Определение
типа производства
Технико-экономическое
сравнение
методов получения
заготовки
Размерный
анализ при
обработке
лавных отверстий
Выбор последовательности
переходов
Расчет
норм времени
Расчет
и проектирование
станочного
приспособления.
расчет режущего
инструмента
Расчет и проектирование
режущего инструмента
Анализ
ситуации
Поиск информации
Описание объекта
Проектирование
компоновки
рабочего места
Навигация
Анализ ситуации
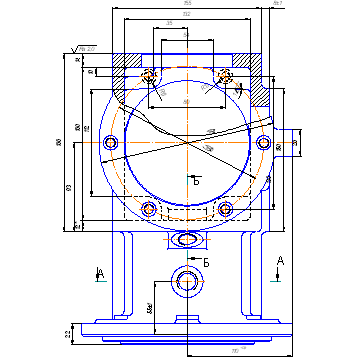
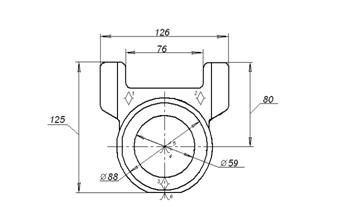
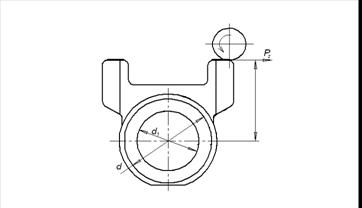
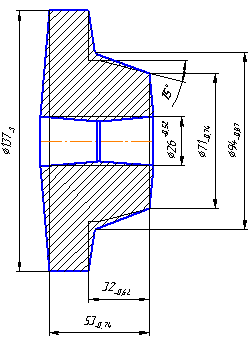
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
79116
знаков
21
таблица
2
изображения
8.2 Анализ ситуации
Потенциальные возможности высокоскоростной обработки обусловлены следующими ее особенностями: большим удельным съемом материала в единицу времени; высоким качеством обработки материала; уменьшение силы резания; уменьшением образования заусенцев; уменьшением нарушения целостности верхних слоем материала. В месте с тем высокоскоростной обработке присущ ряд существенных недостатков. Наиболее важными из них можно считать: необходимость повышения мощности приводов, разработки и изготовления опор вращающихся и перемещающихся узлов, тщательной балансировки вращающихся узлов, создание новых инструментальных материалов, высокие температуры, возникающие в зоне резания, недостаточная теплостойкость применяемых режущих инструментов и т.д.
8.3 Разработка обобщенного технического решения
Реализация технологии высокоскоростного резания предполагает решение многочисленных технологических задач. В наибольшей степени это касается режущих инструментов, так как уровень применяемых скоростей резания в современной металлообработке ограничивается свойствами инструментальных материалов и определяется способностью режущих инструментов противостоять изнашиванию и разрушению при повышенных температурах.
В Московском комбинате твердых сплавов в настоящее время разработан новый ассортимент сменных многогранных пластин с четырехслойным износостойким покрытием. Покрытия МТ и МА толщиной h = 8–10 мкм предназначены для токарной обработки. Составы покрытий представлены на листе графической части.
Среди материалов, не требующих покрытий, наиболее близок к идеальному материалу поликристаллический алмаз. Являясь одним из наиболее твердых материалов, он в тоже время благодаря ультрамелкозернистой структуре обладает достаточной вязкостью и по этому пригоден для обработки (со скоростью v = 300 – 600 м/мин) цветных металлов и сплавов, а также композитов. При аналогичной твердости КНБ (кубический нитрид бора) более хрупок и в большей степени подходит для «сухой обработки» материалов твердостью выше 50 HRC (при содержании в инструменте до 60% КНБ) и чугунов в широком интервале скоростей (300 – 800 м/мин) с небольшими припусками и подачами. Расширение эффективной области высокоскоростной обработки достигается использованием керамических инструментов нового поколения из нитридной, армированной или слоисто-градиентной керамики. Нитридно-кремниевая керамика, которая тверже твердого сплава, обладает большей хрупкостью и поэтому используется только для обработки чугунов и алюминия с v = 500 – 1000 м/мин.
Положительный опыт внедрения и эксплуатации керамических режущих инструментов нового поколения при высокоскоростной обработке деталей из разных материалов показывает высокую технико-экономическую эффективность этих операций. Однако даже керамические инструменты, изготовленные по современным технологиям и прошедшие системный контроль качества, оказываются недостаточно надежными для высокоскоростной обработки. В условиях термомеханических нагрузок и неблагоприятного воздействия отдельных факторов высокоскоростной обработки существует высокая вероятность непрогнозируемого выхода керамических инструментов из работоспособного состояния. Это связано с тем, что износ и разрушение высокоплотных керамических материалов имеет достаточно сложный характер и зависит от температурного режима эксплуатации. Критический градиент термических напряжений в непосредственной близости от режущей кромки инструмента приводит к сколам керамического материала на контактных площадках режущих инструментов и последующему разрушению режущего инструмента.
Армирование нитридно-кремниевой керамики нитевидными кристаллами карбида кремния способствует повышению ее предела прочности при изгибе σи до 900 МПа и коэффициента К1с интенсивности напряжений в вершине трещины до 10 МПа. м1/2. Улучшение свойств композиционного материала происходит за счет суммирования положительных свойств матрицы и уникальных параметров нитевидных кристаллов, которые являются барьером при распространении трещин в керамических материалах.
Композиционную керамику инструментального назначения разрабатывали на основе системы Si3N4 – Y2O3 – Al2O3 (условное обозначение РКС 11). В процессе исследования выведена оптимизированная система Si3N4 – Y2O3 – Al2O3 – SiCн.к. (условное обозначение РКС 33). Инструмент с многогранной неперетачиваемой пластиной из керамики состава Si3N4 – Y2O3 – Al2O3 – SiCн.к. в максимальной степени удовлетворяют требованиям высокоскоростного резания. Структуру керамики Si3N4 – Y2O3 – Al2O3 – SiCн.к. формируют зерна нитрида кремния размером 0,5 – 2 мкм и межзеренная фаза из активаторов спекания и нитевидных кристаллов карбида кремния, не имеющих определенной пространственной ориентации в матрице.
Установлено значительное влияние количества вводимых нитевидных кристаллов на прочность, трещиностойкость, термостойкость и эксплуатационные показатели инструментов из армированной нитридно-кремниевой керамики, результаты которой представлены на листе 06.М.15.64.80. Из графика следует, что максимальное увеличение стойкости инструментов обеспечивает введение в керамическую матрицу SiСн.к в количестве 10–15%. Увеличение их содержания в нитридно-кремниевой матрице свыше 15% приводит к снижению стойкости режущих инструментов. Работоспособность инструментов из композиционной керамики, в которой содержится 25% SiСн.к, является неудовлетворительной, так как стойкость этих инструментов ниже стойкости инструментов из матричной керамики.
Максимальные значения прочности, трещиностойкости и термостойкости также имеет керамика, в состав которой 10–15% SiСн.к. Важной особенностью разработанной композиционной керамики РКС33 является высокая прочность при температуре 1200°С, которая в результате армирования увеличивается до 600 МПа. Армированная керамика выдерживает максимальные термические нагрузки и не разрушается даже после 1200 термических циклов «нагрев – охлаждение», что превышает термостойкость матричной керамики на 30%.
Повышенные эксплуатационные характеристики режущих инструментов из армированной нитридно-кремниевой керамики РКС 33 обеспечивают его эффективное применение. Приведенные на листе графической части зависимости показывают удельный съем металла Q за период стойкости инструментов из РКС 33 и РКС 22 при точении алюминиевых сплавов. На всех режимах резания использование инструментов из РКС 33 обеспечивает значительное увеличение удельного съема металла.
Таблица 9.1
| Параметр | Значение параметра для керамики | |
| РКС 11 Si3N4 – Y2O3 – Al2O3 | РКС 33 Si3N4 – Y2O3 – Al2O3 – SiCн.к. | |
| Плотность, г/см3 Пористость, % Твердость HRC Предел прочности при изгибе (20 °С/1200 °С), МПа Коэффициент К1с, МПа. м1/2 Число циклов «нагрев до 1200 °С – охлаждение 400 °С» до разрушения образцов | 3.18 – 3.22 0.6 – 0.9 92 720/480 6.4 – 7.2 926 | 3.2 0.5 – 1.2 92 880/600 8.3 – 9.3 1220 |
Исследование эксплуатационных показателей режущих инструментов из РКС 33 при точении алюминиевых сплавов в широком диапазоне режимов резания показали их высокую эффективность. Влияние скорости резания на стойкость режущих инструментов из ВК6, РКС22, РКС 33 при обработке алюминиевых сплавов представлено на листе графической части.
Результаты исследования влияния подачи при точении на стойкость керамических инструментов показали, что наибольшую стойкость на малых подачах имеют режущие инструменты из ВОК 71, но с увеличением подачи стойкость ВОК 71 снижается, а лучшие результаты обеспечивают режущие инструменты из РКС 33. Влияние подачи на стойкость керамических режущих инструментов из ВОК 71, РКС22 и РКС 33 при растачивании представлено на листе графической части.
Другой проблемой, решаемой технологами и конструкторами является разработка высокоскоростного оборудования и оснастки.
Повышение производительности станков с ЧПУ связано с увеличением скоростей подач рабочих органов станка. Это может быть реализовано за счет применения современных более динамичных приводов станка, разработки новых несущих систем станков с улучшенными динамическими характеристиками, а также систем управления. Приводы подач большинства современных станков отечественного и иностранного производства, как правило, обладают возможностью реализовывать требуемые скорости подач и достаточно высокие ускорения при разгоне – торможении. Кроме того, многие современные станки обеспечивают большую часть требуемых частот вращения шпинделя. Системы же управления станков часто ограничивают производительность работы станка. Даже в современных системах ЧПУ последних моделей применяемый метод управления движением не позволяет достичь заданной технологом скорости подач.
Причиной этого является принцип движения с разгоном – торможением от нуля до нуля скорости в каждом кадре управляющей программы. В соответствии с этим принципом каждый кадр управляющей программы выполняется автономно от других кадров.
В таблице 2 приведены некоторые результаты сравнительных расчетов теоретического времени обработки и реального с учетом разгона – торможения в каждом кадре для случая движения по прямолинейному участку траектории, состоящему из множества кадров равной длины.
Как видно из таблицы 9.2 реальное время может быть в несколько раз больше определенного по режиму резания и зависит от соотношения величин подачи, ускорения и длин кадра. Это объясняется тем, что эпюра скоростей подач представляет собой треугольник и реальная подача не достигает величины, заданной технологом.
Таблица 9.2
| Скорость подачи, мм/мин | Ускорение, м/с2 | Длина кадра, мм | Суммарный путь обработки, м | Теоретическое время, мин | Реальное время, мин |
| 400 | 0,025 0,5 0,5 1 | 0,2 | 200,4 | 501 501 501 501 | 2987,4 2112,4 835 668 |
| 400 | 0,05 | 1 5 | 200,4 | 501 501 | 1169 634,6 |
| 100 150 200 Более 200 | 0,05 | 0,2 | 200,4 | 2004 1336 1002 Менее 1002 | 2839 2588,5 2112,4 2112,4 |
Задачей повышения производительности связана с задачей уменьшения или полного исключения разгонов и торможений в процессе движения, обеспечивающий сокращение времени обработки. Это может быть осуществлено: – применением специальных способов управления движением, позволяющим на трехмерной траектории, состоящей из непрерывной последовательности кадров, которую желательно выполнять на заданной скорости подачи, управлять скоростью движения узлов без разгона от нуля до нуля; – повышение самой величины допустимого ускорения системы, что приведет к уменьшению времени разгона – торможения.
При высокоскоростном фрезеровании необходимо учитывать стратегию обработки. Это резание только в одном направлении: попутное фрезерование при черновой и получистовой обработок и встречное для чистовых операций. При попутном фрезеровании выделяется меньше теплоты, меньше ударные нагрузки на режущие кромки инструмента и, как следствие, наибольшая продолжительность работы инструмента и меньший расход ресурса шпиндельного узла станка. При встречном фрезеровании за счет уменьшения изгиба режущего инструмента повышается геометрическая точность. При высокоскоростном фрезеровании рекомендуется траектория движения инструмента по эквидистанте или трохоидальную обработку.
При высокоскоростной обработке температурный фактор является лимитирующим при выборе параметров резания и материала режущего инструмента. Верхний предел скорости резания ограничен в основном такими значениями температуры резания, при которых инструментальные материалы еще могут сравнительно успешно работать.
Похожие работы


... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...

... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
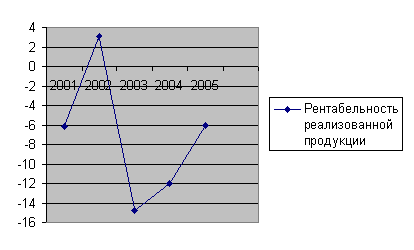
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
0 комментариев