Определение
типа производства
Технико-экономическое
сравнение
методов получения
заготовки
Размерный
анализ при
обработке
лавных отверстий
Выбор последовательности
переходов
Расчет
норм времени
Расчет
и проектирование
станочного
приспособления.
расчет режущего
инструмента
Расчет и проектирование
режущего инструмента
Анализ
ситуации
Поиск информации
Описание объекта
Проектирование
компоновки
рабочего места
Навигация
Расчет и проектирование режущего инструмента
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
79116
знаков
21
таблица
2
изображения
6.2 Расчет и проектирование режущего инструмента
Таблица 7.1. Расчет протяжки
| № | Определяемая величина | Расчетная формула | Результат |
| Исходные данные | |||
| Наружный диаметр DН | - | 64+0,3 | |
| Внутренний диаметр dВ | - | 61,15+0,15 | |
| Ширина паза bш | - | 8.5+0.15 | |
| Фаска f | - | 0,8 | |
| Число пазов nz | - | 2 | |
| Длина обрабатываемого отверстия L | - | 37,7±0,31 | |
| Обрабатываемый материал | - | АЛ9–1 | |
| Твердость НВ | - | 75 | |
| Станок | - | 7Б56 | |
| Тяговая сила, кН | - | 200 | |
| Наибольшая длина хода салазок | - | 1600 | |
| 1 | Расстояние до первого зуба L1 | L1 = 280+L | 317,7 |
| 2 | Припуск под протягивание А, | - | 0 |
| 3 | Диаметр отверстия до протягивания Dn, мм | - | 61,15 |
| 4 | Диаметр хвостовика d1, мм | - | 56 |
| 5 | Площадь хвостовика Fх, мм2 | - | 1385,4 |
| 6 | Шаг режущих зубьев tр, мм |
| 9,21 |
| 7 | Принятый шаг, мм | - | 10 |
| 8 | Наибольшее число зубьев находящихся в зацеплении |
| 5 |
Чертеж протяжки представлен на листе 06.М.15.64.51 графической части.
7. Расчет и проектирование контрольного приспособления
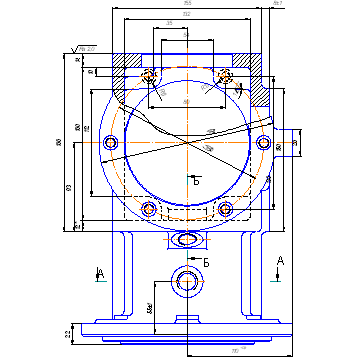
Контрольное приспособление, представленное на листе графической части, предназначено для контроля симметричности стенок пазов 25.
Данное контрольное приспособление состоит из плиты 13, которая устанавливается на стол с помощью вкрученных в нее ножек 11. На плиту при помощи болтов 18 крепится кронштейн 1. Также на плиту 13 в Т-образный паз устанавливается задняя бабка 10. Для перемещения задней бабки на плиту 13 винтами 20 крепится уголок 3. Для точного базирования и закрепления детали в используется мембранный патрон 2. Шток мембранного патрона вкручивается в шток гидроцилиндра.
Приспособление работает следующим образом. Задняя бабка отводится в крайнее правое положение вращая винт, расположенный на уголке 3. Деталь устанавливается в патроне 2 и зажимается гидроцилиндром. При перемещении задней бабки влево, наконечник 12 перемещается по контролируемому пазу. По показания индикатора 25 регистрируем отклонение стенок пазов детали.
8. Научные исследования по совершенствованию обработки алюминиевых сплавов
8.1 Описание ситуации
Повышение производительности при обработке алюминия является важной задачей в современном машиностроении. Она может быть разрешена различными методами, такими как оптимизация режимов резания, применение высокопроизводительного оборудования, быстропереналаживаемой оснастки, применение инструмента высокой стойкости и другими. Наряду с повышением производительности необходимо повысить точность обработки и качество поверхностей детали операций растачивания, фрезерования, сверления и т.д.
В настоящее время все большее внимание в мире уделяется проблеме повышения скоростей резания как одной из составляющих производительности труда, улучшения качества обработанных поверхностей, экономии материальных и трудовых ресурсов. Высокоскоростное резание является перспективным направлением повышения эффективности механической обработки и важным экономическим рычагом снижения ее себестоимости. При высоких скоростях резания возможно, в некоторых случаях, исключить промежуточные операции, например, получистовое шлифование, а в отдельных случаях – и финишные операции.
Таким образом, высокоскоростное резание является быстро развивающимся технологическим процессом с большими потенциальными возможностями для современной металлообработки. Актуальность его применения в современных условиях постоянно повышается, что связано с высоким уровнем автоматизации производственных процессов, изменивших структуру временных затрат на изготовление деталей и предопределивших необходимость сокращения основного времени на их обработку.
Похожие работы


... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...

... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
0 комментариев