Определение
типа производства
Технико-экономическое
сравнение
методов получения
заготовки
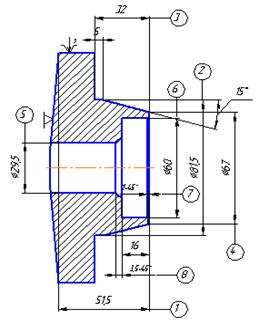
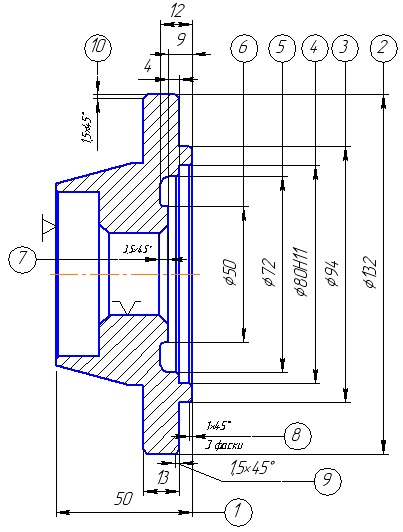
Размерный
анализ при
обработке
лавных отверстий
Выбор последовательности
переходов
Расчет
норм времени
Расчет
и проектирование
станочного
приспособления.
расчет режущего
инструмента
Расчет и проектирование
режущего инструмента
Анализ
ситуации
Поиск информации
Описание объекта
Проектирование
компоновки
рабочего места
Навигация
Поиск информации
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
79116
знаков
21
таблица
2
изображения
8.4 Поиск информации
Таблица 9.3
| Название статьи, автор | Библиографические данные | Краткое содержание | Примечания |
| Оснастка для станков с ЧПУ/ Кузнецов Ю.И., Маслов А.Р., Байков А.Н. | Москва: Машиностроение, 1990 г. – 507 с. | Приведены сведения о прогрессивной технологической оснастке: станочных приспособлениях, режущем и вспомогательном инструменте, устройствах для контроля, настройки и автоматической смены инструментов для станков с ЧПУ. | Рассмотрены конструкции зажимных устройств для высокоскоростных станков с ЧПУ. |
8.5 Выбор конкретного технического решения
В качестве базового варианта для создания, будущего технического решения позволяющего повысить производительность обработки принимаем совершенствование инструмента с материалом режущей части из нитридно-кремниевой керамики, армированной нитевидными кристаллами карбида кремния. Кроме того для достижения высоких скоростей обработки необходимо использовать оборудование с приводами большой мощности, шпиндельными узлами на воздушных керамических подшипниках скольжения с нагнетателем воздуха, сбалансированными движущимися частями, направляющими из металлокерамики. Для более высокой скорости обработки необходимо повысить величину допустимого ускорения системы, для уменьшения времени разгона – торможения. Также на черновых операциях фрезерования необходимо вести обработку попутно, а при чистовом фрезеровании – встречно. Данный выбор обоснован тем, что по сравнению с другими способами повышения производительности режущий инструмент и оборудование обладают рядом преимуществ, описанных в пункте 3.
8.6 Формирование научных целей и задач
Целью данных исследований является изучение проблем высокоскоростной обработки. Задачи данного исследования состоят в том, чтобы после изучения интересующих нас факторов, влияющих на процесс высокоскоростной обработки, выбрать объективные методы, повышающие производительность обработки. Также необходимо выдвинуть предположение о наиболее вероятной степени влияния того или иного параметра исследуемого объекта на показатели его функционирования.
8.7 Формирование исходной научной гипотезы
Считаем что наиболее существенными факторами, оказывающими влияние на показатели функционирования объекта (производительность механической обработки), являются недостаточная стойкость режущего инструмента и малое сопротивление развитию трещин.
8.8 Выбор вида исследований
Вследствие отсутствия материальной базы и недостаточного объема практических знаний в данной области в качестве вида исследований выбираем литературные, основанные на создании, в соответствии с выбранной методикой и критериями (научно-субъективные знания), новых объективных знаний.
8.9 Подготовка исследований
В качестве источников информации используем научно-техническую литературу, посвященную высокоскоростным методам обработки. В данной литературе изложены теоретические основы высокоскоростного растачивания отверстий, приведены прогрессивные инструментальные материалы, обеспечивающие оптимальные характеристики процесса.
8.10 Данные о проведении исследований
В качестве исследований выбрали литературные исследования, основанные на теоретических данных. Для решения проблем, описанных в пункте 2, была использована литература, приведенная в пункте 4. В ней были найдены общие технические решения, позволяющие решить некоторые из этих проблем. Все известные технические решения описаны в пункте 3. Проведен их субъективный анализ, на основе которого выбрано одно комплексное техническое решение, которое в большей степени решает поставленную задачу – повышение производительности механической обработки.
8.11 Обработка результатов
Повышение производительности при растачивании, фрезеровании и сверлении является важной задачей в современном машиностроении. Эта задача решается с помощью применения высокоскоростной обработки. Наиболее важной проблемой при высокоскоростной обработке является выбор материала режущего инструмента. В результате проведенных литературных научных исследований предлагается применить инструмент с материалом режущей части из нитридно-кремниевой керамики, армированной нитевидными кристаллами карбида кремния. Кроме того для достижения высоких скоростей обработки необходимо использовать оборудование с приводами большой мощности, сбалансированными движущимися частями, направляющими из металлокерамики.
9. Патентные исследования
9.1 Обоснование необходимости проведения патентных исследований
Одним из путей совершенствования расточки отверстий является совершенствование режущего инструмента. На операции 015 применяется борштанга. Усовершенствовать борштангу можно путем использования прогрессивных технических решений, созданных в последнее время. Выявить прогрессивные технические решения, которые могут лечь в основу конструкции усовершенствованного инструмента можно в результате патентного исследования достигнутого уровня развития вида техники «Борштанги».
Таким образом, будем исследовать вид техники «Режущие инструменты», объект техники «Борштанги».
Похожие работы
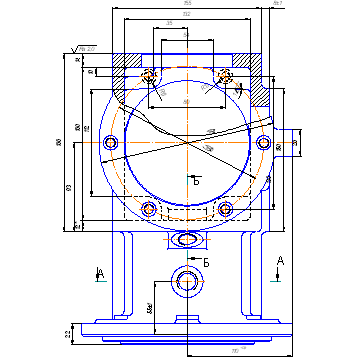


... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...

... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
0 комментариев