Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
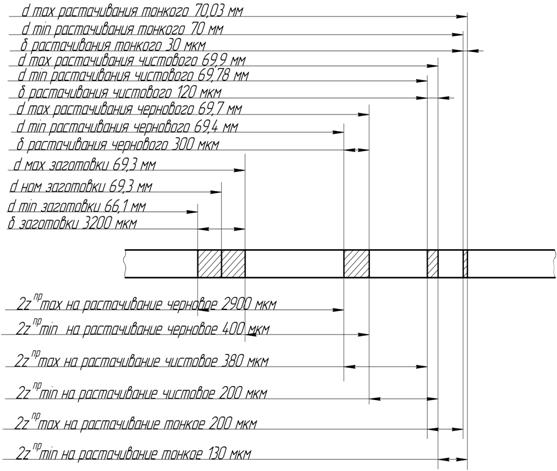
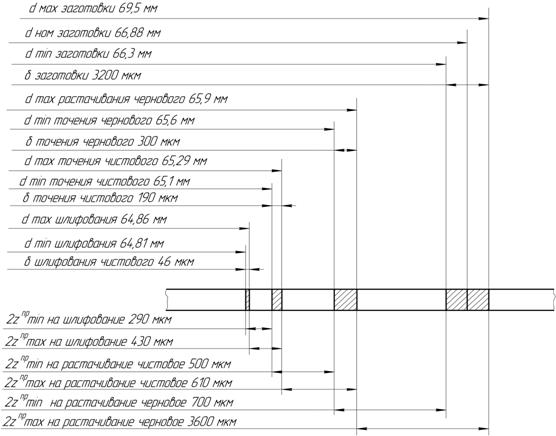
Расчёт припусков
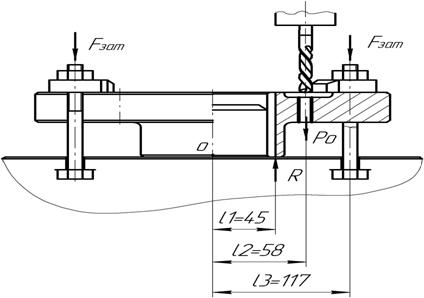
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Разработка технологической схемы механической обработки детали "Обойма"
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
Введение
Главным средством интенсификации производства любого назначения является парк машин, которым располагает государство. Прогресс в развитии общества предопределяется техническим уровнем применяемых машин. Их создание, т.е. конструирование и изготовление, составляет основу машиностроения. Общепризнано, что именно машиностроение является главной отраслью народного хозяйства, которая определяет возможность развития других отраслей.
Применение машин резко увеличивает производительность труда, повышает качество продукции, делает труд безопасным и привлекательным. Это особенно важно для развивающихся государств, поскольку именно машиностроительное производство способствует резкому повышению благосостояния общества. В конкурентной борьбе отдельных государств и фирм неизменно побеждает тот, кто имеет более совершенные машины.
Производство машин является сложным процессом, в ходе которого из исходного сырья и заготовок изготавливают детали и собирают машины. Для обеспечения производства машин необходимо решить комплекс задач, связанных с технологической подготовкой их производства, и реализовать разработанные технологические процессы в действующих производственных системах-заводах, цехах, участках, обеспечивая при этом требуемое качество изделий на всех этапах технологического процесса в течение всего срока выпуска изделий.
В решении этих сложных и разнообразных вопросов основная роль принадлежит технологам-машиностроителям. Технология машиностроения является комплексной инженерной и научной дисциплиной, синтезирующей технические проблемы изготовления машин заданного качества с решением целого ряда организационных и экономических задач. Эти задачи вытекают из необходимости обеспечить выпуск изделий в определённом производственной программой количестве, в заданные сроки и при наименьшей себестоимости. Так, при освоении нового изделия отрабатывают конструкцию изделия на технологичность, а затем разрабатывают технологический процесс изготовления деталей и сборки изделия. При этом приходится решать и смежные технологические задачи, связанные с выбором и заказом исходных заготовок, термической обработкой заготовок на разных этапах технологического процесса, нанесением покрытий и т.д.
