типа производства
Определяю разновидность серийного производства на основании коэффициента закрепления операций. Для этого предварительно определяю штучно-калькуляционное время для каждой операции. Затем по методике [27], с. 52…56 на основании программы выпуска деталей и режима работы участка вычисляю коэффициент закрепления операций. Анализирую его принадлежность регламентированным диапазонам, и формулирую вывод о типе производства.
Определение типа производства произвожу по методике [27], с. 52…55 Тип производства по ГОСТ 3.119-83 характеризуется коэффициентом закрепления операций Кз.о. Для среднесерийного производства коэффициент закрепления операций находится в пределах, 10 < Кз.о.< 20.
Кзо = ∑ Пoi / (∑ Pi) · 2 (10)
где, ∑ Пoi – суммарное число различных операций за месяц по участку из расчёта на одного сменного мастера.
∑ Pi – явочное число рабочих участка, выполняющих различные операции, при работе в одну смену.
Пoi = ηн/ηз (11)
где, ηн – планируемый нормативный коэффициент загрузки станка всеми закреплёнными за ним однотипными операциями.
ηз – коэффициент загрузки станка планируемыми операциями.
ηн = 0,8
ηз = Т шк · Nм / (60·Fм·Rв) (12)
где, Nм – месячная программа выпуска заданной детали при работе в одну смену.
Т шк – штучно-калькуляционное время, необходимое для выполнения проектируемой операции, мин.
Fм - эффективный месячный фонд времени участка при работе в две смены, ч.
Rв – коэффициент выполнения норм 1,3.
Nм = Nг / 24 (13)
где, Nг – годовой объём выпуска заданной детали, шт.
Nм = 5000/24 = 208 Принимаем 208 штук.
Fм = 2·4055/24 = 338 часов.
| 1 | Пoi = 21091/11,4·208 =8,9 | |
| 2 | Пoi = 21091/4,9·208 =20,6 | |
| 3 | Пoi = 21091/11,4·208 =8,9 | |
| 4 | Пoi = 21091/27·208 =3,7 | |
| 5 | Пoi = 21091/1,8·208 =56 | |
| 6 | Пoi = 21091/4,9·208 =20,6 | |
| 7 | Пoi = 21091/0,8·208 =126 | |
| 8 | Пoi = 21091/9,7·208 =10,4 |
Общее число операций выполняемых на участке в течение одного месяца.
∑ Пoi = 8,9+10,4+126+20,6+56+3,7+8,9+20,6=255,1
Число рабочих обслуживающих каждый станок в отдельности при работе в две смены.
Pi = 0,96 · ηн (14)
Pi = 2 · (0,96·0,8) = 1,54
Явочное число рабочих на участке.
∑ Pi = 1,54 ·12 = 18,48 ≈ 18 человек.
Кзо = 255,1 / 18 = 14,2
Производство среднесерийное по ГОСТ 3.1121-84 , так как
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев