Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
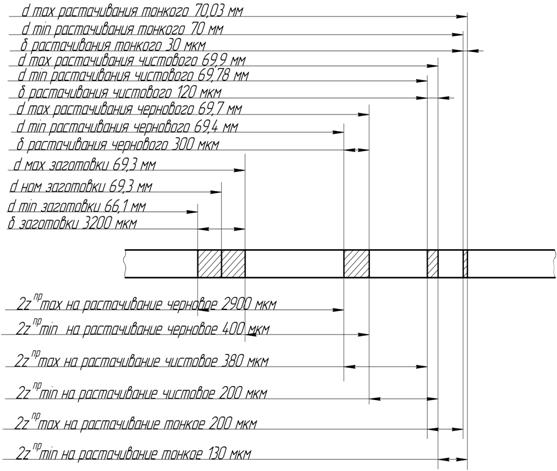
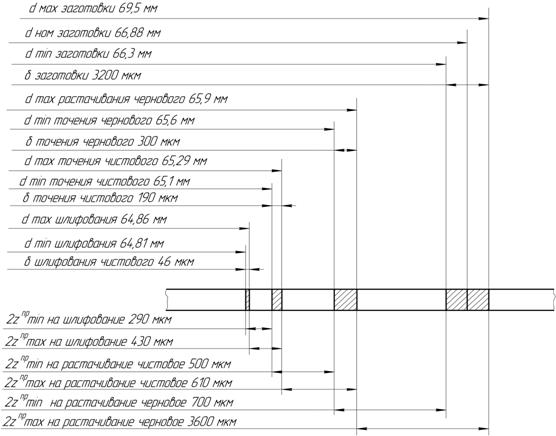
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Расчёт на точность
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
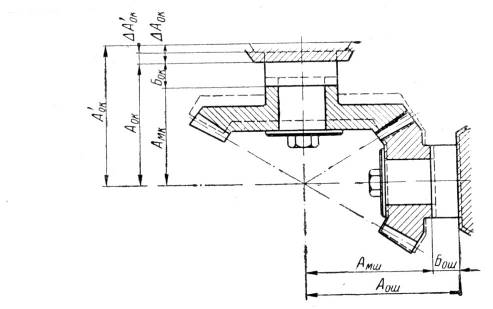
3.2.2 Расчёт на точность
Se < T (54)
где, Se - суммарная погрешность обработки
Т - величина допуска выполняемого размера при обработке заготовки в операции
В общем случае суммарная погрешность, учитывающая наиболее значительные погрешность может быть представлена:
Se = Ey+Eo+En (55)
где, Ey - погрешность установки заготовки
Eo - погрешность обработки заготовки
En - погрешность положения заготовки
При проявлении погрешностей в различных плоскостях системы координат Eу равно:
Ey =√ Eб²+Eз²+Eпр² (56)
где, Eб - погрешность базирования
Eз - погрешность закрепления
Eпр - погрешность приспособления
Погрешность положения En определяется по формуле:
En = √ Eпр²+Eус²+Eи² (57)
где, = Eпр - погрешность изготовления приспособления в направлении допуска
Eус - погрешность установки приспособления на столе
Eи - погрешность положения заготовки из-за износа установленных элементов приспособления.
Eус = 0,03 мм
Eи = U (58)
U = Uo·K1·K2·K3·K4·(N/No) (59)
где, U - износ установочных элементов
Uo - средний износ установочных элементов
Uo,K1,K2,K3,K4 - коэффициенты, учитывающие влияние, условий обработки и числа заготовок
N - число установок заготовок на данной операции
Uo = 0,04 мм
K1 = 0,97
K2 = 1,25
K3 = 0,94
K4 = 2,8
No = 100000; N = 4500;
U= 0,04·1,25·0,94·0,97·2,8·(4500/100000) = 0,005 мм
Еu = 0,005
Погрешность от смещения инструмента Eпи = 0, так как положение фрезы не выверяется по установу.
Погрешность изготовления приспособления рассчитывается по формуле:
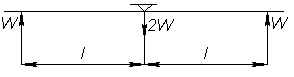
[Епр] < Т-Кт √(Кб·Еб)²+Ез²+Еу²+Епи²+(Кw·W)² (60)
где, [Епр] - диапазон, в котором должна находиться точность приспособления
Кт = 1…1,2 – коэффициент, учитывающий отклонения рассеяния значений соответствующих величин от закона нормального распределения.
Кб = 0,8…0,85 - коэффициент учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках.
Кw = 0,6…0,8 - коэффициент учитывающий долю погрешности вызываемой факторами независящими от приспособления
W - экономическая точность обработки.
W = 0,039
[Епр] < 0,4 - 1,2 √(0,85·0,046)²+0,08²+0,03²+0+(0,039+0,8)² = 0,28
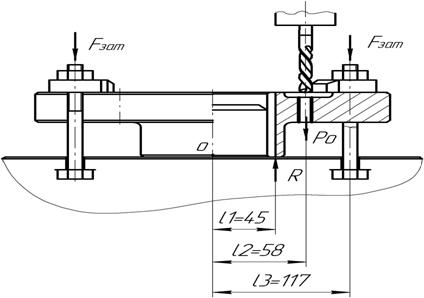
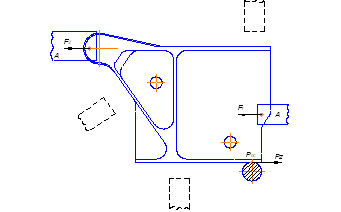
3.2.3 Расчёт зажимного механизма
Расчёт усилия зажима согласно схемы зажима
W = k·P/f1+f2 (61)
где, f1 - коэффициент трения с установочными элементами
f2 - коэффициент трения с зажимными элементами
k - коэффициент запаса
P - усилия резания
P = 925 Н
f1 = 0,15
f2 = 0,15
K = Ko·K1·K2·K3·K4 (62)
где, Ko = 1,5 - гарантированный коэффициент запаса
K1 = 1 - коэффициент учитывающий состояние поверхности заготовки
К2 = 1,4 - коэффициент учитывающий увеличения сил резания от прогрессирующего затупления инструмента.
К3 = 1,3 - коэффициент учитывающий постоянство сил зажима
К4 = 1,2 - коэффициент учитывающий эргономику ручных зажимных элементов
К = 1,5·1·1,4·1,3·1,2 = 3,2
Тогда усилие зажима:
W = 3,2·925/0,15+0,15 = 9866 Н.
Так как в приспособлении применяется винтовой зажим, то определяем номинальный диаметр резьбы:
d = С √ W/[Gр] (63)
где, С - коэффициент, для основных метрических резьб.
[Gр] - допустимое напряжение материала.
С = 1,4.
Так как болт для зажима изготовлен из Стали 45 и проходит термообработку, то
[Gр] = 60 МПа
W = 9866/2 = 4933, так как в зажиме участвуют 2 болта одновременно.
Принимаем М14.
Для данной резьбы допустимым усилием будет являться W = 6,86 кН = 6860 Н.
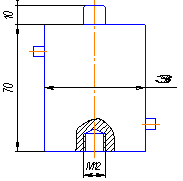
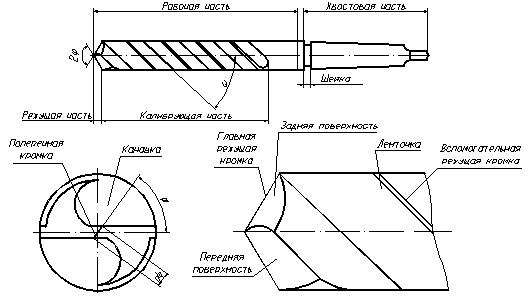
3.3 Контрольный инструмент
Расчёты производим по методике [15]
3.3.1 Описание конструкции
Калибром называют бесшкальный измерительный инструмент, предназначенный для контроля размеров и форм, и взаимного расположения поверхностей детали. Поскольку размер детали ограничен двумя предельными размерами для их контроля необходимо иметь два калибра, один из которых контролирует деталь по её наибольшему, а другой по её наименьшему предельным размерам.
Для контроля валов изделий применяют калибры-скобы, проходной и непроходной.
Калибр, контролирующий предельный размер, соответствующий максимуму материала проверяемого изделия, называется проходимым. При контроле изделия калибр должен свободно проходить под действием собственной массы или определённой нагрузки.
Калибр, контролирующий предельный размер, соответствующий минимуму материала проверяемого изделия, называется непроходимым. При контроле изделия калибр не должен проходить.
Калибр-скобы для контроля валов могут иметь различные конструкции:
1. Листовая двухсторонняя;
2. Листовая односторонняя;
3. штампованная двухсторонняя;
4. Регулируемая.