Технологический процесс всегда неоднозначен. Много вариантность разработки технологического процесса связано с преодолением существующих трудностей. Каждый разработчик процесса, анализируя многие факторы, приходит в итоге к определённому технологическому решению. Однако нельзя гарантировать, что именно принятое решение является наиболее приемлемым, поскольку задача разработки процесса с самого начала содержала много неизвестных факторов, в ряде случаев использовались гипотезы и предположения частного характера. Поэтому в настоящее время для решения многовариантных задач с успехом применяют ЭВМ. При этом удается не только учесть многие одновременно действующие факторы, но и выработать единое решение за короткое время.
Повышение эффективности современного машиностроительного производства на основе комплексной механизации и автоматизации технологических процессов означает широкое применение гибких производственных систем, робототехнических комплексов и другого основного и вспомогательного технологического оборудования, управляемого от ЭВМ, обеспечивающих автоматизацию механической обработки и сборки изделий.
1 Общий раздел
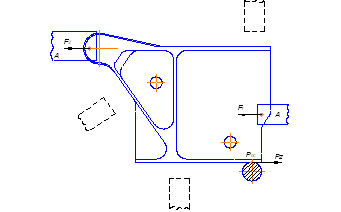
1.1 Назначение и конструкция детали
Деталь «Обойма» является составной частью в штампе для пробивки отверстий и вырубки углов. Деталь служит для крепления в ней пуансонов и ножей, которые являются режущим инструментом в штампе. Пуансоны запрессовываются в отверстия Ø22+0,021. Для наилучшего соприкасновения пуансонов с внутренней поверхностью отверстия, достигаются высокия требования шероховатости Rа0,8. Ножи запрессовываются в окно размером 43+0,025 × 80+0,030, внутренняя поверхность которого также требует высокую точность и шероховатость Rа0,8.
Верхняя и нижняя поверхности «Обоймы» должны соответствовать высоким требованиям шероховатости Rа0,8, так как они соприкасаются с рабочими частями штампа: верхней плитой и матрицей, что является очень важным фактором в конструкции изделия.
Высокими требованиями шероховатости Rа0,8 должны обладать 4 отверстия Ø10+0,015, так как в них запрессовываются штифты, которые служат для поддержания параллельности и являются направляющими при соединении обоймы, матрицы и верхней плиты. Четыре отверстия Ø14+0,018 также являются точными, так как они являются крепежными отверстиями для соединения обоймы и матрицы. Шесть отверстий Ø11 являются крепежными для соединения обоймы с верхней плитой и не требуют высокой точности и высоких требований по шероховатости.
Все четыре боковые поверхности детали «Обойма» не соприкасаются с рабочими частями штампа, но соприкасаются с поверхностями приспособлений при базировании на них, поэтому не стремятся достигнуть значительно высоких требований к шероховатости, а получают шероховатость― Rа6,3.
Дталь «Обойма» изготавливают из стали У8А ГОСТ 1435-90. Сталь У8А – мягкая, хорошо поддается механической обработке, в своем химическом составе не имеет остродифицитных материалов, после термической обработки становится более твердой, что является положительным фактором при выборе материала для данной детали.
Таблица 1 – Химические свойства Стали 40Х ГОСТ 4543–71.
| Массовая доля элементов, % | |||||||
| С | Si | Mn | Ni | S | P | Cr | Сu |
| 0,36 - 0,44 | 0,17 - 0,37 | 0,5 - 0,8 | до 0,3 | до 0,035 | до 0,035 | 0,8 - 1,1 | до 0,3 |
Таблица 2 – Механические свойства Стали 40Х ГОСТ 4543–71.
| Механические свойства, не менее | ||||
| σт МПа | σв МПа | δs % | Ψ % | КСИ Дж/см² |
| 784 | 981 | 10 | 45 | 58,8 |
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев