Определение
типа производства
Технико-экономическое
сравнение
методов получения
заготовки
Размерный
анализ при
обработке
лавных отверстий
Выбор последовательности
переходов
Расчет
норм времени
Расчет
и проектирование
станочного
приспособления.
расчет режущего
инструмента
Расчет и проектирование
режущего инструмента
Анализ
ситуации
Поиск информации
Описание объекта
Проектирование
компоновки
рабочего места
Навигация
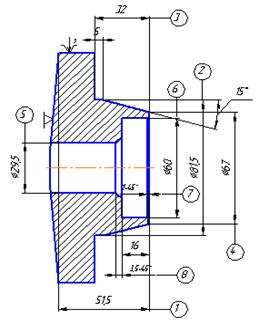
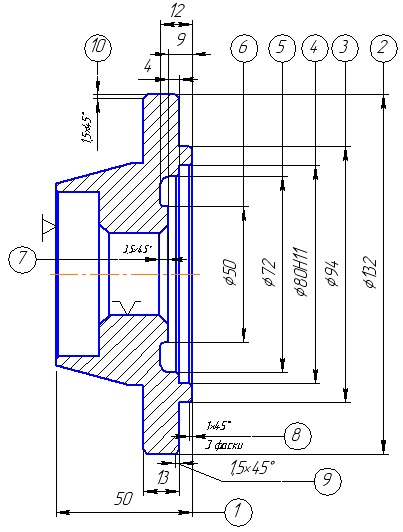
Технико-экономическое сравнение методов получения заготовки
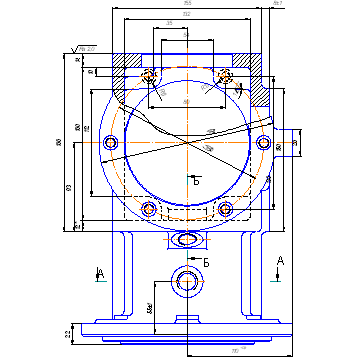
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
79116
знаков
21
таблица
2
изображения
1.6 Технико-экономическое сравнение методов получения заготовки
Для выбора метода получения заготовки следует провести сравнительный анализ по технологической себестоимости.
Расчет технологической себестоимости заготовки получаемую по первому или второму методу проведем по следующей формуле[1]:
Ст=Сзаг. М + Cмех. (М-m) – Сотх. (M-m)
где: М – масса заготовки;
m – масса детали;
Сзаг – стоимость одного килограмма заготовок, руб./кг;
Cмех. – стоимость механической обработки, руб./кг;
Сотх – стоимость одного килограмма отходов, руб./кг.
Стоимость заготовки, полученной такими методами, как литье в песчаные формы отверждаемые в контакте с оснасткой и литье в оболочковые формы, с достаточной для стадии проектирования точностью можно определить по формуле [1]:
Сзаг=Сот. hT. hC. hB. hM. hП, руб./кг, (7)
где: Сот – базовая стоимость одного килограмма заготовки;
hT – коэффициент, учитывающий точность заготовки;
hC – коэффициент, учитывающий сложность заготовки;
hB – коэффициент, учитывающий массу заготовки;
hM – коэффициент, учитывающий материал заготовки;
hП – коэффициент, учитывающий группу серийности.
Для получения заготовки по методу литья в песчаные формы значения коэффициентов в формуле (7) следующие [1]:
hT =1,05 – 5-ый класс точности;
hC =1 – 3-ая группа сложности получения заготовки;
hB =1 – так как масса заготовки находится в пределах 1,0…3,0 кг;
hM =5,10 – так как алюминиевый сплав;
hП =1 – 3-ая группа серийности;
Базовая стоимость одного килограмма отливок составляет Сот = 0,29 руб.
Сзаг. = 0,29. 1,05. 1. 1. 5,10. 1 =1,55 руб.
Определяем стоимость механической обработки по формуле:
Смех. = Сс + Ем. Ск, руб./кг;
где:
Сс = 0,495 – текущие затраты на один килограмм стружки [1];
Ск = 1,085 – капитальные затраты на один килограмм стружки [1];
Ем = 0,15 – нормативный коэффициент эффективности капитальных вложений выбираем из предела (0,1…0,2) [1].
Смех. = 0,495 + 0,15. 1,085 = 0,66 руб./кг
Стоимость одного килограмма отходов принимаем равной Сотх. = 0,146 руб./кг.
Определим общую стоимость заготовки получаемую по методу литья в песчаные формы:
Ст = 1,55. 2,5 + 0,66. (2,5–1,8) – 0,146. (2,5–1,8) = 4,235
Для заготовки получаемой методом литья в оболочковые формы значения коэффициентов в формуле (7) следующие[1]:
hT =1,05 – 5-ый класс точности;
hC =1 – 3-ая группа сложности получения заготовки;
hB =1 – так как масса заготовки находится в пределах 1,0…3,0 кг;
hM =5,10 – – так как алюминиевый сплав;
hП =1 – 3-ая группа серийности;
Базовая стоимость одного килограмма отливок составляет Сот = 0,29 руб.
Сзаг. = 0,29. 1,05. 1. 1. 5,10. 1 = 1,55 руб./кг
Определяем общую стоимость заготовки, получаемую литьем по выплавляемым моделям:
Ст = 1,55. 2,2 + 0,66. (2,2–1,8) – 0,146. (2,2–1,8) = 3,616
Таким образом, по технологической себестоимости наиболее экономичным является вариант изготовления детали из заготовки, полученной методом литья в оболочковые формы.
2. Разработка схем базирования
При разработке схем базирования будем опираться на следующие принципы: принцип единства баз, т.е. совмещение измерительной и технологической баз и принцип постоянства баз, т.е. использование одной и той же технологической базы на различных операциях ТП.
На первой операции при закреплении в кулачковом самоцентрирующем патроне используются исходные черновые базы заготовки – поверхности 23 и 30.
На 010 операции будем использовать обработанное ранее отверстие 33 и поверхности 14, 23.
На 015 операции в качестве баз используются поверхности 13, 3, 8, 4, 7.
На 025 операции заготовка базируется по торцу 23 и пазу 25.
При данных схемах базирования достигается необходимая точность получения основных элементов детали.
3. Технологический маршрут и план обработки
В отличие от базового технологического процесса при разработке проектного варианта технологические операции разрабатываются по принципу максимальной концентрации операций и переходов. В проектном технологическом процессе отдается предпочтение обрабатывающим центрам. Используются универсальные сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.
Таблица 4.1. Проектный маршрут обработки корпуса конечного выключателя
| № операции | Наименование и содержание операции | Обрабатываемые поверхности | Квалитет | Шероховатость, Rz |
| 000 | Заготовительная | 14 | 30 | |
| 005 | Расточная | 33 | 12 | 20 |
| 010 | Фрезерная | 1, 3, 8, 10, 4, 5, 7,32, 13, 12, 28 | 12 | 20 |
| 015 | Фрезерно-расточная | 11, 23, 30, 27, 24, 17, 19, 33, 6, 34, 21, 22 | ||
| 020 | Контрольная | |||
| 025 | Протяжная | 25 | 11 | 20 |
| 030 | Слесарная | - | - | |
| 035 | Моечная | - | - | |
| 040 | Контрольная | - | - | |
| 045 | Окрасочная | - | - |
На основе разработанного маршрута обработки составим план обработки. План обработки представлен на листе 06.М.15.64.01 графической части.
Похожие работы


... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...

... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
0 комментариев