Выбор конструкции калибра зависит от метода контроля. В данном случае, для контроля размера диаметра вала была выбрана листовая односторонняя нерегулируемая калибр скоба. Данная скоба имеет некоторые конструктивные особенности. Часть калибра, предназначенная для контроля максимального предельного размера изделия, называемая проходным размером (Пр), расположена рядом с частью калибра, предназначенного для контроля минимального предельного размера изделия, называемое непроходимым размером (Не). Эти две части измерителя расположены таким образом, чтобы при контроле изделия сказу можно было проверять правильность его размера по максимальному и минимальному придельным размерам. Другими словами, калибр при контроле изделия должен свободно проходить только на участке предназначенного для контроля максимального размера, и останавливаться достигая непроходного участка.
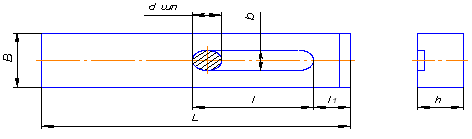
3.3.2 Расчёт исполнительных размеров
Определение исполнительных размеров для калибра скобы для вала Ø90 мм с полем допуска ±0,0065
Определяем наибольший и наименьший предельные размеры вала:
Dmax = 70,0065мм; Dmin = 69,9935мм;
Для квалитета js5 интервал размеров свыше 50 до 80 мм;
Находим данные для определения необходимых калибров и контркалибров.
z1 = 0,0004 мм;
y1 = 0,0003 мм ;
H1 = 0,0005 мм;
Hp = 0,0002 мм;
1. Наименьший размер проходного нового калибра-скобы ПР: ПР = Dmax - z1-H1/2 (64)
ПР = 70,0065 - 0,0004 - 0,0005/2 = 70,0006 мм
2. Наименьший размер непроходного калибра-скобы НЕ: НЕ = Dmin - H1/2 (65)
НЕ = 69,9935 - 0,0005/2 = 69,9932 мм
3. Предельный размер изношенного калибра-скобы ПР: ПР = Dmax + Y1 (66)
ПР = 70,0065 + 0,0003 = 70,0068 мм
4. Наибольший размер контр-калибра К-ПР: К-ПР = Dmax -z1 + Hp/2 (67)
К-ПР = 70,0065 - 0,0004 + 0,0002/2 = 70,0062 мм
5. Наибольший размер контр-калибра К-НЕ: К-НЕ = Dmin - z1 + Hp/2 (68)
К-НЕ = 69,9935 + 0,0002/2 = 69,9936 мм
6. Наибольший размер контр-калибра К-И: К-И = Dmax + Y1 + Hp/2 (69)
К-И = 70,0065 + 0,0003 + 0,0002/2 = 70,0069 мм
4. Организация производства на участке
Расчёты в разделе производим по методике [25]
4.1 Расчёт количества оборудования и его загрузки
Определение такта выпуска
t = 60·Фдо/N (70)
где, N - годовая программа выпуска
Фдо - действительный фонд времени работы оборудования
t = 60·2064/4500 = 27,5 Принимаем t=28
Расчёт количества оборудования Si, необходимого для выполнения конкретной операции
Si=Тшк/t (71)
где, Тшк - штучно-калькуляционное время
Si 015 = 1,42/28 = 0,05
Si 025 = 2,03/28 = 0,07
Si 035 = 2,93/28 = 0,1
Si 045 = 19,3/28 = 0,67
Si 050 = 9,78/28 = 0,35
Si 055 = 1,3/28 = 0,05
Si 060 = 9,65/28 = 0,34
Si 070 = 2,01/28 = 0,07
Si 075 = 2,15/28 = 0,08
Si 085 = 1,83/28 = 0,06
Si 105 = 2,22/28 = 0,08
Si 115 = 4,4/28 = 0,16
Тогда расчётный коэффициент загрузки каждого станка Кзi определяется по формуле:
Кзi = Тшк/t·Si (72)
Кзi 015 = 1,42/28·1 = 0,05
Кзi 025 = 2,03/28·1 = 0,07
Кзi 035 = 2,93/28·1 = 0,1
Кзi 045 = 19,3/28·1 = 0,67
Кзi 050 = 9,78/28·1 = 0,35
Кзi 055 = 1,3/28·1 = 0,05
Кзi 060 = 9,65/28·1 = 0,34
Кзi 070 = 2,01/28·1 = 0,07
Кзi 075 = 2,15/28·1 = 0,08
Кзi 085 = 1,83/28·1 = 0,06
Кзi 105 = 2,22/28·1 = 0,08
Кзi 115 = 4,4/28·1 = 0,16
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев